
表面粗糙标注方法.pptx

骑着****猪猪

1/10
2/10
3/10

4/10

5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共43页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

表面粗糙及表面粗糙的标注方法.docx
一.表面粗糙度的符号注意:极限值表示参数的实测值中允许少于总数的16%的实测值超过规定值,高度参数常用Ra,在图中标注时常省略。无maxmin则表示是上极限或下极限,如果有则表示最大值和最小值,单位为微米基本符号,表示可使用任何方法获得基本符号加一短划,表示表面用去除材料的方法获得表示用不去除材料方法获得(铸锻冲压等)表示所有表面具有相同的表面粗糙度要求二.表面粗糙度的代号1.d'=h/10;H=1.4h;h为字体高度a1、a2--粗糙度高度参数的允许值(mm);b加工方法、镀涂或其他表面处理;c取样长度

表面粗糙标注方法.pptx
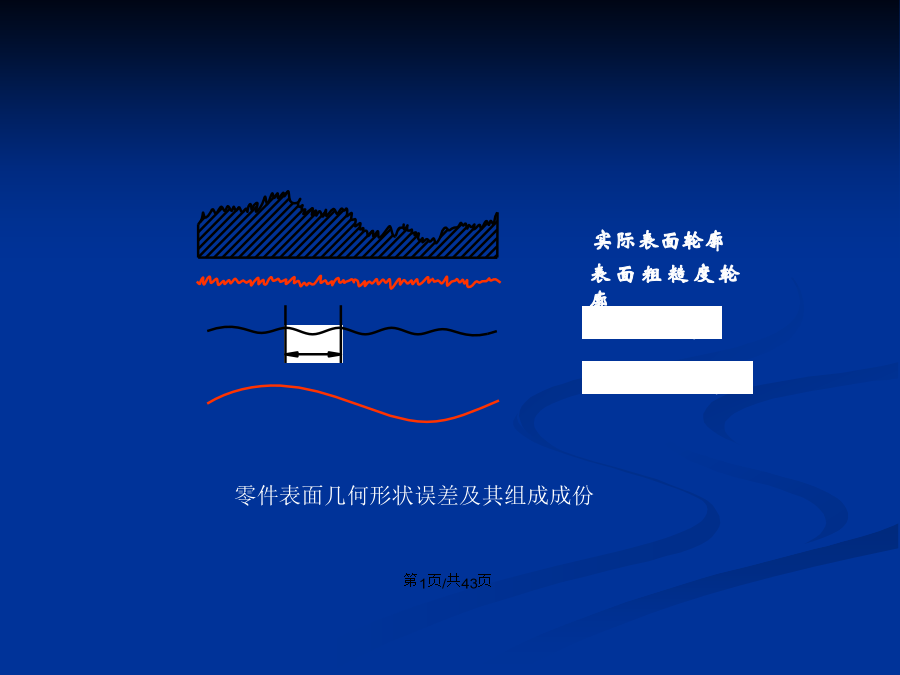
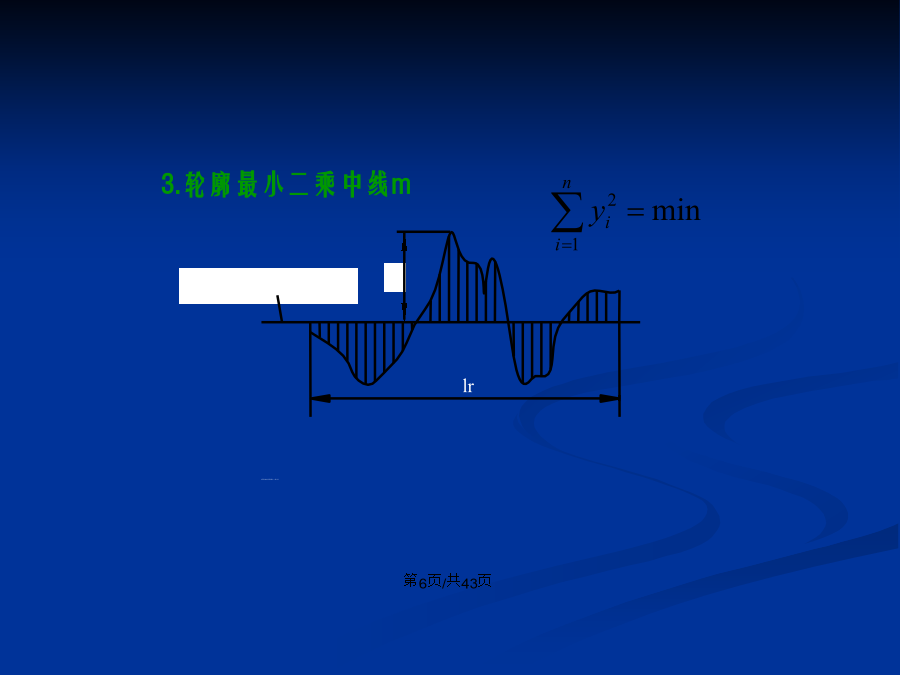
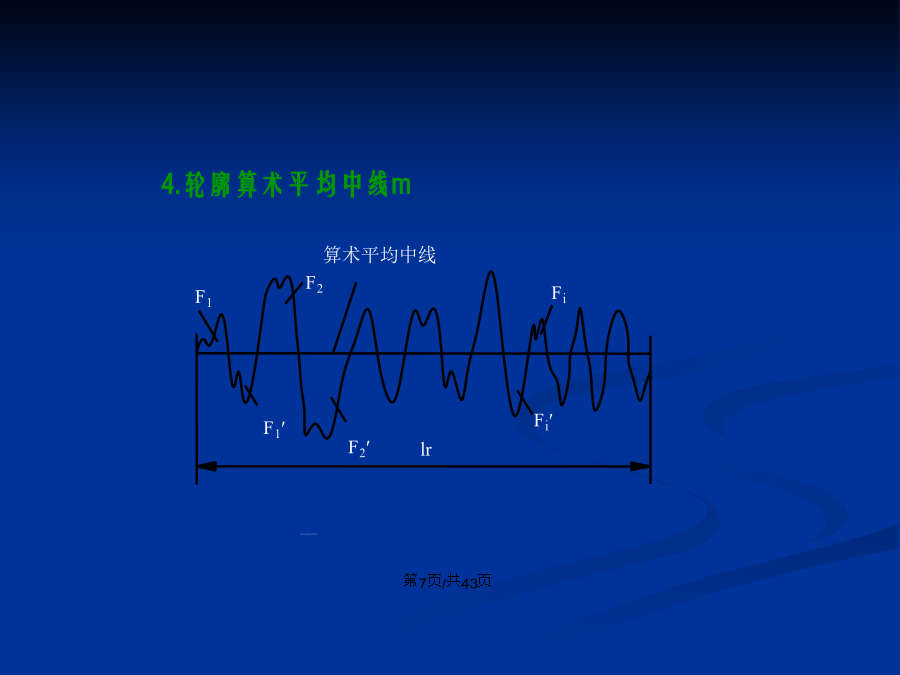
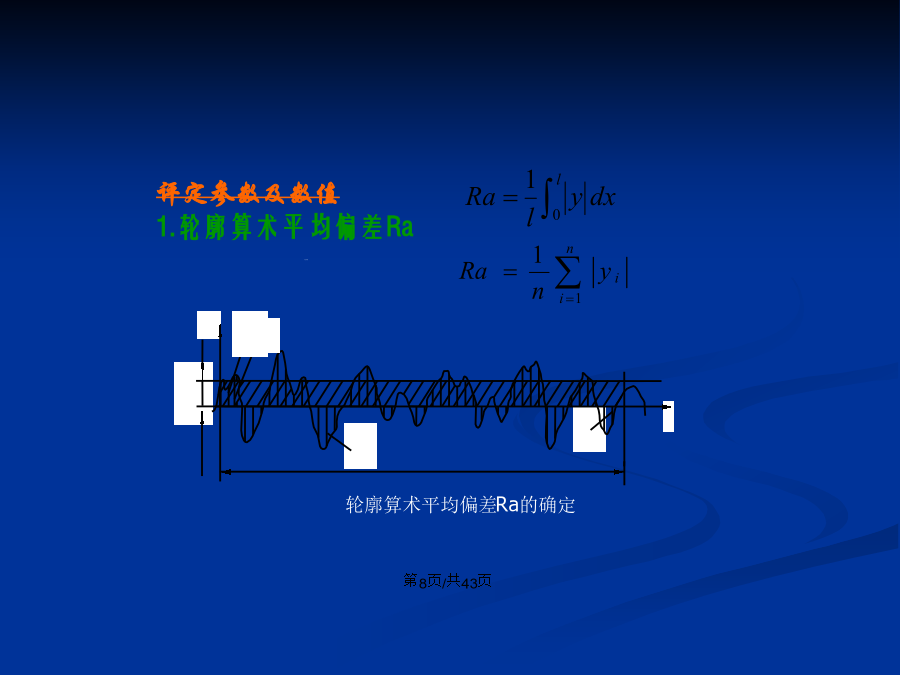
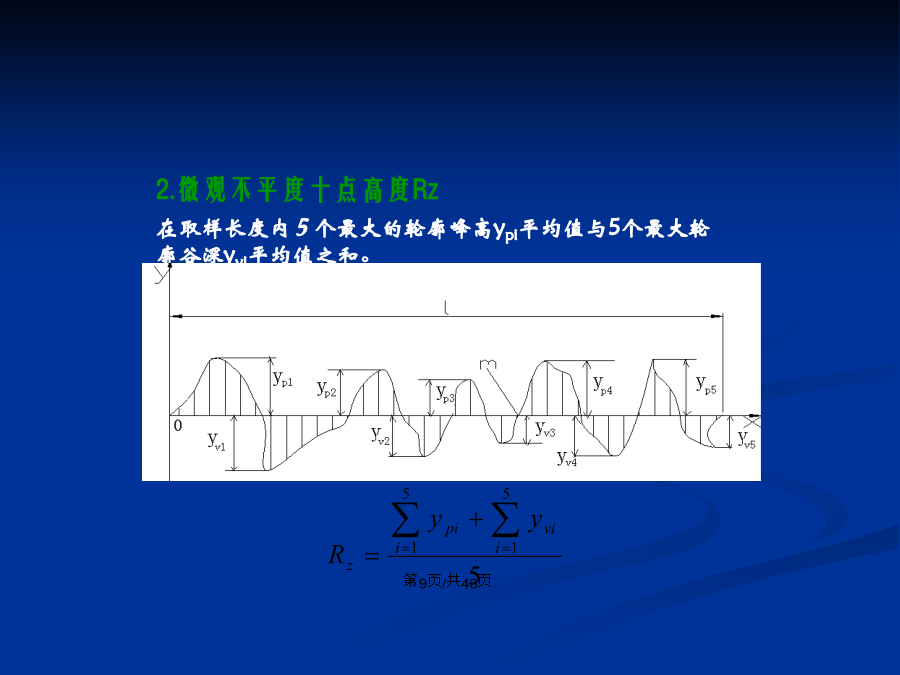
1波纹度轮廓表面粗糙度的影响基本术语中线/4.轮廓算术平均中线m评定参数及数值2.微观不平度十点高度Rz3.轮廓最大高度Ry4.轮廓单峰平均间距S5.轮廓微观不平度的平均间距Sm6.轮廓支撑长度率tp7.表面粗糙度参数值////5.3表面粗糙度代号及标注表面粗糙度的代号表面粗糙度的标注/标注时将其标注在可见轮廓线、尺寸界线、引出线或它们的延长线上,符号的尖端必须从材料外指向被注表面。高度参数:当选用Ra时,只需在代号中标出其参数值,“Ra”本身可以省略;当选用Rz或Ry时,参数和参数值都应标出;当允许实测

