
一种用于压铸张紧轮的浇注系统.pdf

Jo****63


1/9

2/9

3/9

4/9

5/9

6/9

7/9

8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种用于压铸张紧轮的浇注系统.pdf
本发明公开了一种用于压铸张紧轮的浇注系统,其包括外浇口、直流道、分流道、内浇口、型腔、模具、渣包及排气道,在直流道与分流道之间设有横流道,在横流道的轴线方向设有减重孔,所述内浇口为两个扇形浇口,对称设置在所述减重孔的两侧。本发明提供的浇注系统,可减少动能及热量损失,有效减少卷气或吸气现象,可使金属液从内浇口到达型腔各部位的距离相近、充型流程最短,可使张紧轮压铸产品的内部气孔得到明显改善,合格率可提高20%~30%,尤其可减小对模具的磨损,使模具的使用寿命由1.5万模次提高到6万模次,不仅使生产效率得到明显

一种用于张紧轮的压装设备.pdf
本发明提供一种用于张紧轮的压装设备,包括机架、下模载板、下模、扭簧挡板、驱动扭簧挡板的防脱气缸、扭簧旋转电机单元、与下模载板相连的上模载板、设置于上模载板下方的中心轴压装板、设置于中心轴压装板下方的压头、设置于上模载板上方的安装板以及驱动中心轴压装板升降的气液增压缸,中心轴压装板和安装板通过穿过上模载板的导向柱相连。