
一种管状工件内表面的抛光装置.pdf

猫巷****傲柏


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种管状工件内表面的抛光装置.pdf
本发明公开了一种管状工件内表面的抛光装置,该抛光装置具有一由箱体和箱盖组成的长方体的机架盒;所述的箱体底部设有泄露研磨液的回流孔,箱体两头分别设有同轴的进口管和出口管;所述的进口管位于箱体内的末端紧套有静环,所述的出口管位于箱体内的末端套设动环;所述的静环内设有两头延伸至其内壁上的涡旋发生柱,静环外套设有齿圈;所述的齿圈对应处的箱盖上设有与所述齿圈啮合的传动齿轮,该传动齿轮设在支承于箱盖上的动力装置的输出轴上;所述的齿圈和动环的内壁分别与所述管状工件两头的外壁紧配合,以使得所述管状工件与齿圈和动环三者同步

适用于管状工件的外表面抛光装置.pdf
本发明公开了一种适用于管状工件的外表面抛光装置,包括操作台、固定板、电机一、移位板、电机二、抛光轮、气缸一、气缸二和连接块,其特征在于:所述的操作台设置在支架上,所述的固定板设置在立板上,所述的电机一设置在立板上,所述的移位板上设置有滑块,所述的电机二设置在移位板上,所述的抛光轮设置在传动轴上。