
叶片榫头磨削夹具.pdf

灵慧****89

1/9

2/9

3/9

4/9

5/9

6/9
7/9
8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

叶片榫头磨削夹具.pdf
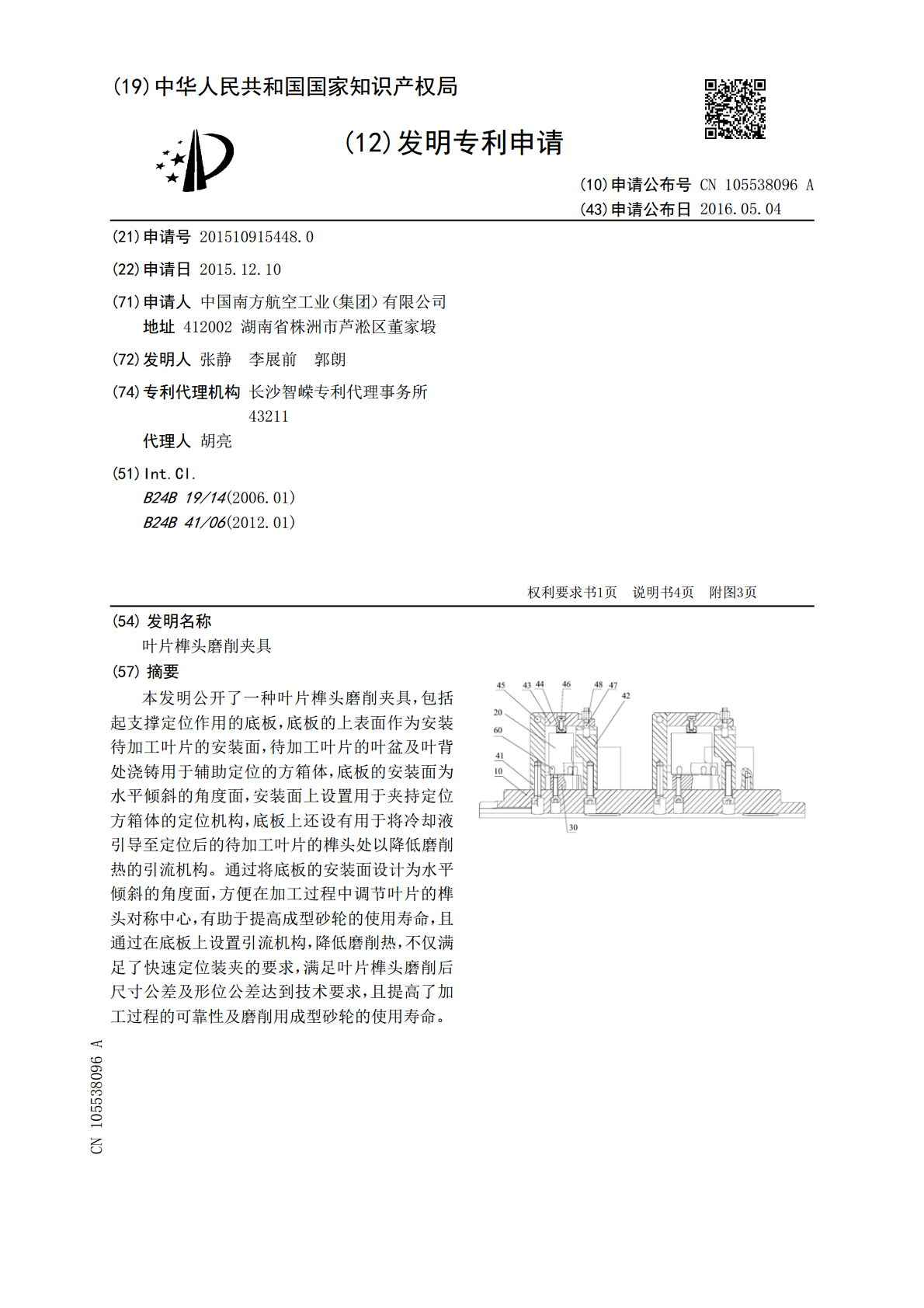
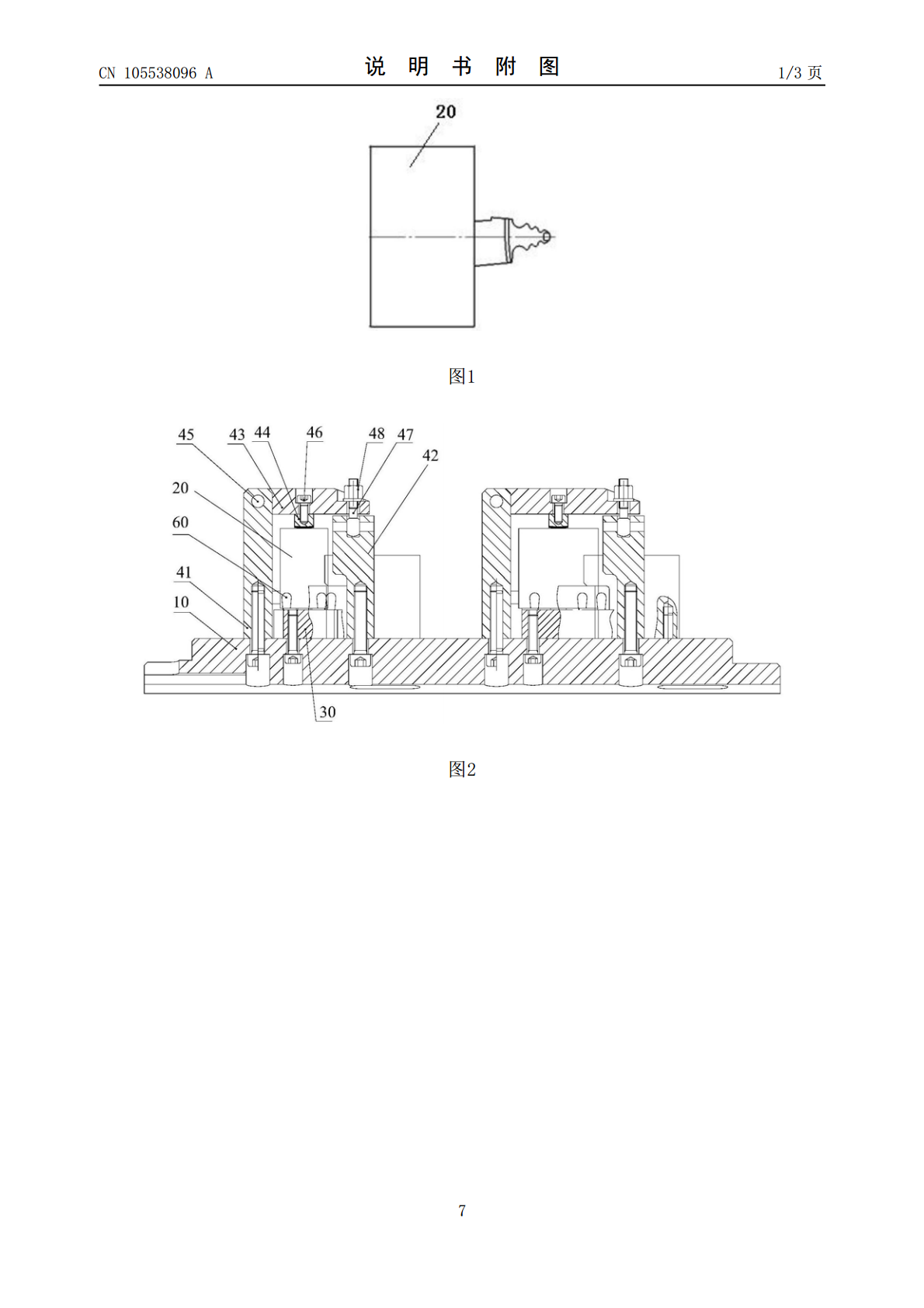
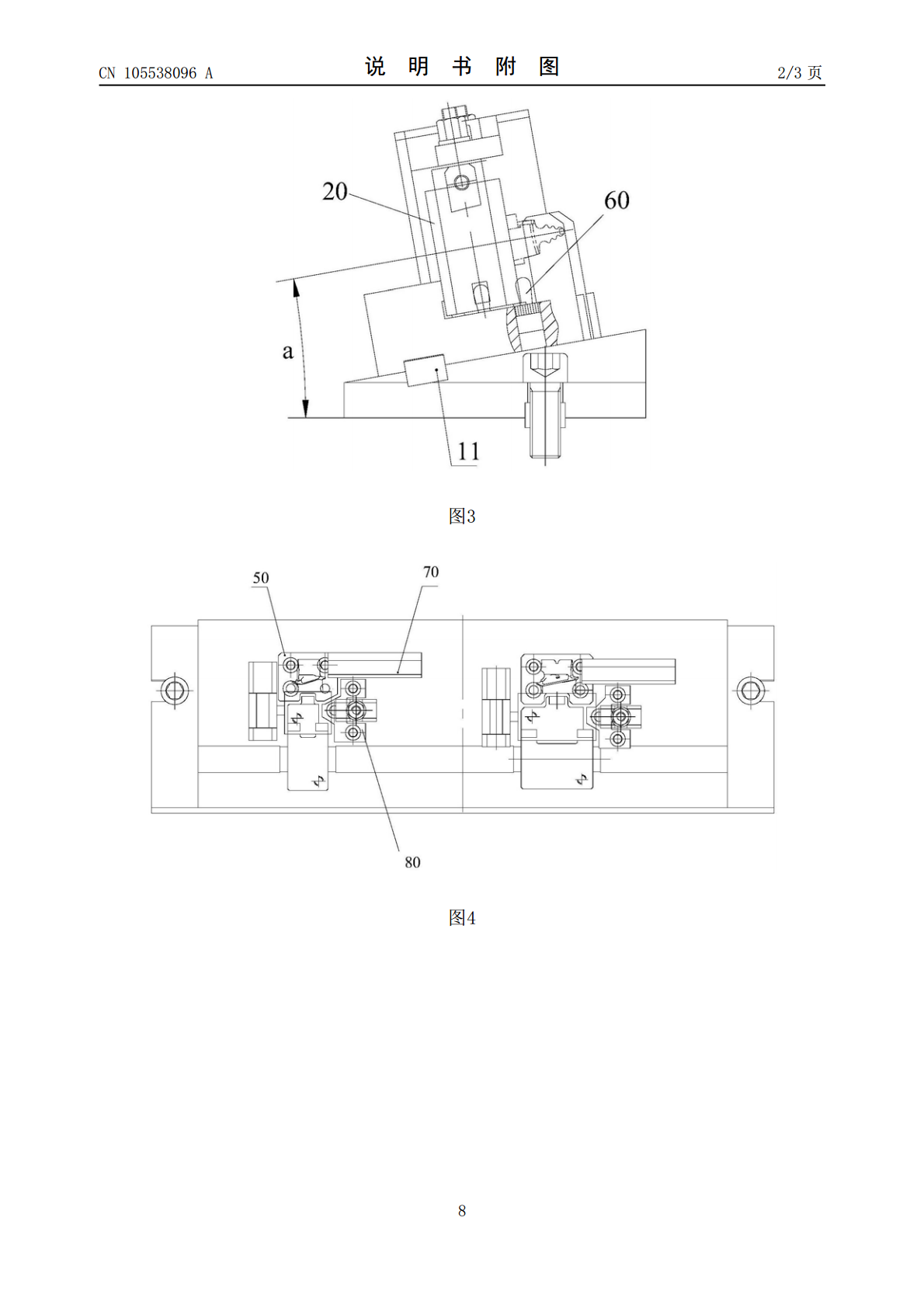
