
一种在数控卧式车床上磨削轧辊中心孔的方法.pdf

邻家****ng


1/9

2/9
3/9

4/9
5/9

6/9

7/9
8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种在数控卧式车床上磨削轧辊中心孔的方法.pdf
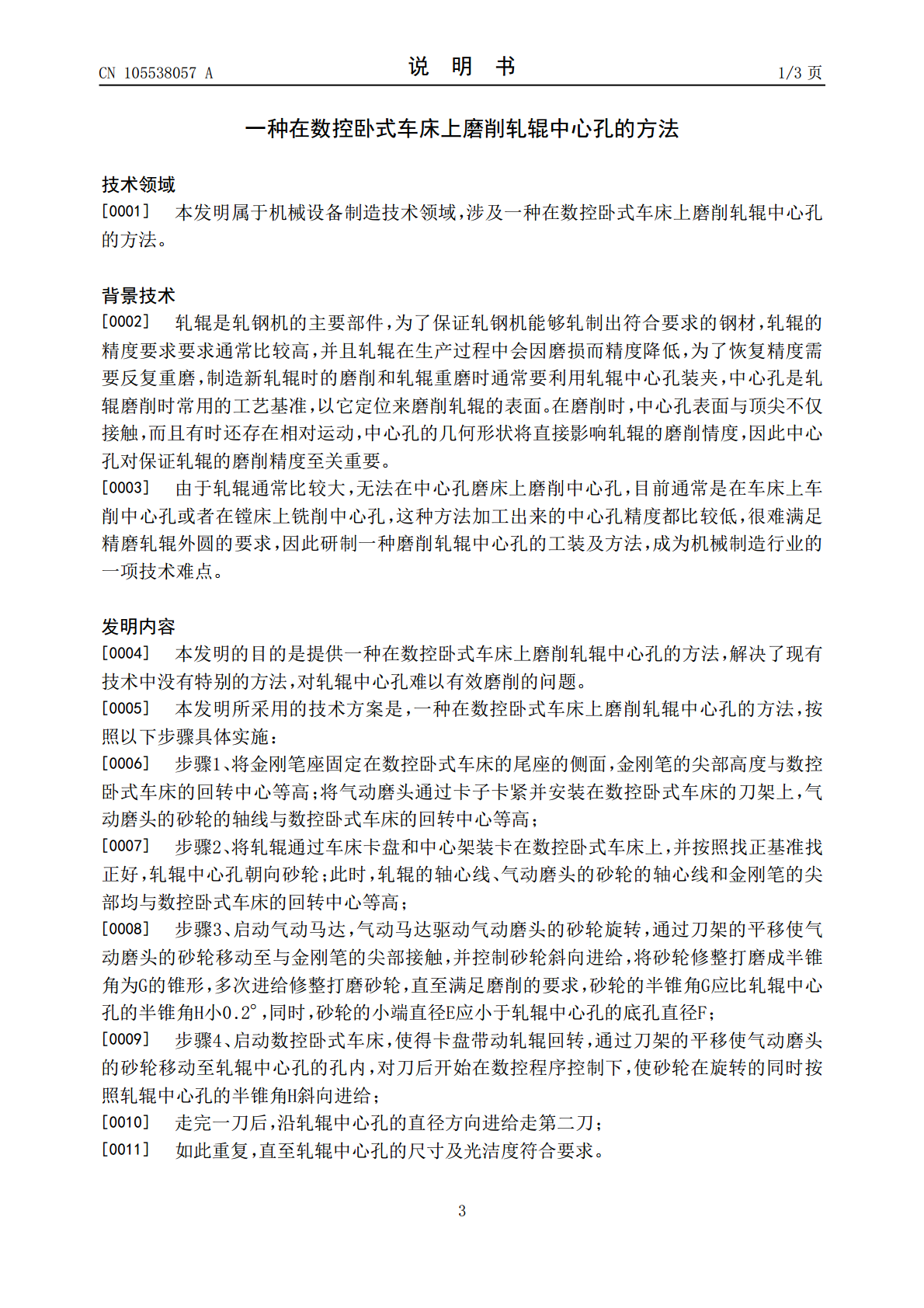
