
金属的焊接性碳钢的焊接焊接结构设计.pptx

骑着****猪猪

1/10

2/10

3/10
4/10

5/10

6/10

7/10
8/10

9/10

10/10
亲,该文档总共33页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

金属的焊接性碳钢的焊接焊接结构设计.pptx
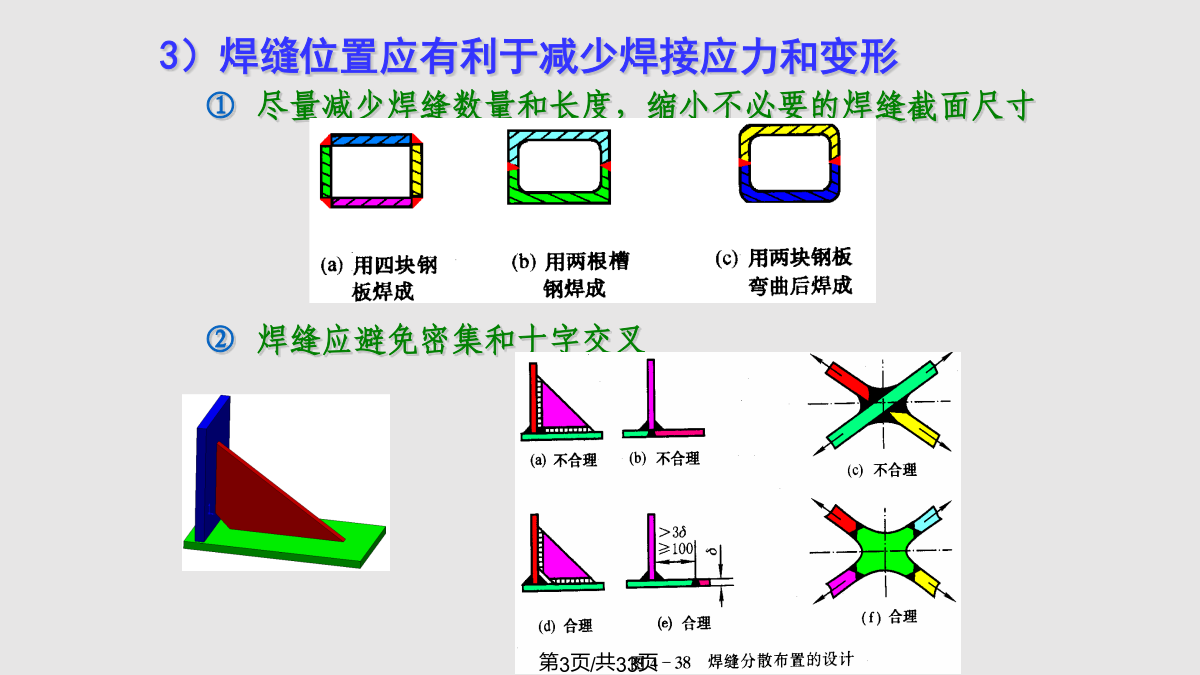
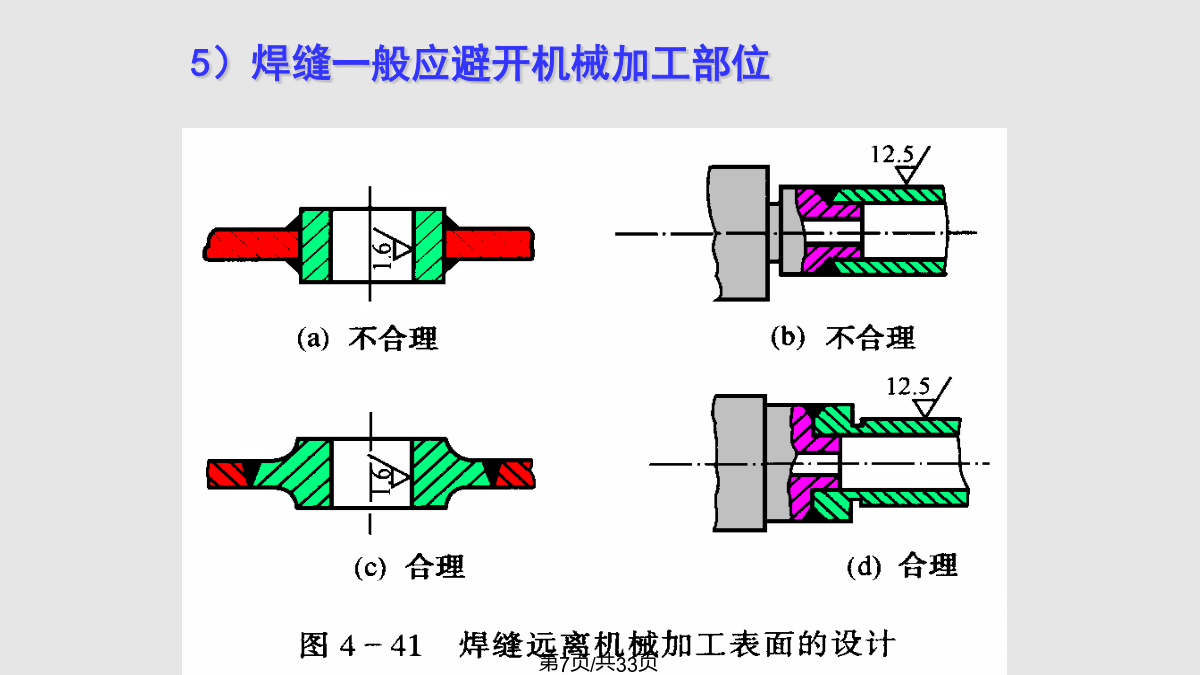
金属的焊接性碳钢的焊接焊接结构设计在工件材料确定后,对焊接结构进行工艺设计主要包括三个方面:1、焊缝布置2)焊缝位置应便于施焊3)焊缝位置应有利于减少焊接应力和变形尽量减少焊缝数量和长度,缩小不必要的焊缝截面尺寸焊缝应避免密集和十字交叉/焊缝尽量对称分布4)焊缝应避开最大应力或应力集中部位5)焊缝一般应避开机械加工部位2、焊接方法的选择//3、焊接接头设计对接接头:受力较均匀,是最常用的接头形式,重要的受力焊缝应尽量选用。搭接接头:受力时产生附加弯矩,且金属消耗量大,一般应避免使用。但搭接接头不需开坡口,