表面粗糙度及表面粗糙度的标注方法.doc
一。表面粗糙度的符号注意:极限值表示参数的实测值中允许少于总数的16%的实测值超过规定值,高度参数常用Ra,在图中标注时常省略。无maxmin则表示是上极限或下极限,如果有则表示最大值和最小值,单位为微米基本符号,表示可使用任何方法获得基本符号加一短划,表示表面用去除材料的方法获得表示用不去除材料方法获得(铸锻冲压等)表示所有表面具有相同的表面粗糙度要求二。表面粗糙度的代号1。d'=h/10;H=1.4h;h为字体高度a1、a2—-粗糙度高度参数的允许值(mm);b加工方法、镀涂或其他表面处理;c取样长度

表面粗糙度及表面粗糙度的标注方法.doc
。-可编辑修改-一.表面粗糙度的符号注意:极限值表示参数的实测值中允许少于总数的16%的实测值超过规定值,高度参数常用Ra,在图中标注时常省略。无maxmin则表示是上极限或下极限,如果有则表示最大值和最小值,单位为微米基本符号,表示可使用任何方法获得基本符号加一短划,表示表面用去除材料的方法获得表示用不去除材料方法获得(铸锻冲压等)表示所有表面具有相同的表面粗糙度要求二.表面粗糙度的代号1.d'=h/10;H=1.4h;h为字体高度a1、a2--粗糙度高度参数的允许值(mm);b加工方法、镀涂或其他表面

表面粗糙度及表面粗糙度的标注方法.docx
一.表面粗糙度的符号注意:极限值表示参数的实测值中允许少于总数的16%的实测值超过规定值,高度参数常用Ra,在图中标注时常省略。无maxmin则表示是上极限或下极限,如果有则表示最大值和最小值,单位为微米基本符号,表示可使用任何方法获得基本符号加一短划,表示表面用去除材料的方法获得表示用不去除材料方法获得(铸锻冲压等)表示所有表面具有相同的表面粗糙度要求二.表面粗糙度的代号1.d'=h/10;H=1.4h;h为字体高度a1、a2--粗糙度高度参数的允许值(mm);b加工方法、镀涂或其他表面处理;c取样长度