
波纹管内旋压成形方法.pdf

一只****iu

1/9
2/9
3/9

4/9
5/9

6/9
7/9
8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
波纹管内旋压成形方法.pdf
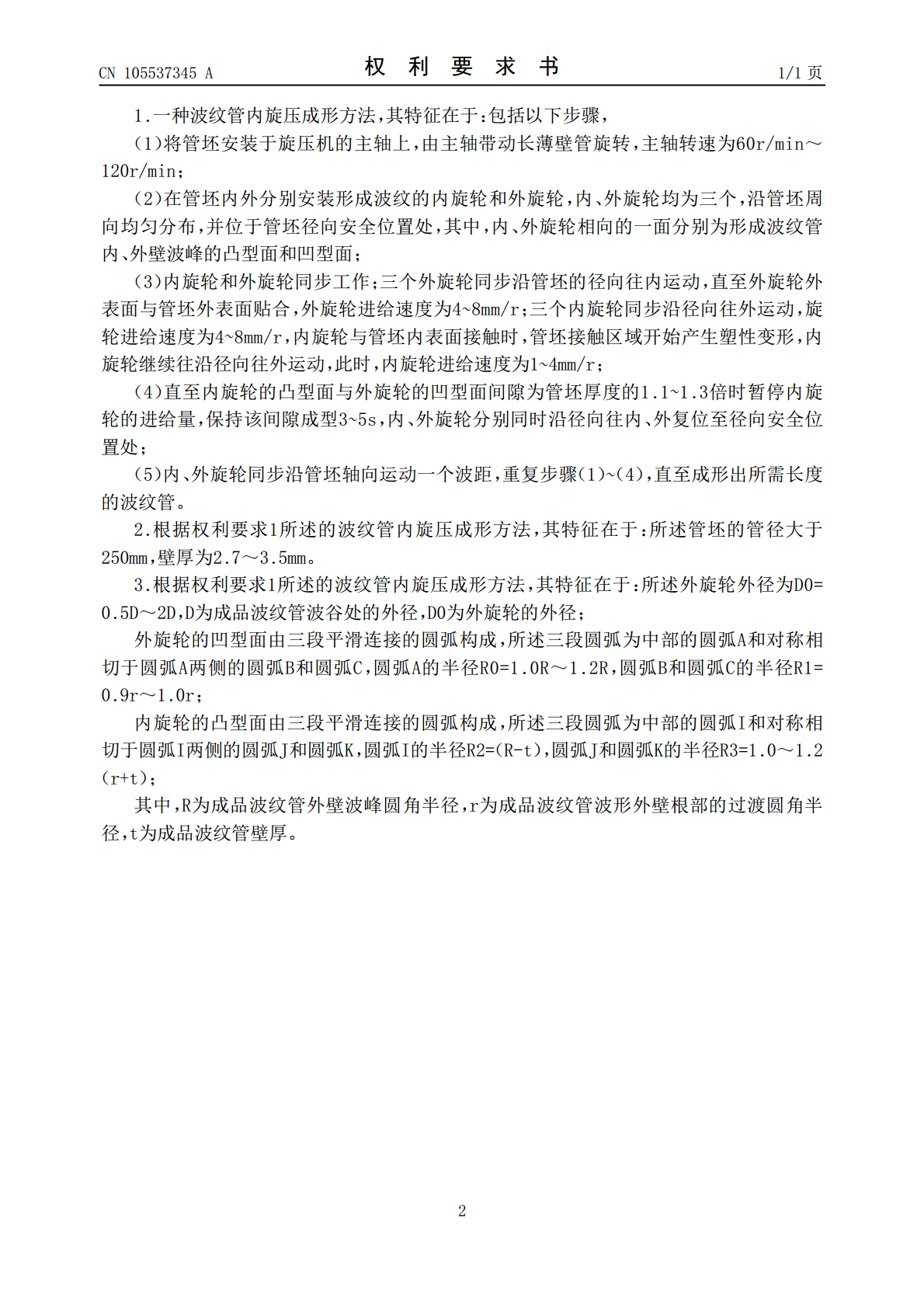
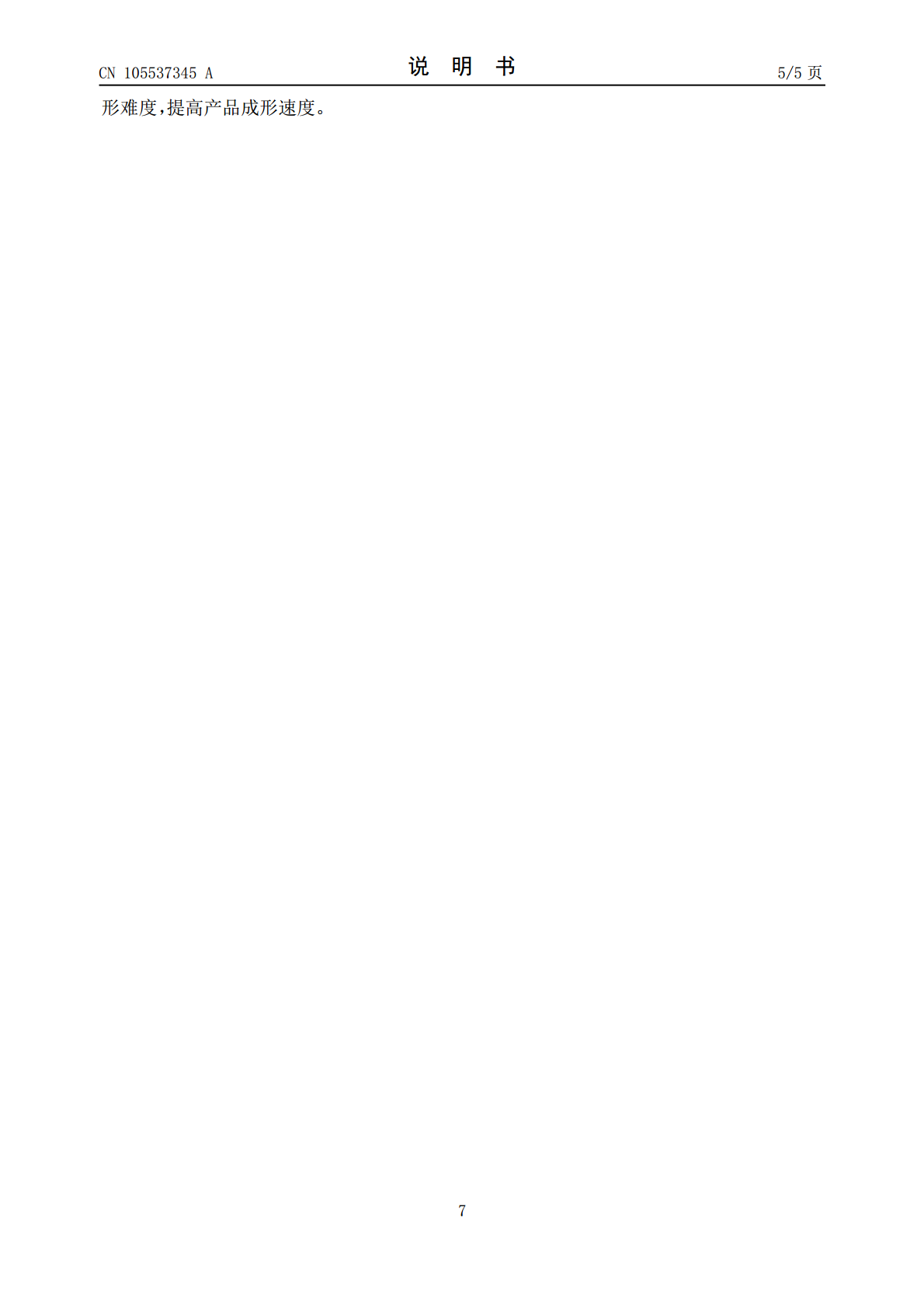
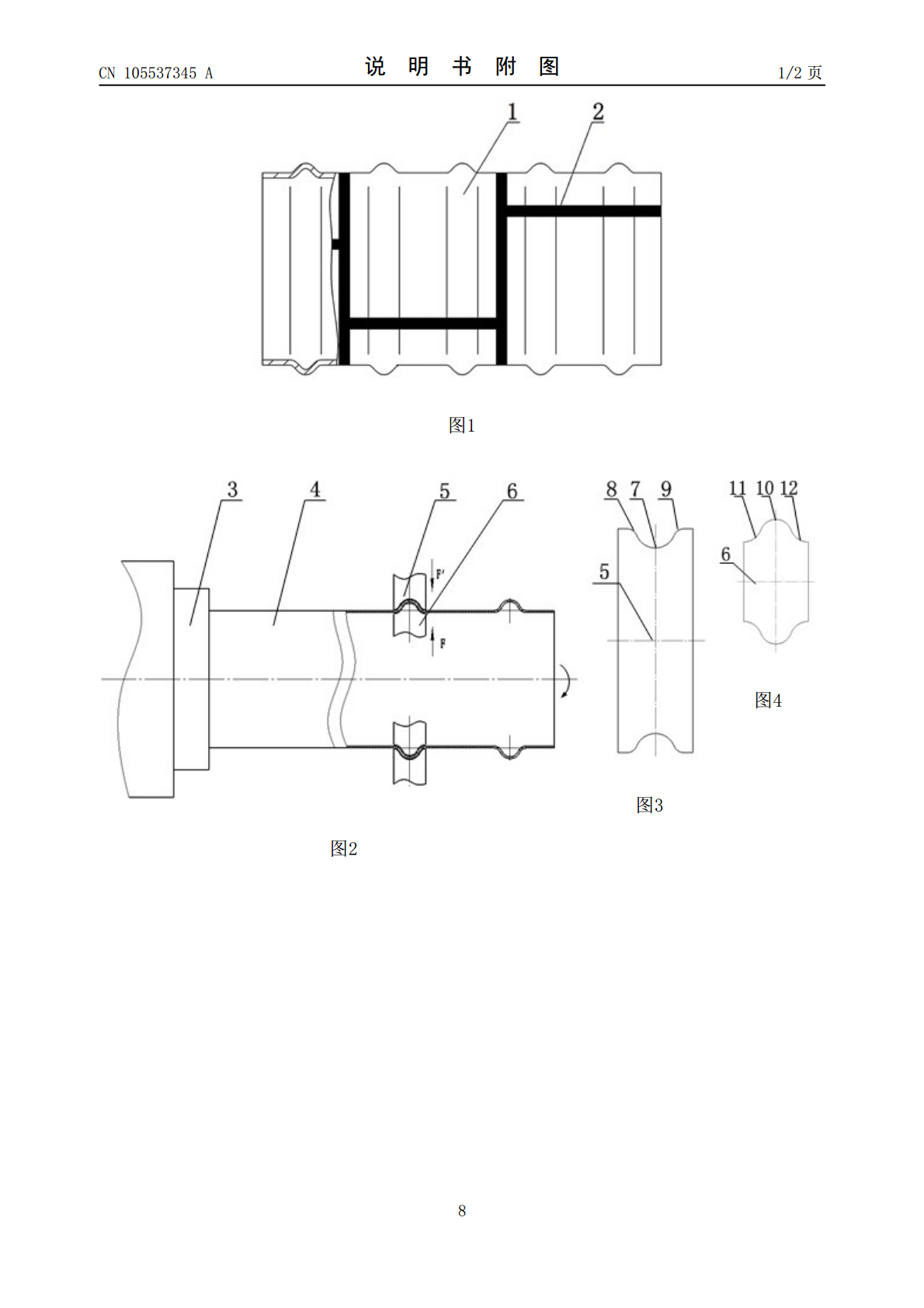