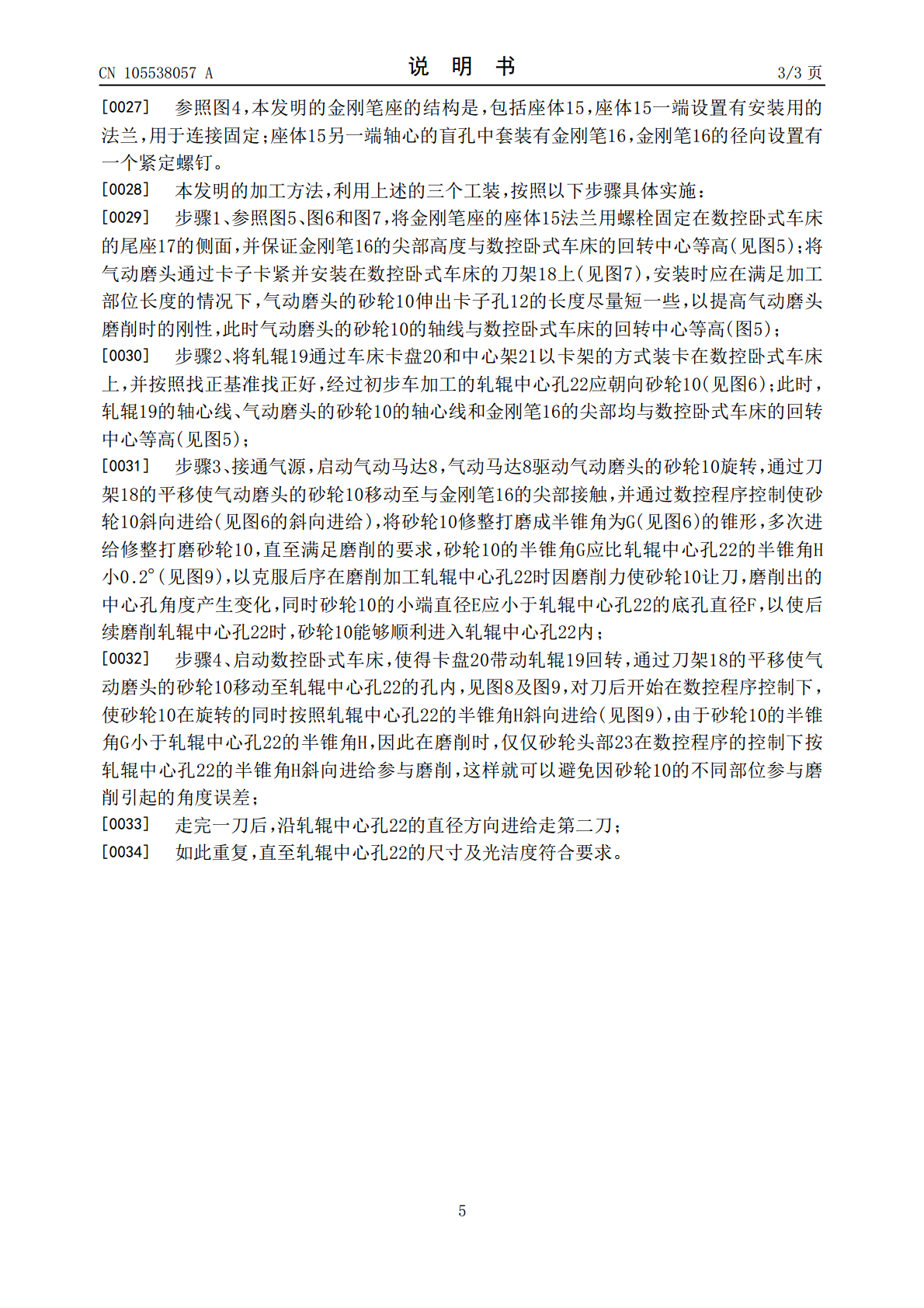
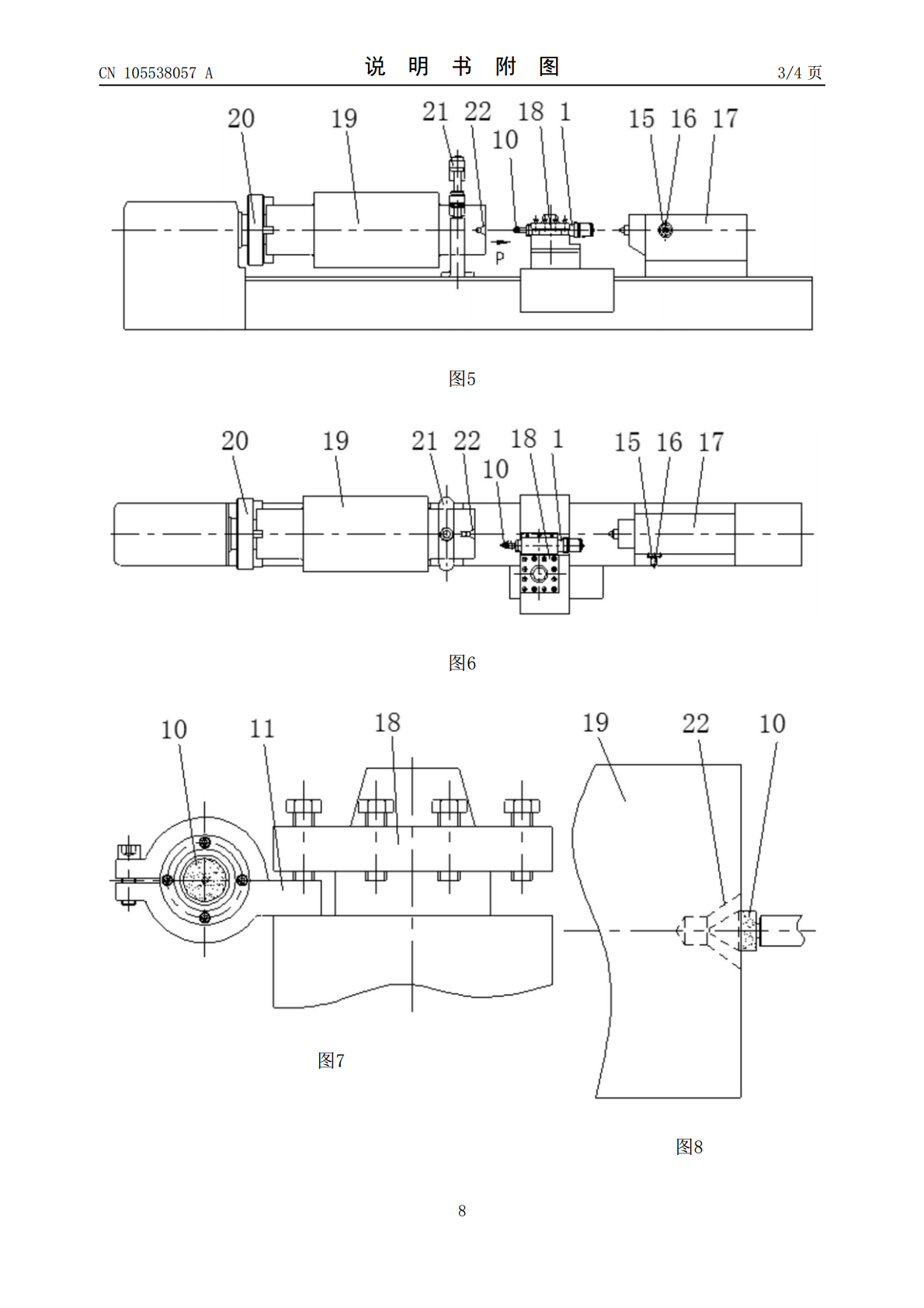
本发明公开了一种在数控卧式车床上磨削轧辊中心孔的方法,步骤包括:1)将金刚笔座固定在数控卧式车床的尾座;将气动磨头通过卡子卡装在数控卧式车床的刀架上;2)将轧辊通过车床卡盘和中心架装卡在数控卧式车床上,并按照找正基准找正好,轧辊中心孔朝向砂轮;3)启动气动马达带动砂轮旋转,通过刀架的平移使气动磨头的砂轮移动至与金刚笔的尖部接触,修整打磨砂轮;4)启动数控卧式车床,使砂轮移动至轧辊中心孔的孔内,对刀后使砂轮在旋转的同时按照轧辊中心孔的半锥角斜向进给;走完一刀后,沿轧辊中心孔的直径方向进给走第二刀;如此重复,