本发明在气缸二的活塞杆二上设置有连接轴套,在连接轴套内设置有连接杆,在连接杆上设置有连接块,并在连接块上设置有连接槽,将需要抛光的管状工件一端设置在旋转轴上,另一端设置在连接槽内,电机一带动旋转轴旋转,旋转轴带动管
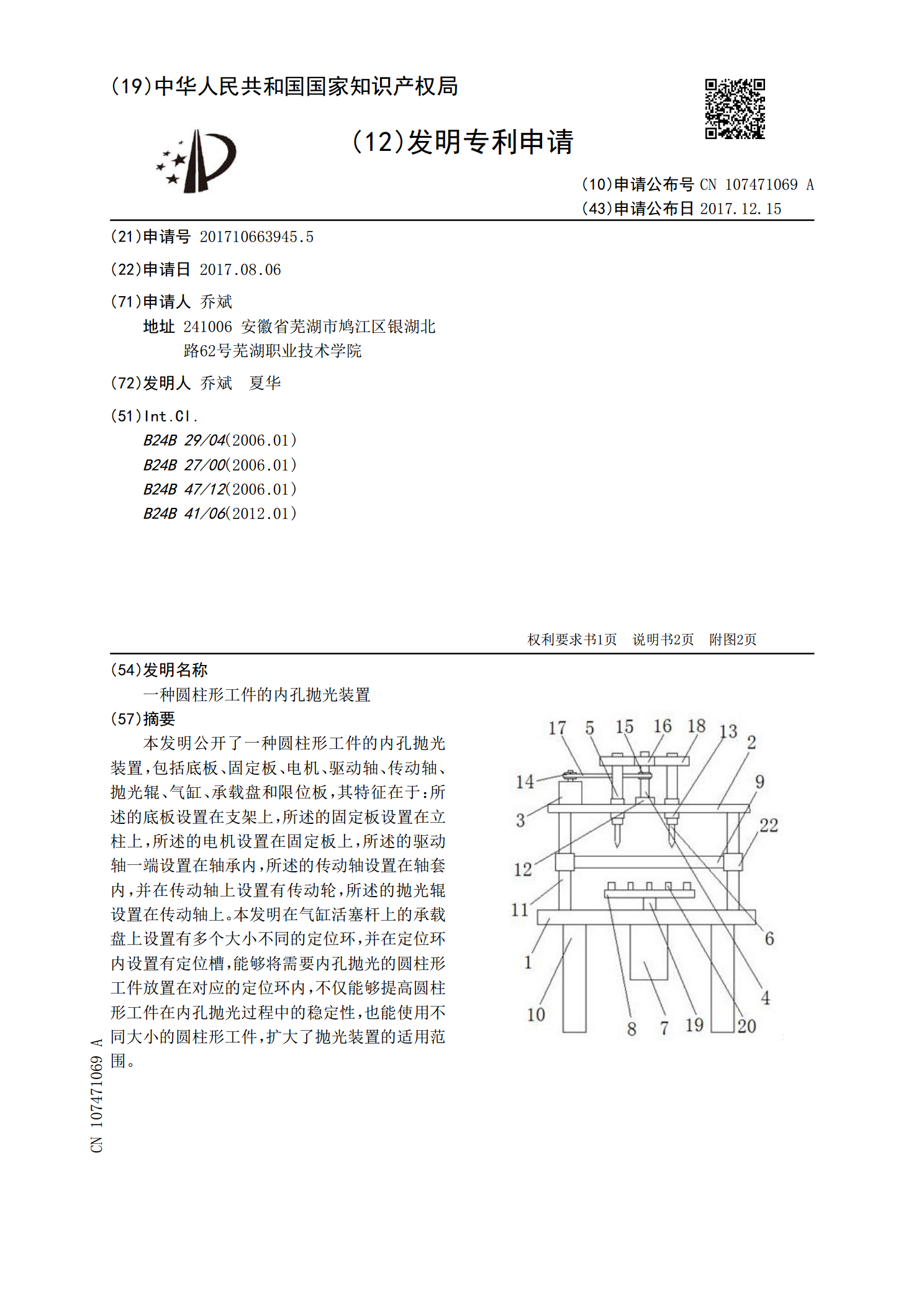
一种圆柱形工件的内孔抛光装置.pdf
本发明公开了一种圆柱形工件的内孔抛光装置,包括底板、固定板、电机、驱动轴、传动轴、抛光辊、气缸、承载盘和限位板,其特征在于:所述的底板设置在支架上,所述的固定板设置在立柱上,所述的电机设置在固定板上,所述的驱动轴一端设置在轴承内,所述的传动轴设置在轴套内,并在传动轴上设置有传动轮,所述的抛光辊设置在传动轴上。本发明在气缸活塞杆上的承载盘上设置有多个大小不同的定位环,并在定位环内设置有定位槽,能够将需要内孔抛光的圆柱形工件放置在对应的定位环内,不仅能够提高圆柱形工件在内孔抛光过程中的稳定性,也能使用不同大小

一种管状工件质检装置.pdf