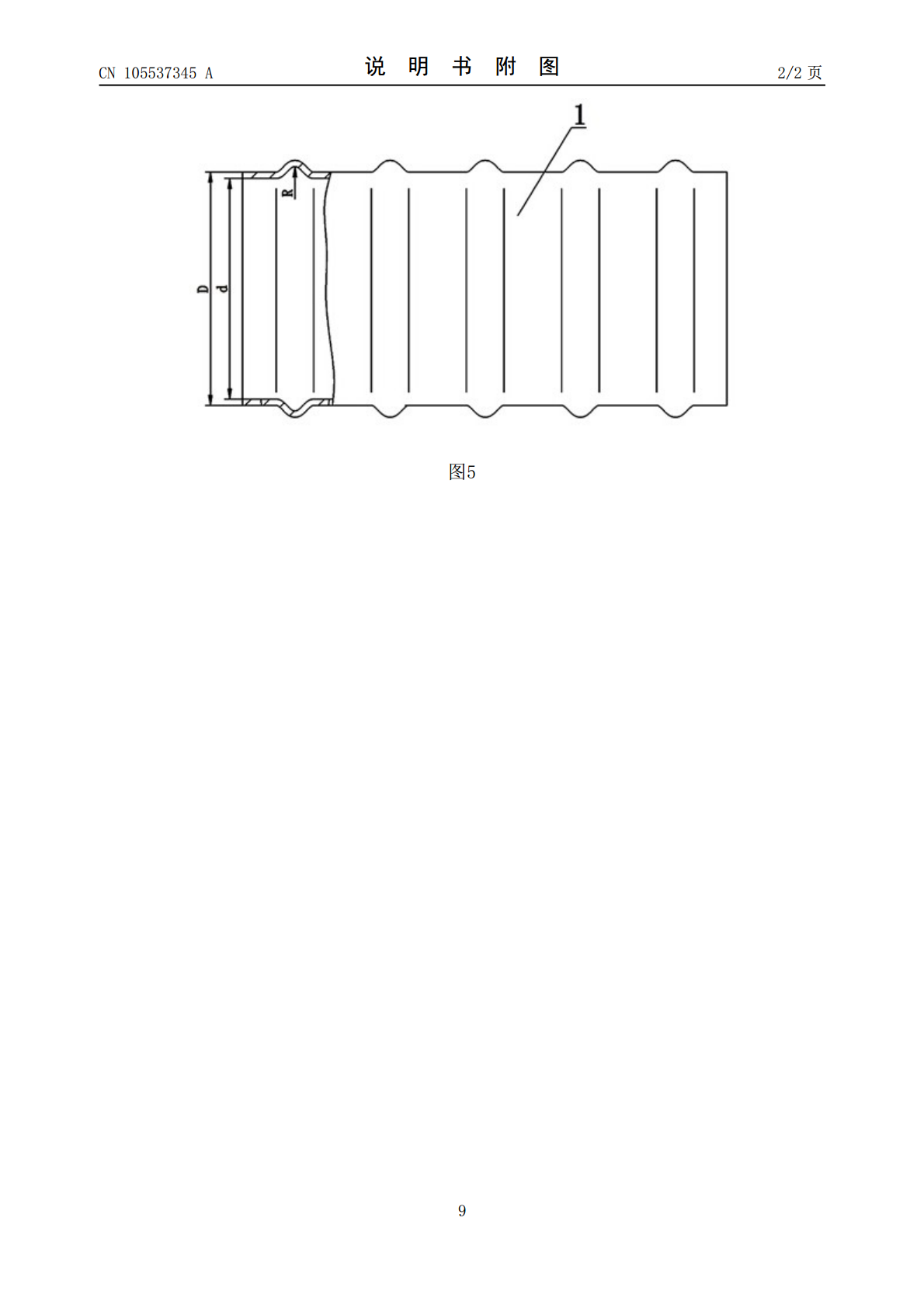
本发明公开了一种波纹管内旋压成形方法,包括以下步骤,将管坯安装于旋压机的主轴上,由主轴带动长薄壁管旋转;在管坯内外分别安装形成波纹的内旋轮和外旋轮;内旋轮和外旋轮同步工作;直至内旋轮的凸型面与外旋轮的凹型面间隙为管坯厚度的1.1~1.3倍时暂停内旋轮的进给量,保持该间隙成型3~5s,完成一个位置加工。内、外旋轮同步沿管坯轴向运动一个波距,重复上述步骤,直至成形出所需长度的波纹管。