
第6章 加工中心编程.ppt

sy****28

1/10
2/10
3/10
4/10

5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共33页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

第7讲加工中心的编程与加工.ppt
第七讲加工中心的编程技巧第七讲加工中心的编程技巧在程序中含有某些固定顺序或重复出现的区域时,这些顺序或区域可以作为“子程序”存入存贮器内,反复调用以简化程序。子程序以外的加工程序“主程序”。子程序编程是计算机程序设计中的基本功能,现代CNC系统一般都提供调用子程序功能。但子程序调用不是数控系统的标准功能,不同的数控系统所用的指令和格式不同。图7.1所示为铣床上铣出三个完全相同的图案。可把其中一个图案的加工程序,作为子程序,在主程序中调用三次。1.指令M98:调用子程序,M99:子程序结束格式:M98P××

第6章 加工中心编程.ppt
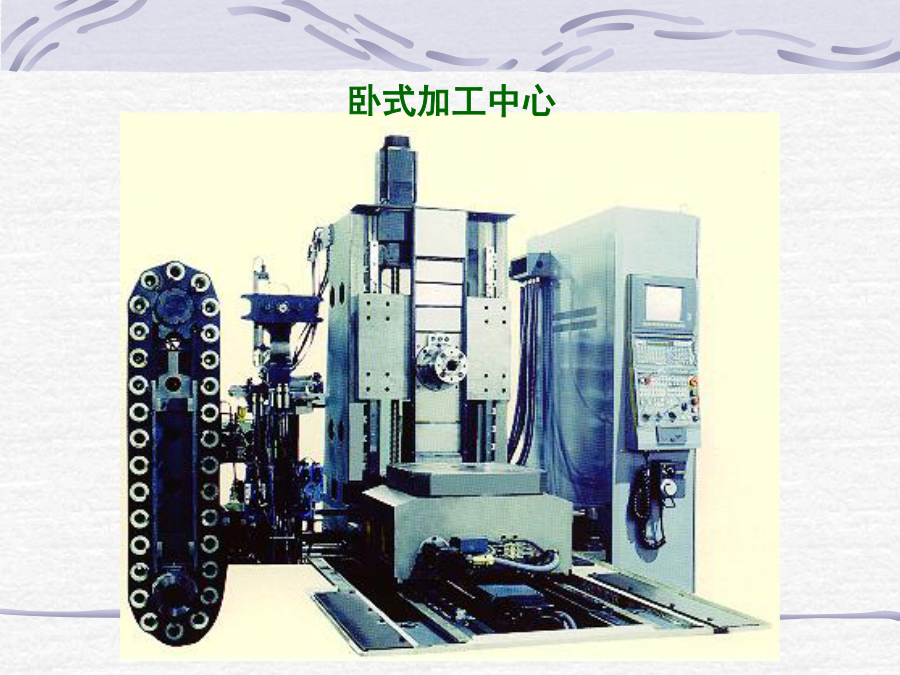
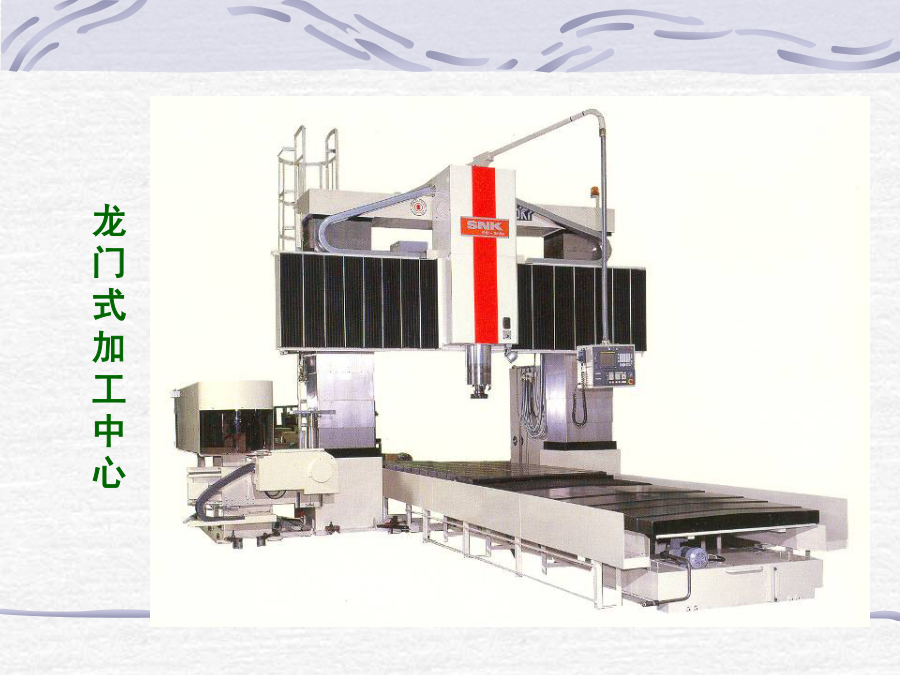
加工中心与数控铣床的异同:加工中心是在数控机床的基础上发展起来的,都是通过程序控制多轴联动走刀进行加工的数控机床。不同的是加工中心具有刀库和自动换刀功能。加工中心适于加工形状复杂、工序多、精度要求较高,普通机床加工需多次装夹调整困难的的工件。立式加工中心卧式加工中心龙门式加工中心可装20把刀的无臂式ATC刀具库可装24把刀的有臂式ATC刀具库可装32把刀的有臂式刀具库可装60把刀的刀具库加工中心的自动换刀及换刀指令加工图示工件的2×M10×1.5螺纹通孔,在立式加工中心上加工工序为:①Φ8.5麻花钻钻孔;

