
一种可快速更换大规格工件的液压磨齿夹具及其装夹方法.pdf

猫巷****提格

1/6
2/6
3/6
4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种可快速更换大规格工件的液压磨齿夹具及其装夹方法.pdf
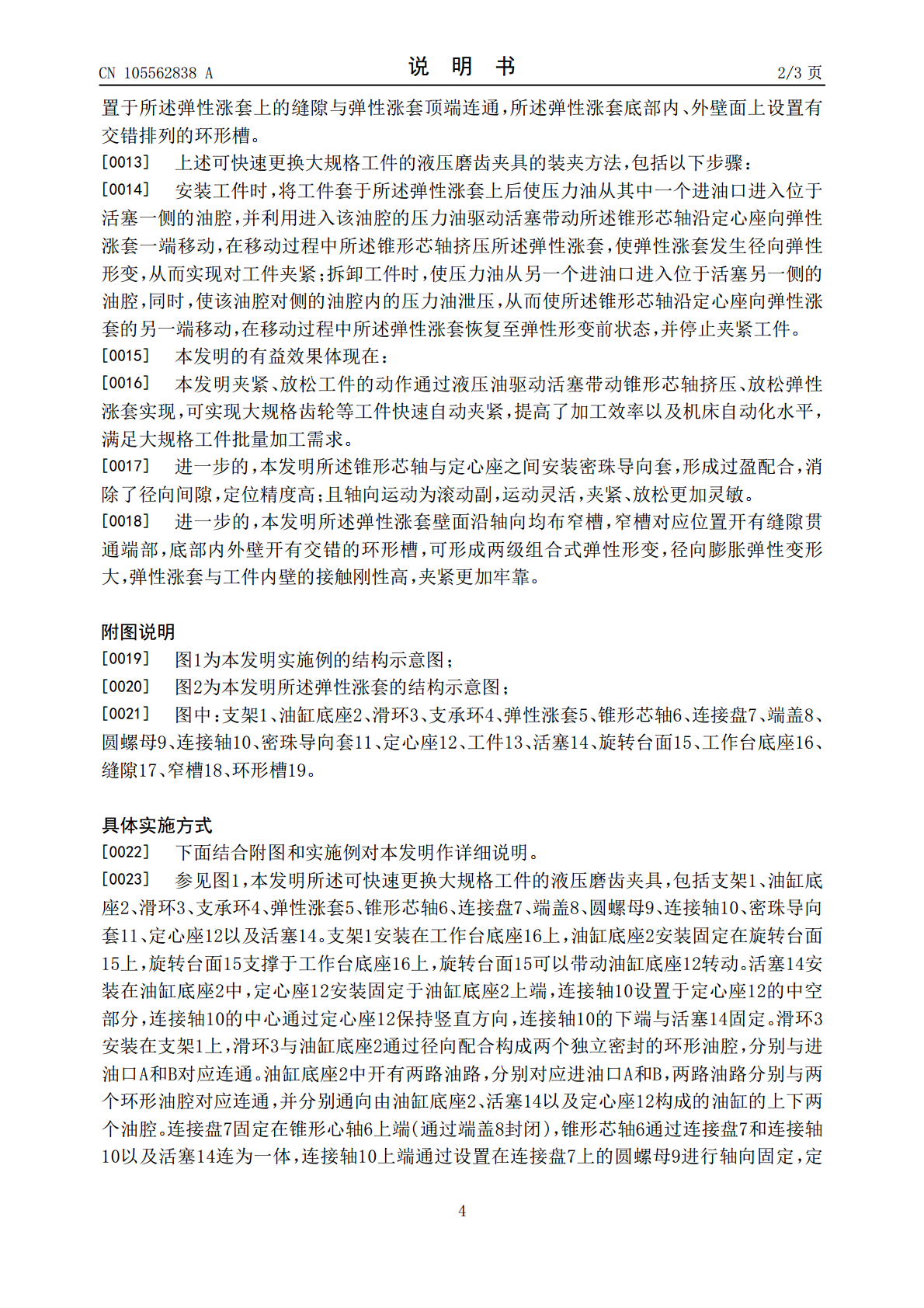
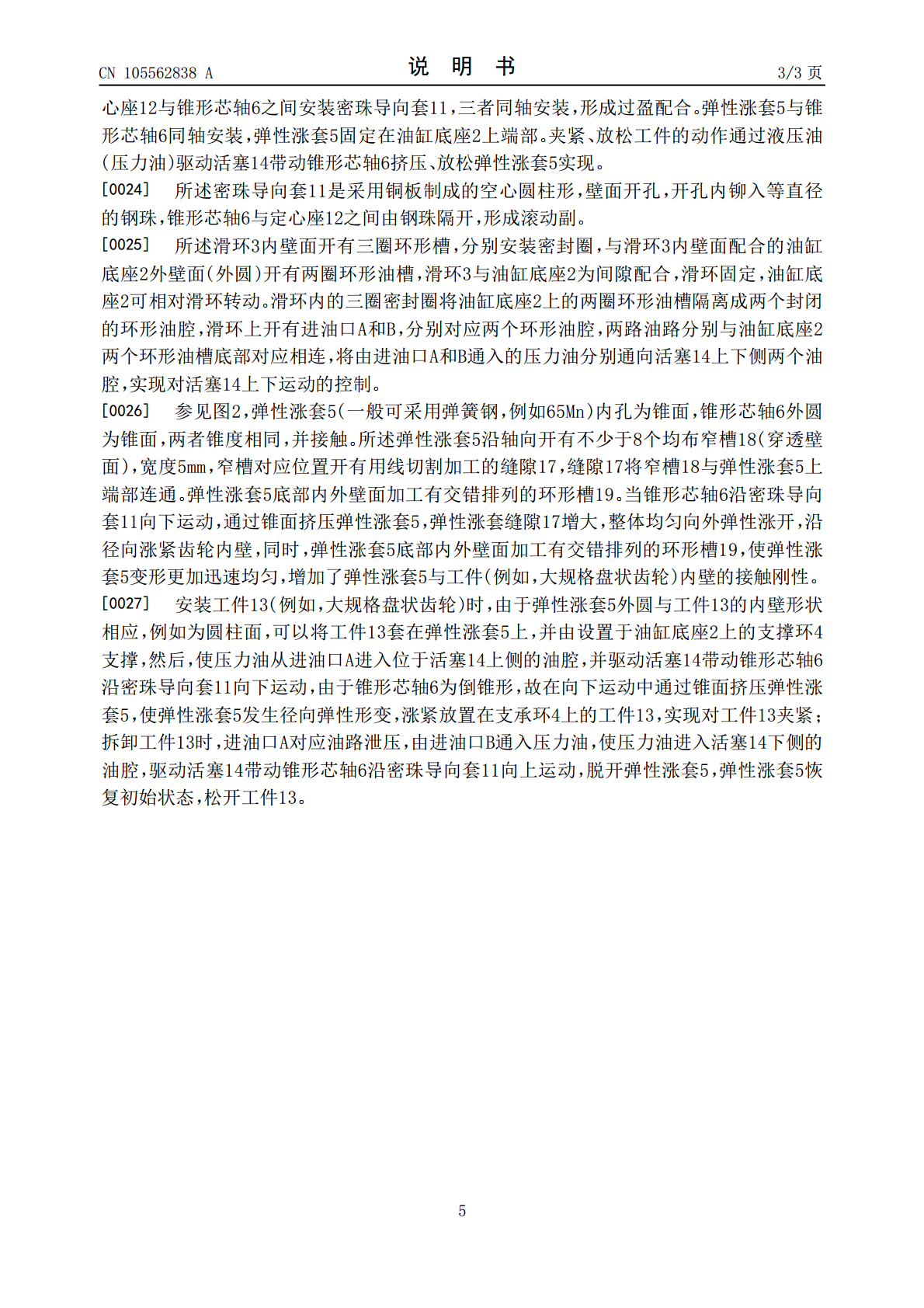