本发明的优点是成形精度更高,成形成本低。并且产品在旋压过程中晶粒细化,旋压变形使金相组织均匀致密,同时晶粒被压扁拉长,在旋压方向
一种旋压成形加工装置及旋压成形方法.pdf
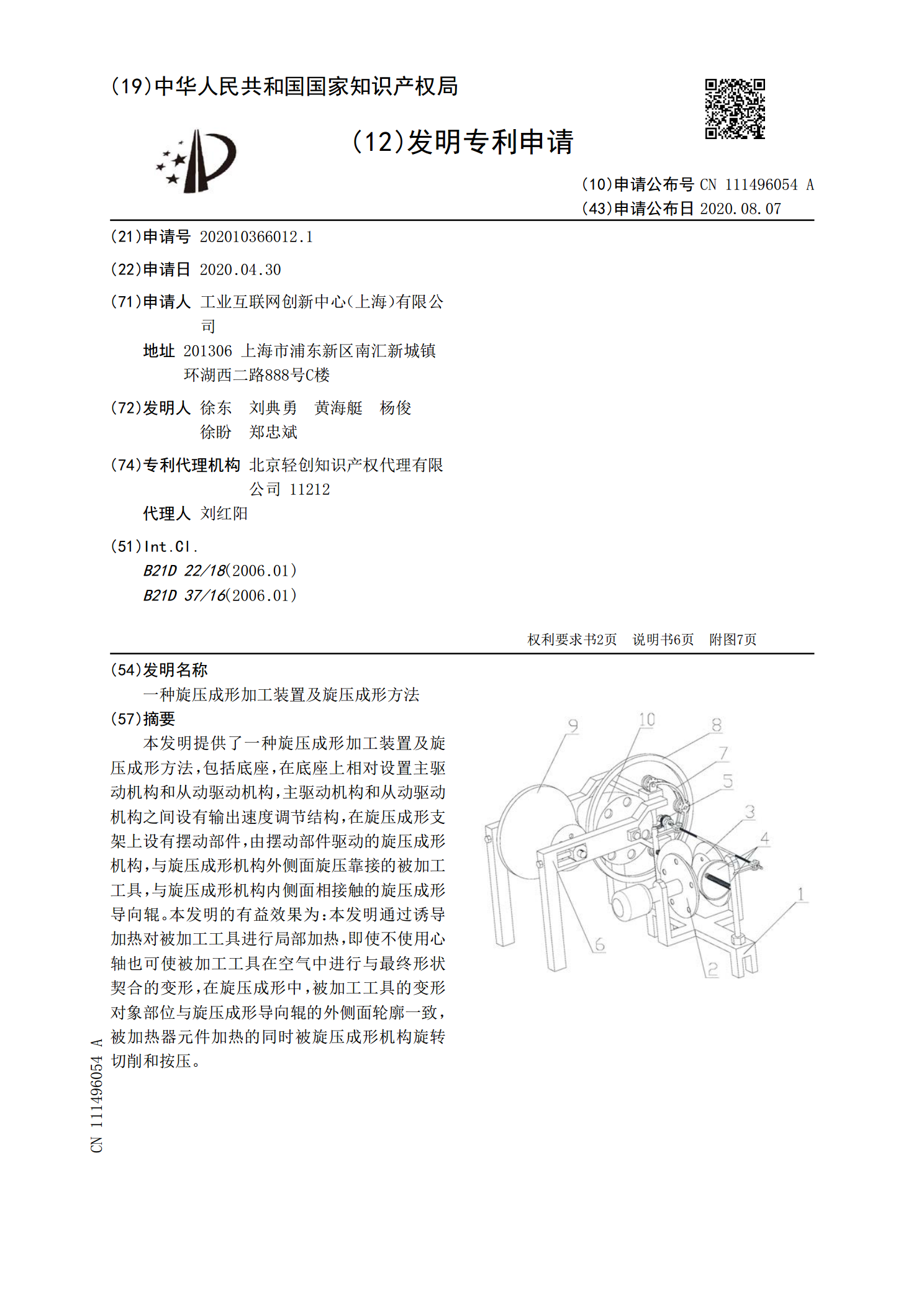
本发明提供了一种旋压成形加工装置及旋压成形方法,包括底座,在底座上相对设置主驱动机构和从动驱动机构,主驱动机构和从动驱动机构之间设有输出速度调节结构,在旋压成形支架上设有摆动部件,由摆动部件驱动的旋压成形机构,与旋压成形机构外侧面旋压靠接的被加工工具,与旋压成形机构内侧面相接触的旋压成形导向辊。