一种在卧式车床上磨削零件内孔的方法.pdf
本发明公开了一种在卧式车床上磨削零件内孔的方法,步骤包括:1)将金刚笔座固定在尾座上;将气动磨头夹持在卡子孔中卡紧,将安装柄安装在刀架上;2)将被加工零件通过车床卡盘和中心架装卡在卧式车床上,并按照找正基准找正好,被加工零件内孔朝向砂轮;3)启动气动马达砂轮旋转,通过刀架的平移带动砂轮外圆周面与金刚笔的尖部接触,修整打磨砂轮;4)启动机床,车床卡盘带动被加工零件回转,通过刀架的平移使砂轮移动至被加工零件内孔的孔口,对刀后开始左右进给磨削被加工零件内孔,走完一刀后,按照图纸要求沿直径方向进给走第二刀;如此重

一种卧式高速主轴中心孔磨削机.pdf
一种卧式高速主轴中心孔磨削机,包括卡紧传动装置、中心架、60°砂轮修整器所组成。万能外园磨床的床头上设置有卡紧传动装置,万能外园磨床上的中部从左至右设置有中心架、60°砂轮修整器;万能外园磨床上的右前方设置有48000转/分高速电主轴磨头;万能外园磨床的右顶端设置有变频器。本发明对主轴中心孔进行高速磨削加工,使得主轴中心孔加工精度比传统加工采用研磨膏研磨中心孔精度高几级,加工效率比传统加工方法提高近十倍。

薄壁深孔零件在卧式数控车床上的加工方法.docx
薄壁深孔零件在卧式数控车床上的加工方法随着现代制造技术的不断发展,薄壁深孔零件的加工成为制造业中一项十分重要的工艺。而卧式数控车床在薄壁深孔零件的加工中具有独特的优势。本文将对薄壁深孔零件在卧式数控车床上的加工方法进行探讨。一、薄壁深孔零件的概述薄壁深孔零件是一种在直径大小相同时,长度超过其直径的零件。由于其特殊的设计和制造要求,薄壁深孔零件的加工难度较高,而且在加工过程中容易出现变形和切削振动等问题,因此技术难度较大,制造成本也较高。薄壁深孔零件的应用范围十分广泛,如航空航天、汽车、机械、电子等领域,在

中心孔磨削方法.docx
中心孔磨削方法中心孔磨削是一种常用的磨削加工方法,广泛应用于工件的内外圆柱孔的加工中。其主要原理是利用砂轮的磨削作用,通过相对运动的方式将工件上的材料逐渐磨削去除,最终达到加工目的。中心孔磨削方法的主要特点是可以实现孔底到孔底的连续磨削,因此在加工孔底时具有一定优势。通过调整砂轮和工件之间的相对位置,可以实现不同形状和尺寸的中心孔加工。在实际应用中,中心孔磨削方法常常与其他加工方法结合使用,如铣削和车削等。与其他磨削方法相比,中心孔磨削具有以下优点:1.高精度:中心孔磨削可以实现精确的孔径控制和孔的形状控