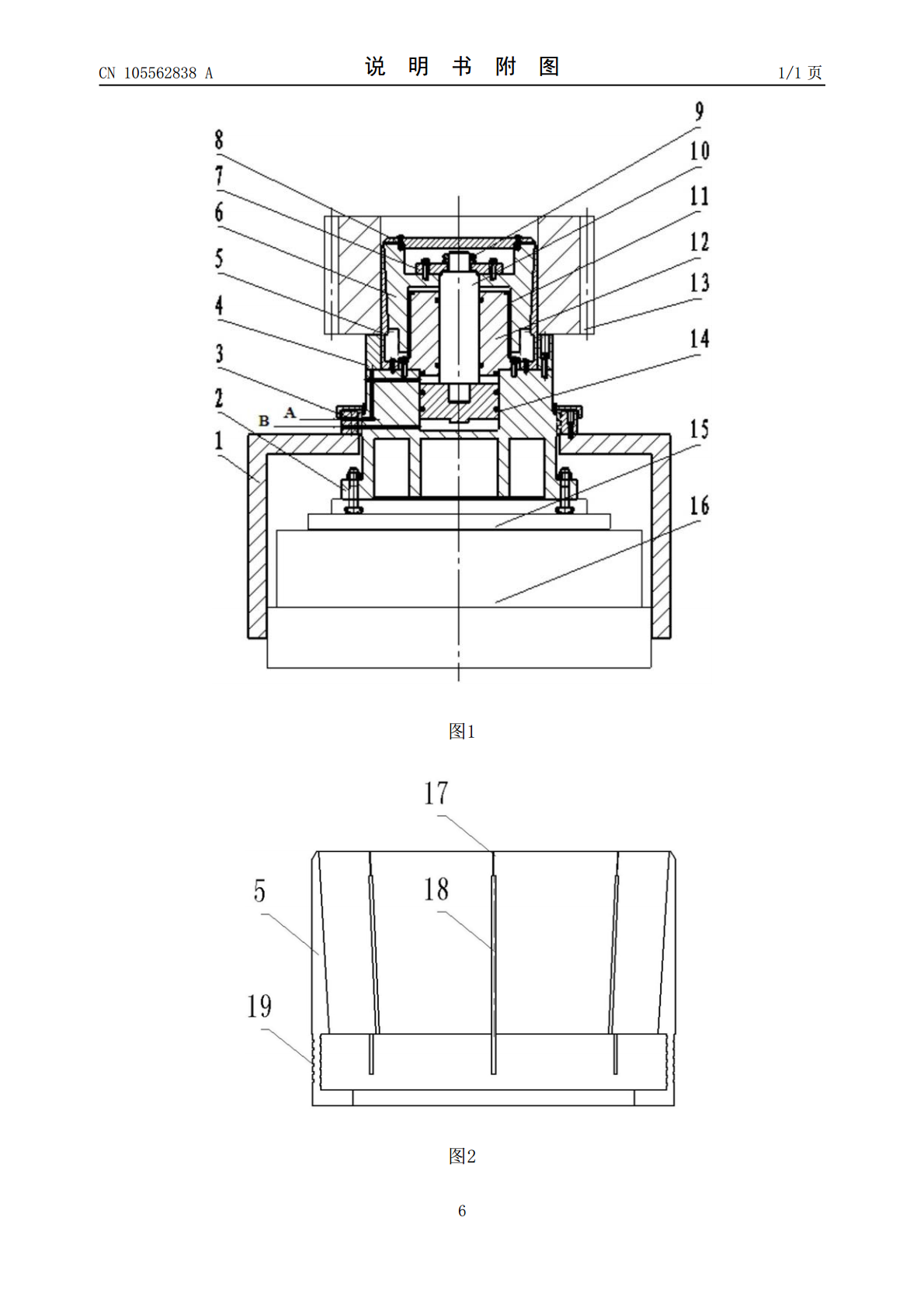
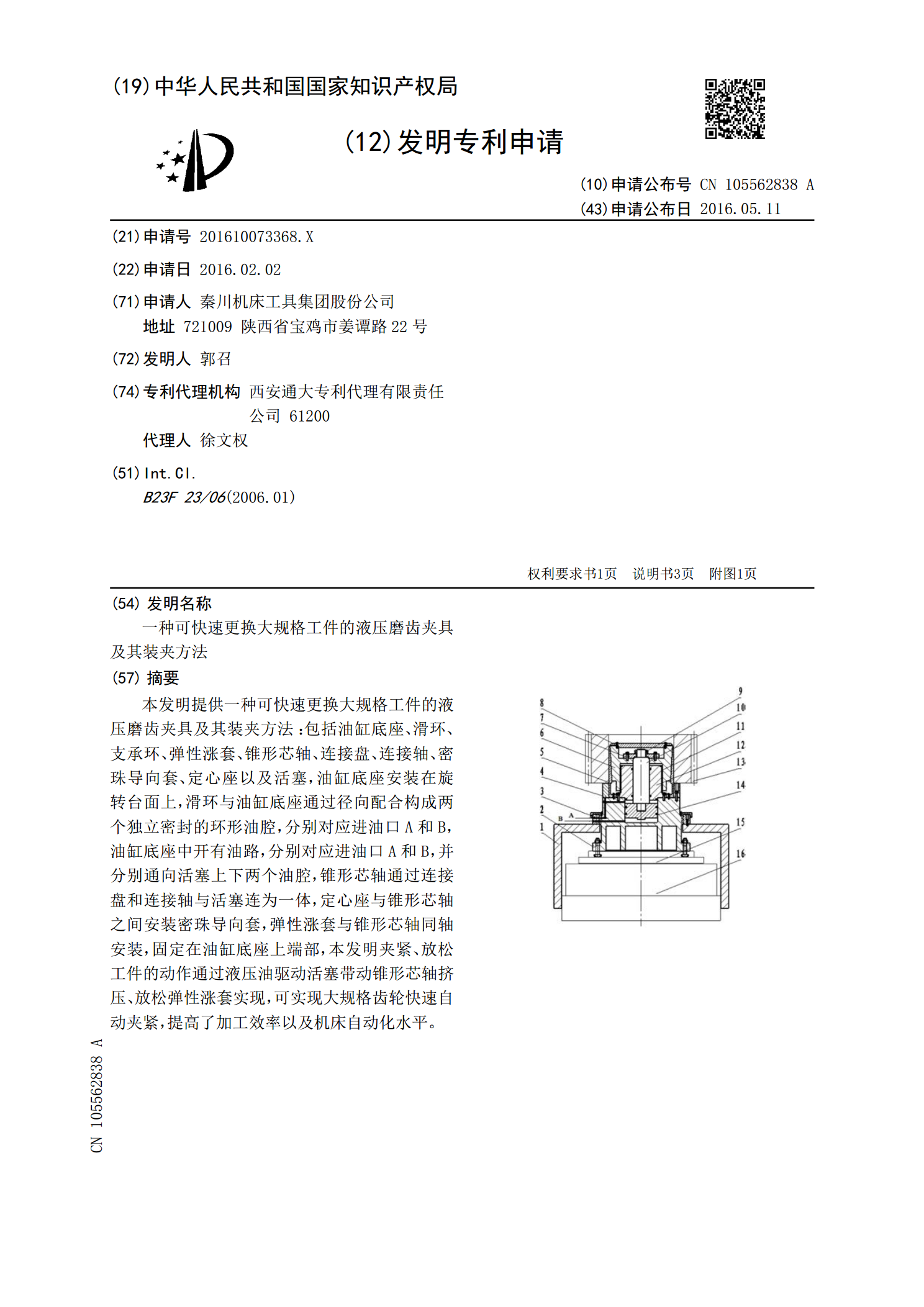
本发明提供一种可快速更换大规格工件的液压磨齿夹具及其装夹方法:包括油缸底座、滑环、支承环、弹性涨套、锥形芯轴、连接盘、连接轴、密珠导向套、定心座以及活塞,油缸底座安装在旋转台面上,滑环与油缸底座通过径向配合构成两个独立密封的环形油腔,分别对应进油口A和B,油缸底座中开有油路,分别对应进油口A和B,并分别通向活塞上下两个油腔,