本发明的有益效果为:本发明通过诱导加热对被加工工具进行局部加热,即使不使用心轴也可使被加工工具在空气中进行与最终形状契合的变形,在旋压成形中,被加工工具的变形对象部位与旋压成形导向辊的外侧面轮廓一致,被加热器元件加
一种旋压成形加热装置及旋压成形测温方法.pdf
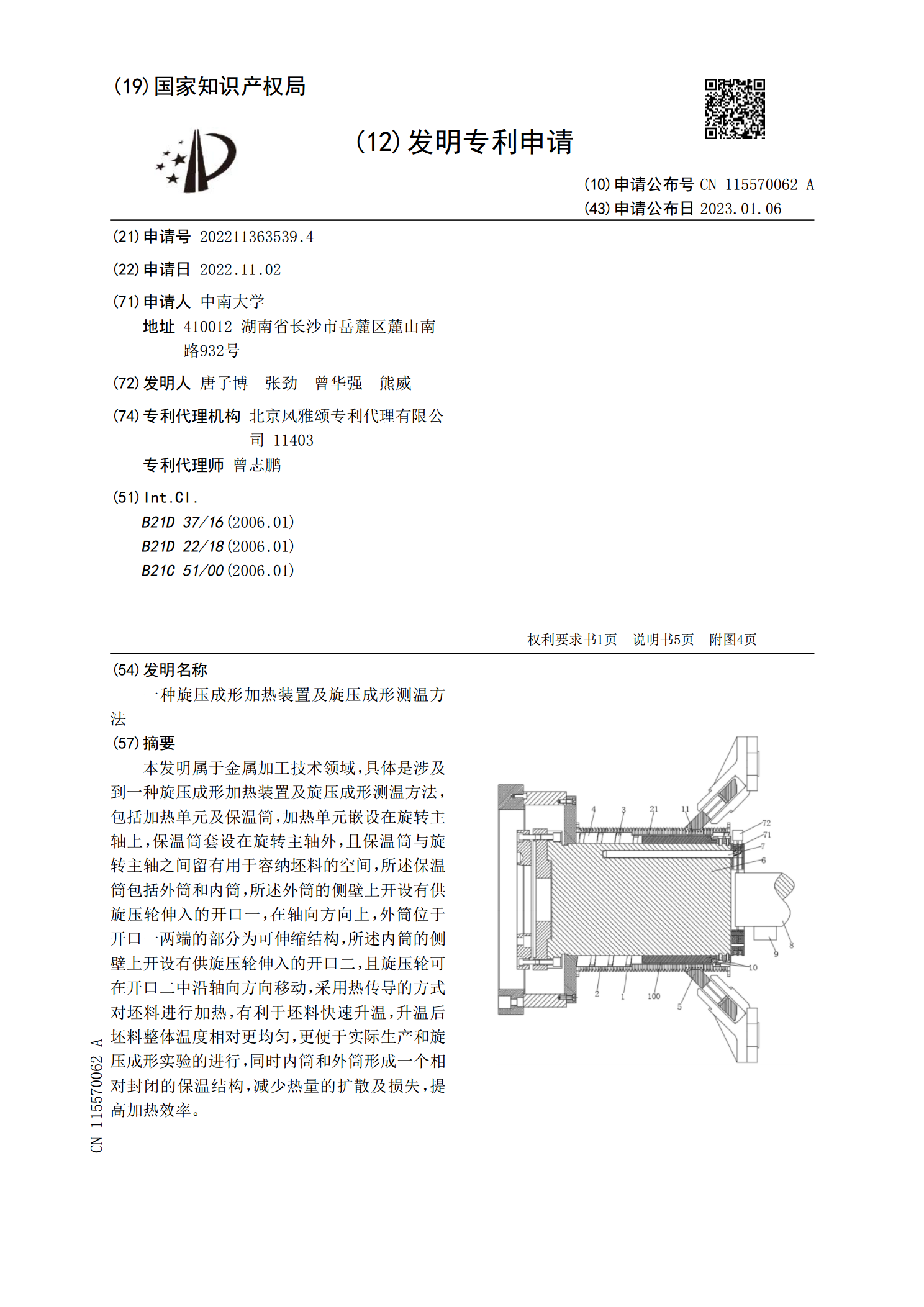
本发明属于金属加工技术领域,具体是涉及到一种旋压成形加热装置及旋压成形测温方法,包括加热单