第6章 加工中心编程.ppt
第六章加工中心的编程目的:了解加工中心的功能和换刀方法;介绍FANUC系统固定循环功能和编程方法重点:加工中心的功能;掌握常用固定循环的功能和编程加工中心是一种功能较全的数控加工机床。它把铣削、镗削、钻削、攻螺纹和切削螺纹等功能集中在一台设备上,使其具有多种工艺手段。加工中心设置有刀库,刀库中存放着不同数量的各种刀具或检具,在加工过程中由程序自动选用和更换。这是它与数控铣床、数控镗床的主要区别。加工中心的分类及功能立式加工中心卧式加工中心龙门式加工中心主要加工对象除换刀程序外,加工中心的编程方法和普通数控

第章加工中心的编程与操作.ppt
CNCMachiningCenterProgrammingandOperation知识点回顾主要内容排屑钻孔循环(G83)PeckDrillingCycle钻孔循环,钻中心孔循环(G81)DrillingCycle,SpotDrilling精镗循环(G76)FineBoringCycle镗孔循环(G85)攻丝循环(G84)TappingCycle2.其它常用功能指令1)辅助功能M指令M06—自动换刀;2)刀具功能T指令(T□□)地址符T后二位数为刀具号3)常用编程程序头与程序尾:O□□□□;G40G80G

数控编程与加工 第6章 加工中心(数控铣床)编程与加工.ppt
本章内容:6.1数控加工中心概述6.1数控加工中心概述6.1数控加工中心概述4.1数控车床加工概述6.1数控加工中心概述6.1数控加工中心概述6.1数控加工中心概述6.1数控加工中心概述6.1数控加工中心概述6.1数控加工中心概述6.1数控加工中心概述6.1数控加工中心概述6.1数控加工中心概述6.1数控加工中心概述6.1数控加工中心概述6.1数控加工中心概述6.2加工中心常用编程指令6.2加工中心常用编程指令6.2加工中心常用编程指令6.2加工中心常用编程指令6.2加工中心常用编程指令6.2加工中心常用