本发明公开了一种叶片榫头磨削夹具,包括起支撑定位作用的底板,底板的上表面作为安装待加工叶片的安装面,待加工叶片的叶盆及叶背处浇铸用于辅助定位的方箱体,底板的安装面为水平倾斜的角度面,安装面上设置用于夹持定位方箱体的定位机构,底板上还设有用于将冷却液引导至定位后的待加工叶片的榫头处以降低磨削热的引流机构。通过将底板的安装面设计为水平倾斜的角度面,方便在加工过程中调节叶片的榫头对称中心,有助于提高成型砂轮的使用寿命,且通过在底板上设置引流机构,降低磨削热,不仅满足了快速定位装夹的要求,满足叶片榫头磨削后尺寸公

TiAl合金低压涡轮叶片榫头磨削温度场研究.docx
TiAl合金低压涡轮叶片榫头磨削温度场研究摘要本文研究了TiAl合金低压涡轮叶片榫头磨削温度场,采用数值模拟的方法,通过建立几何模型和流动模型,结合流体力学分析软件的仿真,得出了磨削时的温度场分布情况及影响因素。结果表明,磨削速度和磨削深度对温度场分布有显著影响,而冷却液的喷射角度对温度场的影响较小。本文的研究具有一定的理论指导意义和应用价值。关键词:TiAl合金;低压涡轮叶片;磨削;温度场;数值模拟AbstractThispaperstudiesthetemperaturefieldofthetenon
压缩机半圆叶片磨削夹具及其磨削设备.pdf
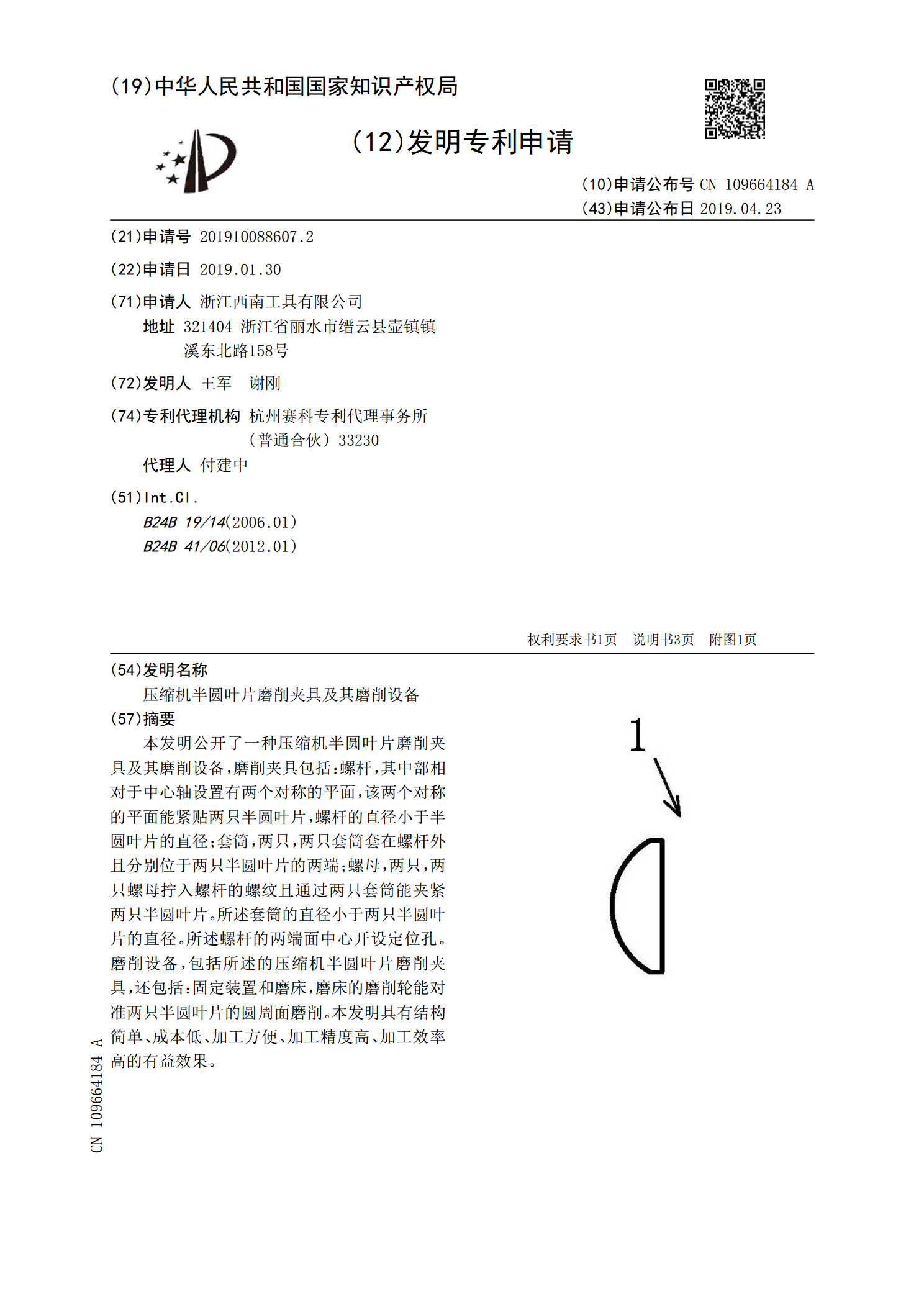
本发明公开了一种压缩机半圆叶片磨削夹具及其磨削设备,磨削夹具包括:螺杆,其中部相对于中心轴设置有两个对称的平面,该两个对称的平面能紧贴两只半圆叶片,螺杆的直径小于半圆叶片的直径;套筒,两只,两只套筒套在螺杆外且分别位于两只半圆叶片的两端;螺母,两只,两只螺母拧入螺杆的螺纹且通过两只套筒能夹紧两只半圆叶片。