下盖放置在下模上,气液增压缸驱动中心轴压装板和压头下降,将中心轴和上盖下压,与下盖压装在一起,扭簧旋转电机单元驱动扭簧旋转一定的角度,扭簧挡板伸出防止扭簧跳起;实现了自动化旋转扭簧、将中心轴和
一种用于皮带传动的张紧轮装置.pdf
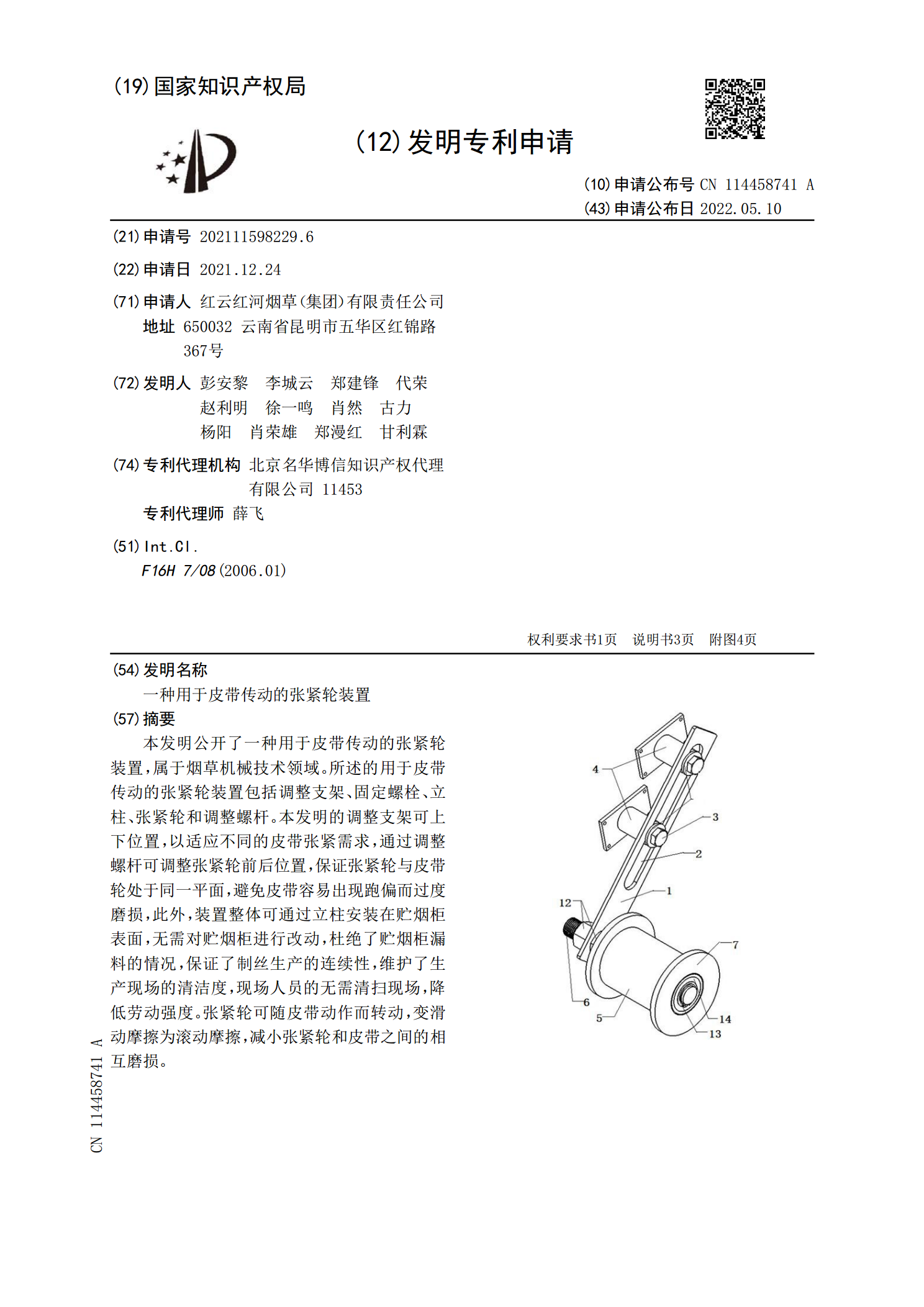
本发明公开了一种用于皮带传动的张紧轮装置,属于烟草机械技术领域。所述的用于皮带传动的张紧轮装置包括调整支架、固定螺栓、立柱、张紧轮和调整螺杆。本发明的调整支架可上下位置,以适应不同的皮带张紧需求,通过调整螺杆可调整张紧轮前后位置,保证张紧轮与皮带轮处于同一平面,避免皮带容易出现跑偏而过度磨损,此外,装置整体可通过立柱安装在贮烟柜表面,无需对贮烟柜进行改动,杜绝了贮烟柜漏料的情况,保证了制丝生产的连续性,维护了生产现场的清洁度,现场人员的无需清扫现场,降低劳动强度。张紧轮可随皮带动作而转动,变滑动摩擦为滚动
用于张紧轮或惰轮的滑轮装置.pdf