本发明公开了一种管状工件质检装置,包括支撑架及设置在支撑架上方工件传输装置、工件清洗装置以及工件质检装置;所述的工件传输装置包括设置在所述的支撑架上方的进口,所述的进口呈斜向设置,所述的进口的传输处的高度大于其出口端的高度,在所述的进口的出口端设置有通行槽,所述的通行槽与所述的进口相通,在所述的通行槽上方设置有上梁,在所述的上梁中心套有套筒,在所述的套筒上设置有间隙相等排列的至少2个转叶,在所述的通行槽外侧设置有用于启动所述的上梁旋转的齿形轮马达,本发明通过对管体进行清洗之后,利用非接触式质检对管体进行
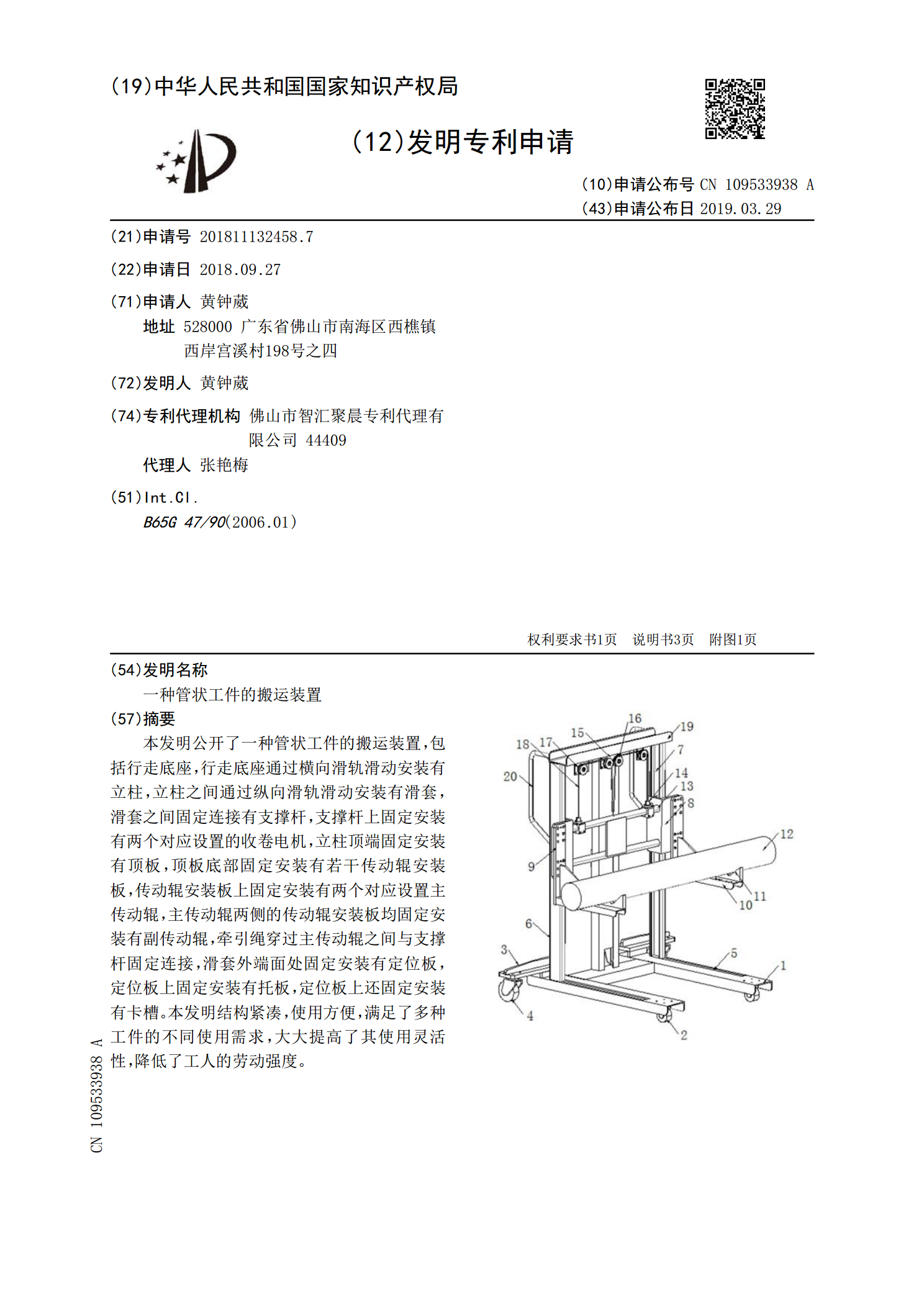
一种管状工件的搬运装置.pdf
本发明公开了一种管状工件的搬运装置,包括行走底座,行走底座通过横向滑轨滑动安装有立柱,立柱之间通过纵向滑轨滑动安装有滑套,滑套之间固定连接有支撑杆,支撑杆上固定安装有两个对应设置的收卷电机,立柱顶端固定安装有顶板,顶板底部固定安装有若干传动辊安装板,传动辊安装板上固定安装有两个对应设置主传动辊,主传动辊两侧的传动辊安装板均固定安装有副传动辊,牵引绳穿过主传动辊之间与支撑杆固定连接,滑套外端面处固定安装有定位板,定位板上固定安装有托板,定位板上还固定安装有卡槽。本发明结构紧凑,使用方便,满足了多种工件的不同