所述套筒的直径小于两只半圆叶片的直径。所述螺杆的两端面中心开设定位孔。磨削设备,包括所述的压缩机半圆叶片磨削夹具,还包括:固定装置和磨床,磨床的磨削轮能对准两只半圆叶片的圆周面磨削。本发明具有结构简单、成
一种用于磨削转子叶片榫头底部的装夹机构.pdf
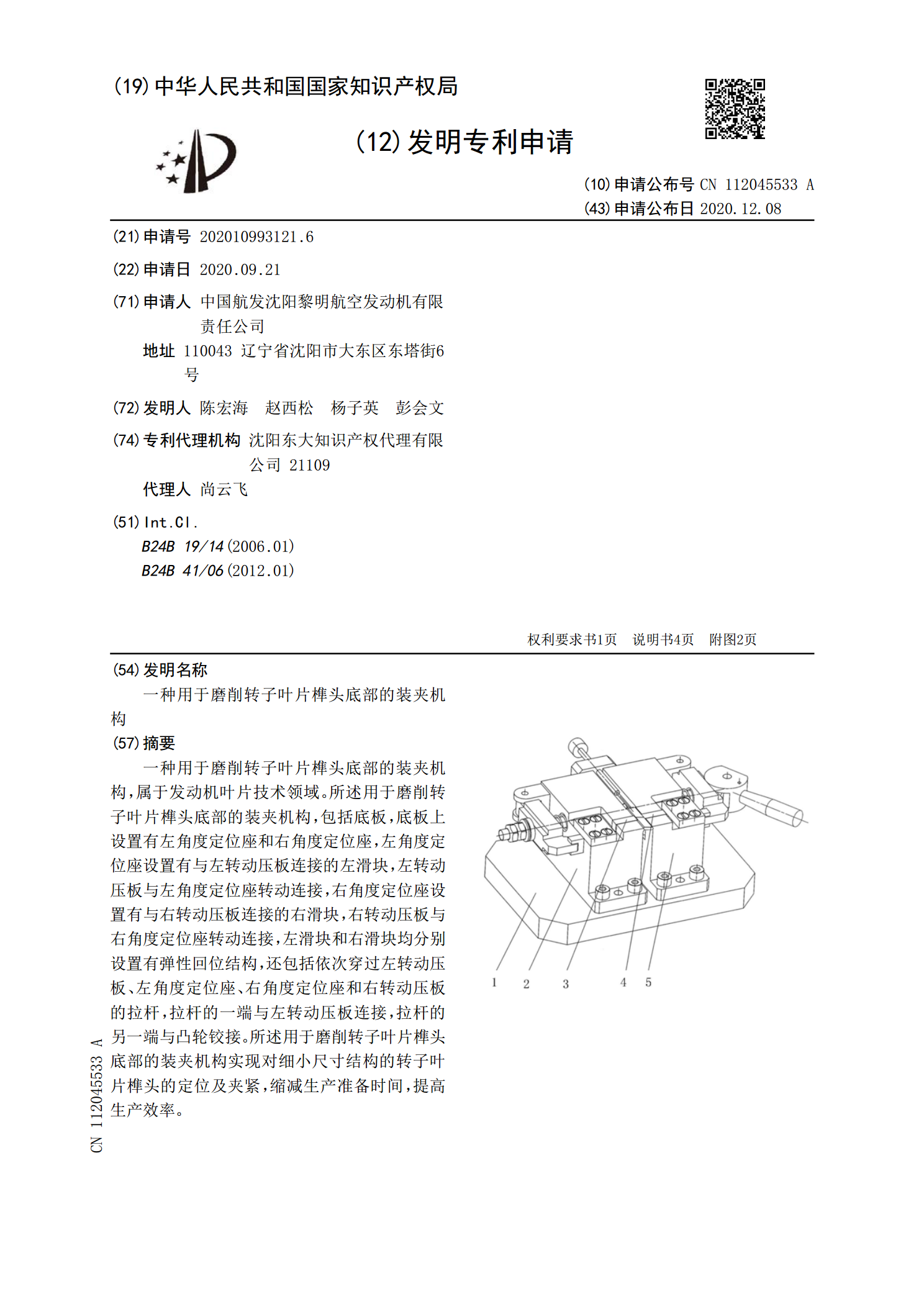
一种用于磨削转子叶片榫头底部的装夹机构,属于发动机叶片技术领域。所述用于磨削转子叶片榫头底部的装夹机构,包括底板,底板上设置有左角度定位座和右角度定位