
扁线电机定子绕组的制造方法.pdf

是立****92


1/10

2/10

3/10

4/10

5/10

6/10

7/10
8/10

9/10

10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

扁线电机定子绕组的制造方法.pdf
本发明公开了一种扁线电机定子绕组的制造方法,包括以下步骤:定子铁芯插装绝缘纸;绕组扁线预成型;定子插装导线;定子绕组导线扭头;定子绕组导线切头;定子绕组导线的焊接;所述扭头机包括扭头机架、固定轴、轴承、内旋模齿轮、外旋模齿轮、内旋模齿条、外旋模齿条、内旋模和外旋模;所述切头机包括切头机架、气缸支座、下压气缸、压模、定位模、切头上模、切头动模、两个油缸、底座和外壳,本发明采用专机对制造定子线圈关键的两个步骤:扭头和切头进行加工,制造方法简单,生产效率提高,能大批量生产的扁线电机定子绕组。
一种扁线定子绕组及定子组件、扁线电机.pdf
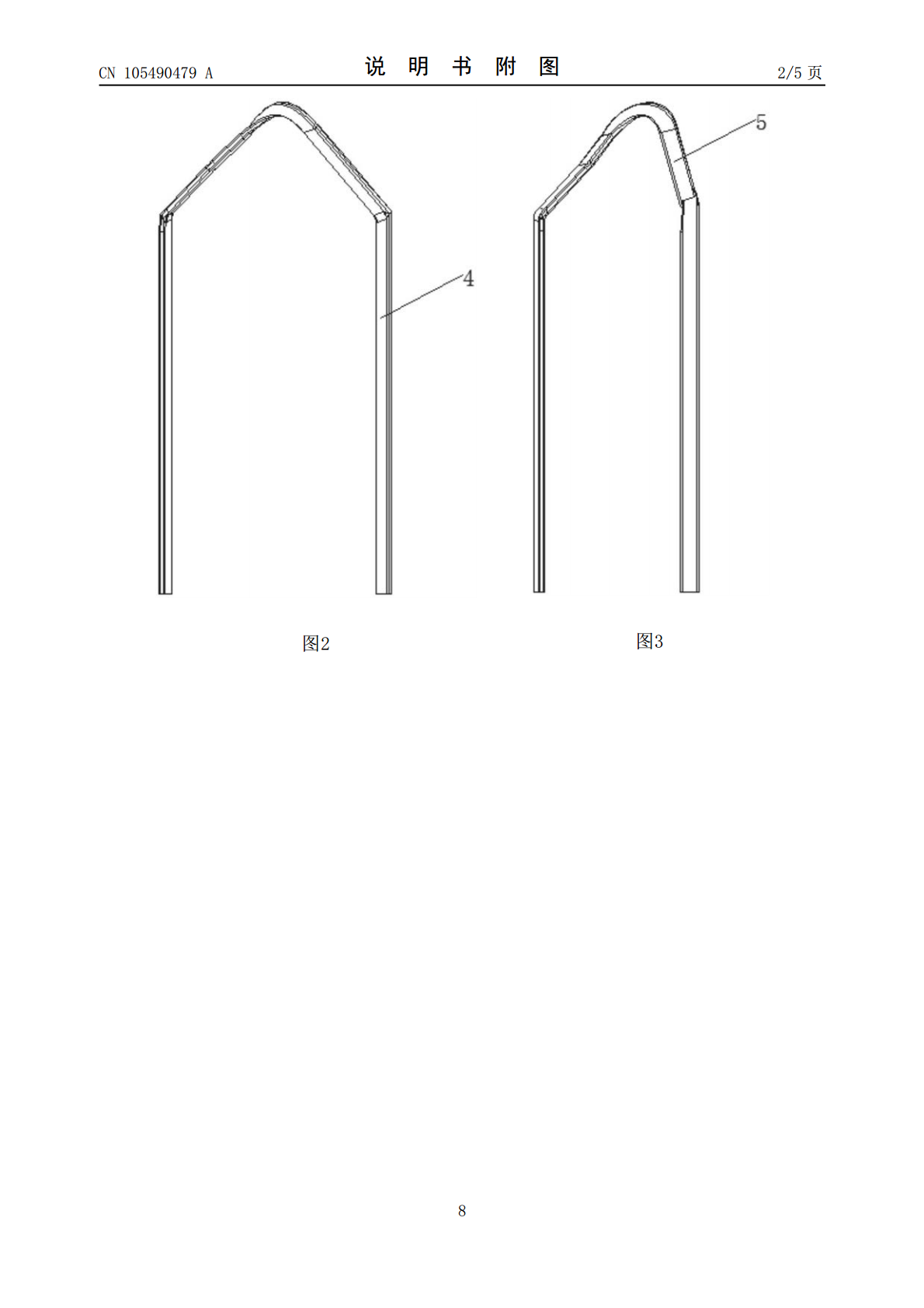
本实用新型涉及新能源汽车的电机技术领域,提供一种扁线定子绕组及定子组件、扁线电机,扁线定子绕组包括绕制在定子铁芯各定子槽槽层上的各相绕组,每个绕组均包含有四条支路,其两条两条之间分别串联后再并联;每个支路均包含有若干扁线,若干所述扁线的直线段分别插接在第1、2槽层,第3、4槽层……直至第2n?1、2n槽层上,n为正整数;其中,位于相同两槽层之间相邻扁线的王冠侧跨距为Z/(2P)+1,Z为定子槽数,2P为定子磁极数。本实用新型提供的绕组采用少量线型,即可实现各相绕组支路和中性点的电连接,使得电机性能更好,同
一种扁线绕组、定子组件及扁线电机.pdf