金属材料焊接性碳钢的焊接课件教案.pptx
金属材料焊接性碳钢的焊接2345678910111213141516171819202122232425262728293031323334353637383940414243444546

碳钢焊接性.ppt
二、低碳钢的焊接1、焊接特点低碳钢的含碳量低(≤0.25%),其它合金元素含量较少,故是焊接性最好的钢种。采用通常的焊接方法后,接头中不会产生淬硬组织或冷裂纹。只要焊接材料选择适当,便能得到满意的焊接接头。用电弧焊焊接低碳钢时,为了提高焊缝金属的塑性、韧性、和抗裂性能,通常都是使焊缝金属的碳含量低于母材,依靠提高焊缝中的硅、锰含量和电弧所具有较高的冷却来达到与母材等强度。因此,焊缝金属会随着冷却速度的增加,其强度会提高,而塑性和韧性会下降。当厚板单层角焊缝时,焊角尺寸不宜过小;多层焊时,应尽量连续施焊;焊

低碳钢的焊接性与焊接缺陷分析.docx
低碳钢的焊接性与焊接缺陷分析低碳钢的焊接性与焊接缺陷分析摘要:低碳钢作为一种常见的钢材,被广泛应用于工业领域。焊接是低碳钢加工中重要的一环,然而焊接过程中常会出现焊接缺陷,对焊接质量产生不利影响。本文以低碳钢的焊接性为基础,探讨了焊接缺陷的成因,并提出了相应的解决方案。通过对焊接过程中的参数控制和焊接缺陷的分析,可以提高焊接质量和工艺的稳定性。关键词:低碳钢,焊接性,焊接缺陷,参数控制,工艺稳定性1.引言低碳钢是一种碳含量较低的钢材,具有良好的可塑性和可焊性。因此,低碳钢广泛应用于各个工业领域,尤其是在机

金属的焊接性及焊接结构设计课件.pptx
金属的焊接性及焊接结构设计