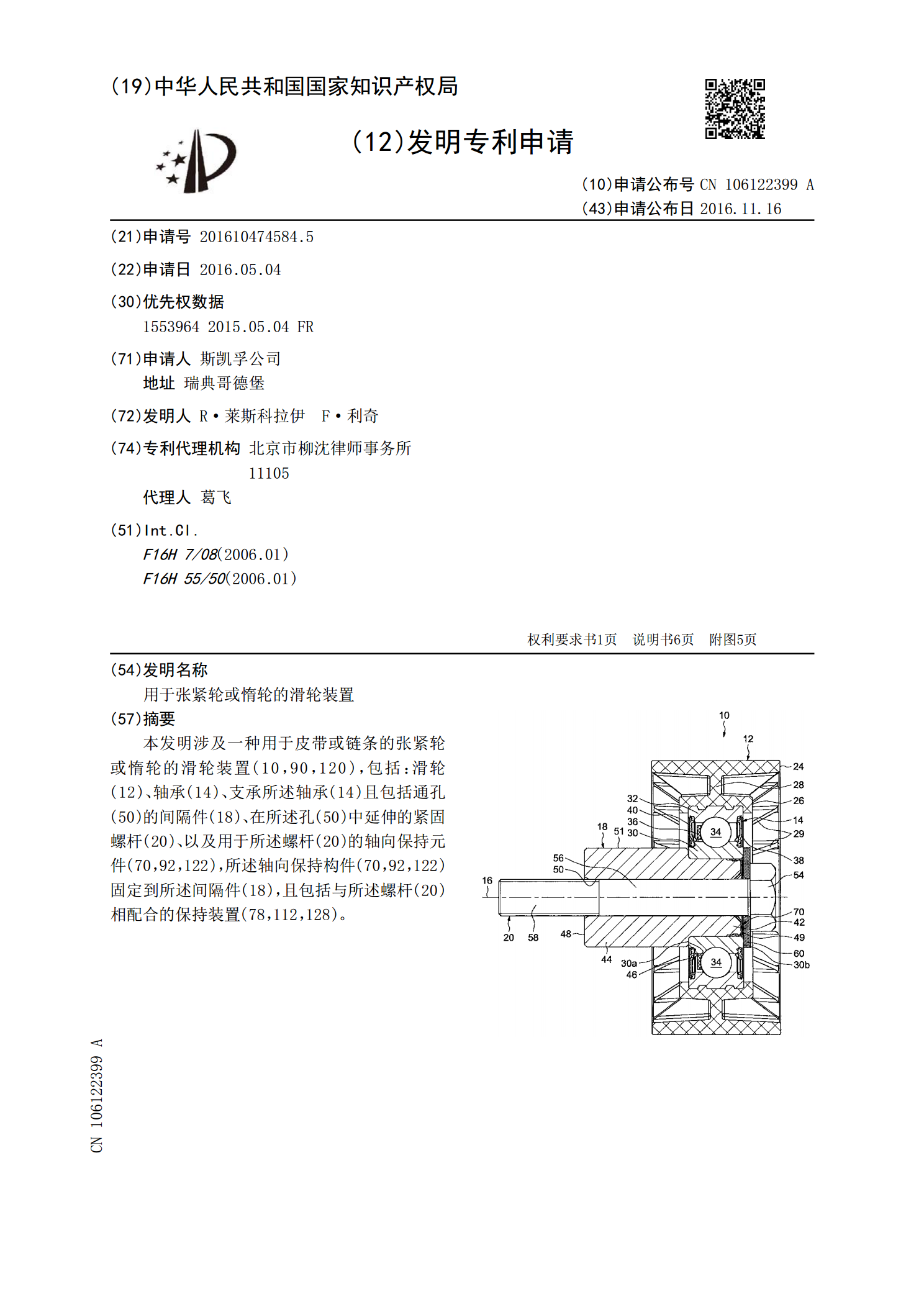
本发明涉及一种用于皮带或链条的张紧轮或惰轮的滑轮装置(10,90,120),包括:滑轮(12)、轴承(14)、支承所述轴承(14)且包括通孔(50)的间隔件(18)、在所述孔(50)中延伸的紧固螺杆(20)、以及用于所述螺杆(20)的轴向保持元件(70,92,122),所述轴向保持构件(70,92,122)固定到所述间隔件(18),且包括与所述螺杆(20)相配合的保持装置(78,112,128)。

一种用于张紧式系泊系统的系泊装置.pdf
本发明公开一种用于张紧式系泊系统的系泊装置,包括系泊缆、置于海洋平台上的第一绞车、设于海洋平台上的支座、置于海中的浮筒、通过钢缆与浮筒相连的动滑轮、通过钢缆和动滑轮相连的第一定滑轮、与系泊缆末端固连的第二定滑轮、置于海底的锚和重物块。本发明使系泊缆张力最大处的张力减半,防止疲劳破坏,有效应对百年一遇的恶劣海况;并降低第一绞车的设计规格,大大减小了海底锚的工作负荷,降低了对锚的设计要求,不仅增加了安全性,也降低了设备成本;在海洋平台没有到达采油区域前,可以事先安装系泊系统,可通过浮筒来标示系泊所在,便于安装