本实用新型涉及一种扁线绕组、定子组件及扁线电机。一种扁线绕组,包括成发卡状的绕组段A、直条状的绕组段B以及绕组段C,相对应的两个绕组段A之间通过N个绕组段B以及N+1个绕组段C连接,所述绕组段C包括两端的连接部以及中间的导通段,两个连接部成一直线布置或者相互错位布置,所述绕组段A与绕组段B均与相应绕组段C的连接部连接,N为自然数,所述定子组件采用上述扁线绕组,本实用新型的定子采用多段设计,易于实现模块化,有利于平台的扩展;另一方面,绕组通过连接组件连接,在电机正常使用寿命接受后,易于拆卸,方便循环利用。
一种扁线绕组结构及定子组件、扁线电机.pdf
本实用新型涉及新能源汽车的电机领域,特别涉及一种扁线绕组结构及定子组件、扁线电机,扁线绕组结构包括绕制在定子铁芯上的各相绕组,每相绕组包括至少两个子单元,每个子单元包括若干两引脚插设于定子槽的第一层位置内的第一扁线、两引脚分别插设于定子槽的第二、三层,第四、五层……直至第L?2、L?1层位置内的第二扁线以及两引脚插设于定子槽的第L层位置内的第三扁线;同相的子单元串联组成绕组,不同相的绕组并联形成扁线绕组结构。本实用新型提供的绕组结构采用少量的线形即可实现各相绕组的支路和中性点的电连接,使得电机性能更好,同
一种扁线绕组结构及定子组件、扁线电机.pdf
本发明涉及新能源汽车的电机领域,特别涉及一种扁线绕组结构及定子组件、扁线电机,扁线绕组结构包括绕制在定子铁芯上的各相绕组,每相绕组包括至少两个子单元,每个子单元包括若干两引脚插设于定子槽的第一层位置内的第一扁线、两引脚分别插设于定子槽的第二、三层,第四、五层……直至第L?2、L?1层位置内的第二扁线以及两引脚插设于定子槽的第L层位置内的第三扁线;同相的子单元串联组成绕组,不同相的绕组并联形成扁线绕组结构。本发明提供的扁线绕组结构,采用少量的线形,即可实现各相绕组的支路和中性点的电连接,使得电机性能更好,同