元及保温筒,加热单元嵌设在旋转主轴上,保温筒套设在旋转主轴外,且保温筒与旋转主轴之间留有用于容纳坯料的空间,所述保温筒包括外筒和内筒,所述外筒的侧壁上开设有供旋压轮伸入的开口一,在轴向方向上,外筒位于开口一两端的部分为可伸缩结构,所述内筒的侧壁上开设有供旋压轮伸入的开口二,且旋压轮可在开口二中沿轴向方向移动,采用热传导的方式对坯料进行加热,有利于坯料快速升温,升温后坯料整体温度相对更均匀,更便于实际生产和旋压成形实验

液压旋压成形机.pdf
一种液压旋压成形机,包括一个底座,底座上的油缸托架,油缸,油缸推架,滑动轴套,滑动轴套内的主轴,及滑动轴套外的移动轴承套,齿轮轴承套和大齿轮,移动轴承套外壁上通过与之铰接的连杆的另一端铰接转动压杆,转动压杆的另一端铰接有旋压外轮,并与主轴端部安装的旋压内轮配合;与大齿轮啮合的小齿轮由安装在底座上的减速电机总成驱动。该成形机的投入使用,使旋压成形技术进入课堂,为旋压技术的应用和发展创造了条件。该成形机采用滚轮行星式旋转,而工件不动,其进给运动由油缸推动旋转的进给轮,实现摆动进给动作。该成形机可用于

旋压成形工艺分析.ppt