座,左角度定位座设置有与左转动压板连接的左滑块,左转动压板与左角度定位座转动连接,右角度定位座设置有与右转动压板连接的右滑块,右转动压板与右角度定位座转动连接,左滑块和右滑块均分别设置有弹性回位结构,还包括依次穿过左转动压板、左角度定位座、右角度定位座和右转动压板的拉杆,拉杆的一端与左转动压板连接,拉杆的另一端与凸轮铰接。所述用于磨削转子叶片榫头底部的装夹机
一种圆弧底面榫头叶片三坐标测量夹具.pdf
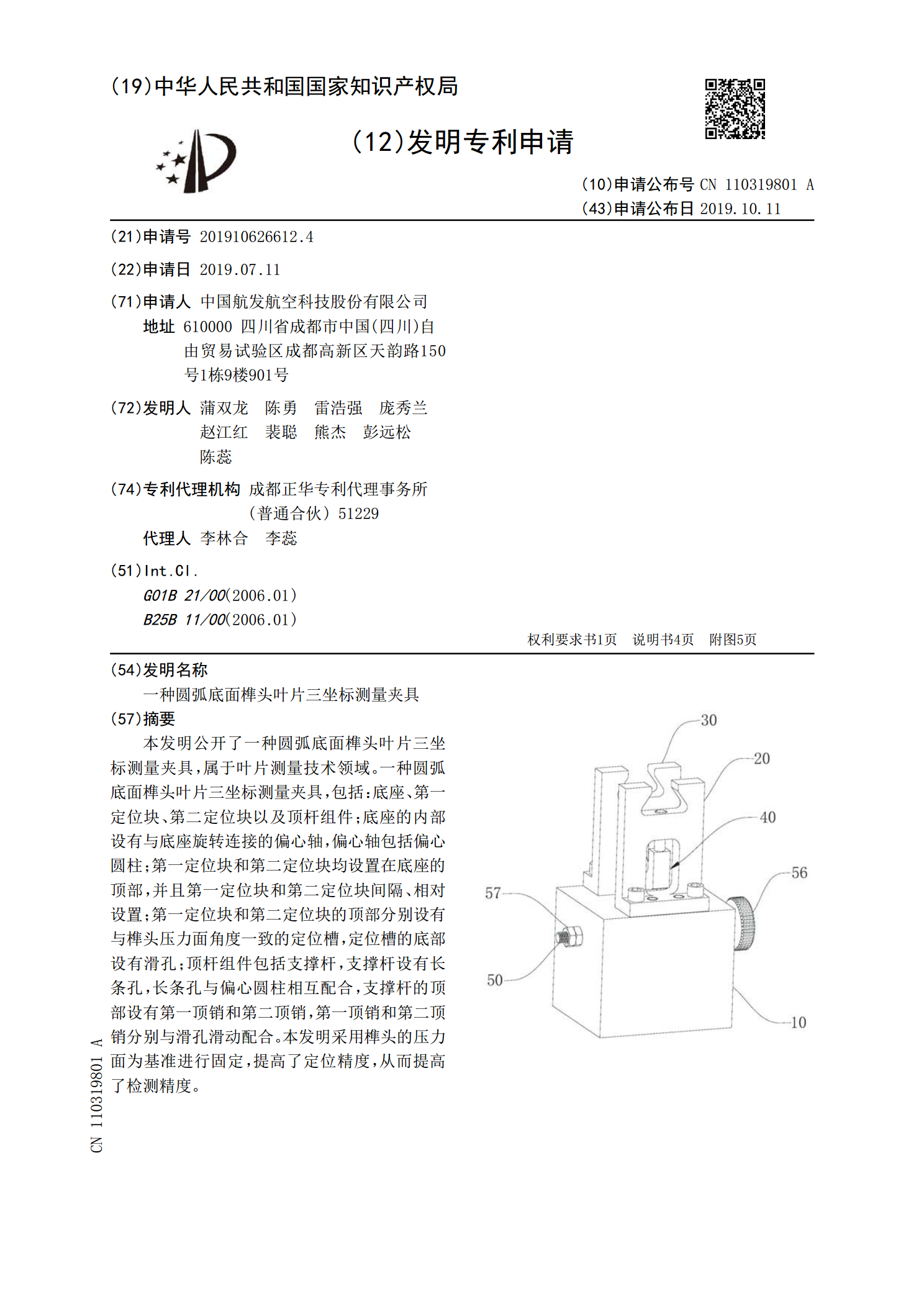
本发明公开了一种圆弧底面榫头叶片三坐标测量夹具,属于叶片测量技术领域。一种圆弧底面榫头叶片三坐标测量夹具,包括:底座、第一定位块、第二定位块以及顶杆组件;底座的内部设有与底座旋转连接的偏心轴,偏心轴包括偏心圆柱;第一定位块和第二定位块均设置在底座的顶部,并且第一定位块和第二定位块间隔、相对设置;第一定位块和第二定位块的顶部分别设有与榫头压力面角度一致的定位槽,定位槽的底部设有滑孔;顶杆组件包括支撑杆,支撑杆设有长条孔,长条孔与偏心圆柱相互配合,支撑杆的顶部设有第一顶销和第二顶销,第一顶销和第二顶销分别与滑