锥形芯轴通过连接盘和连接轴与活塞连为一体,定心座与锥形芯轴之间安装密珠导向套,弹性涨套与锥形芯轴同轴安装,固定在油缸底座上端部,本发明夹紧、放松工件的动作通过液压油驱动活塞带动锥形芯轴

一种液压磨齿夹具及其工作方法.pdf
本发明公开了一种液压磨齿夹具及其工作方法,包括具有中间孔的本体,本体的中间孔内设置有拉杆,拉杆两端均伸出中间孔,拉杆顶端固定有上压盖,本体的顶部为锥台结构,锥台底部固定有支撑座,支撑座上设置有涨套,涨套外部设置有涨套标准件,本体底部设置有滑动活塞,拉杆与滑动活塞连接,本体底部还设置有底座,底座上设置有与滑动活塞接触的若干弹簧,每次只需更换涨套、拉杆、支撑座和上压盖即可完成夹具的切换,兼容孔径35-120mm的片齿类零件,本夹具具有自动化上下料功能,夹具不仅需具备自动夹紧功能,而且必须具备自动松开功能,使用
一种磨齿机用自动装夹工件装置.pdf
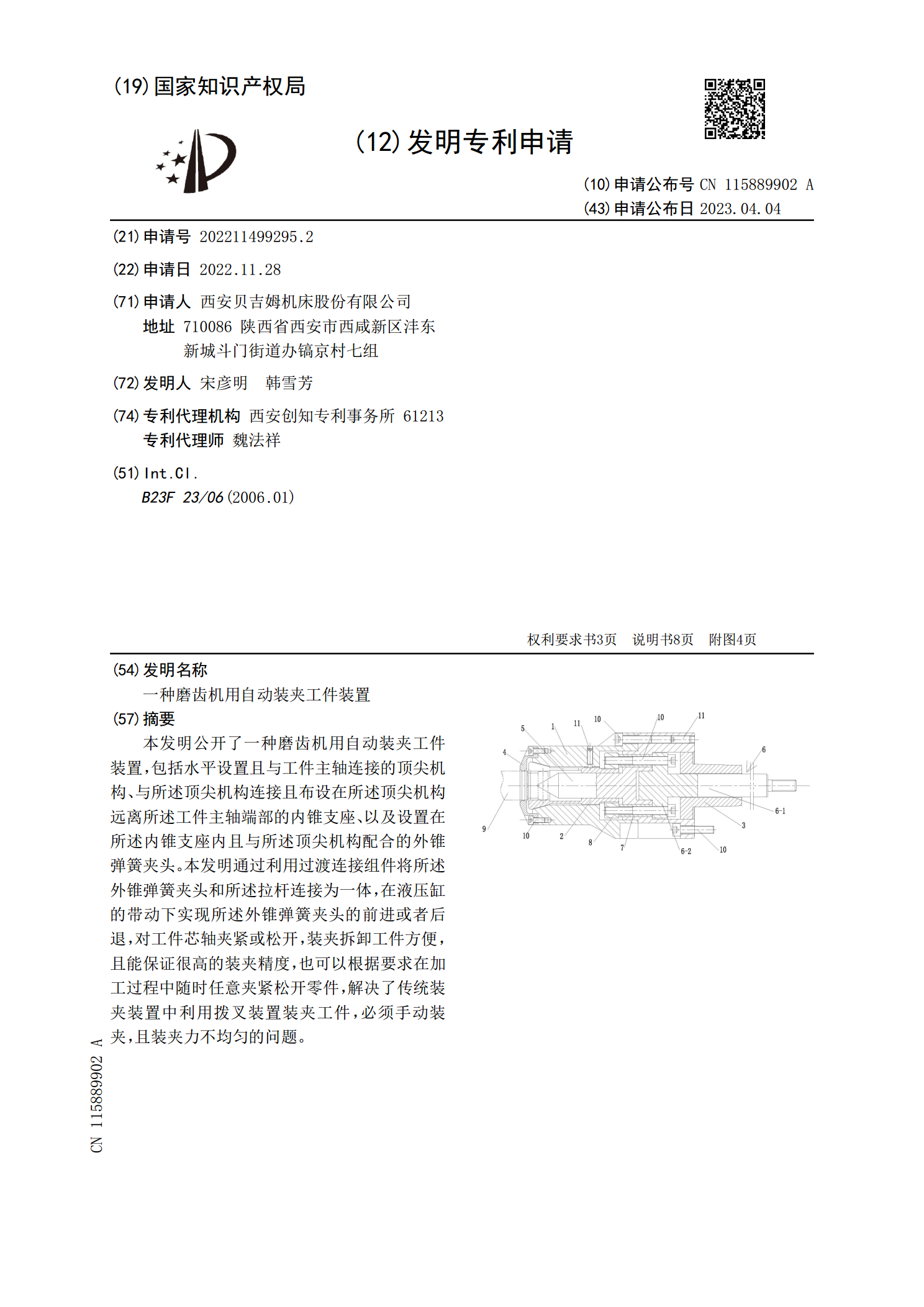
本发明公开了一种磨齿机用自动装夹工件装置,包括水平设置且与工件主轴连接的顶尖机构、与所述顶尖机构连接且布设在所述顶尖机构远离所述工件主轴端部的内锥支座、以及设置在所述内锥支座内且与所述顶尖机构配合的外锥弹簧夹头。本发明通过利用过渡连接组件将所述外锥弹簧夹头和所述拉杆连接为一体,在液压缸的带动下实现所述外锥弹簧夹头的前进或者后退,对工件芯轴夹紧或松开,装夹拆卸工件方便,且能保证很高的装夹精度,也可以根据要求在加工过程中随时任意夹紧松开零件,解决了传统装夹装置中利用拨叉装置装夹工件,必须手动装夹,且装夹力不均
液压磨齿夹具.pdf
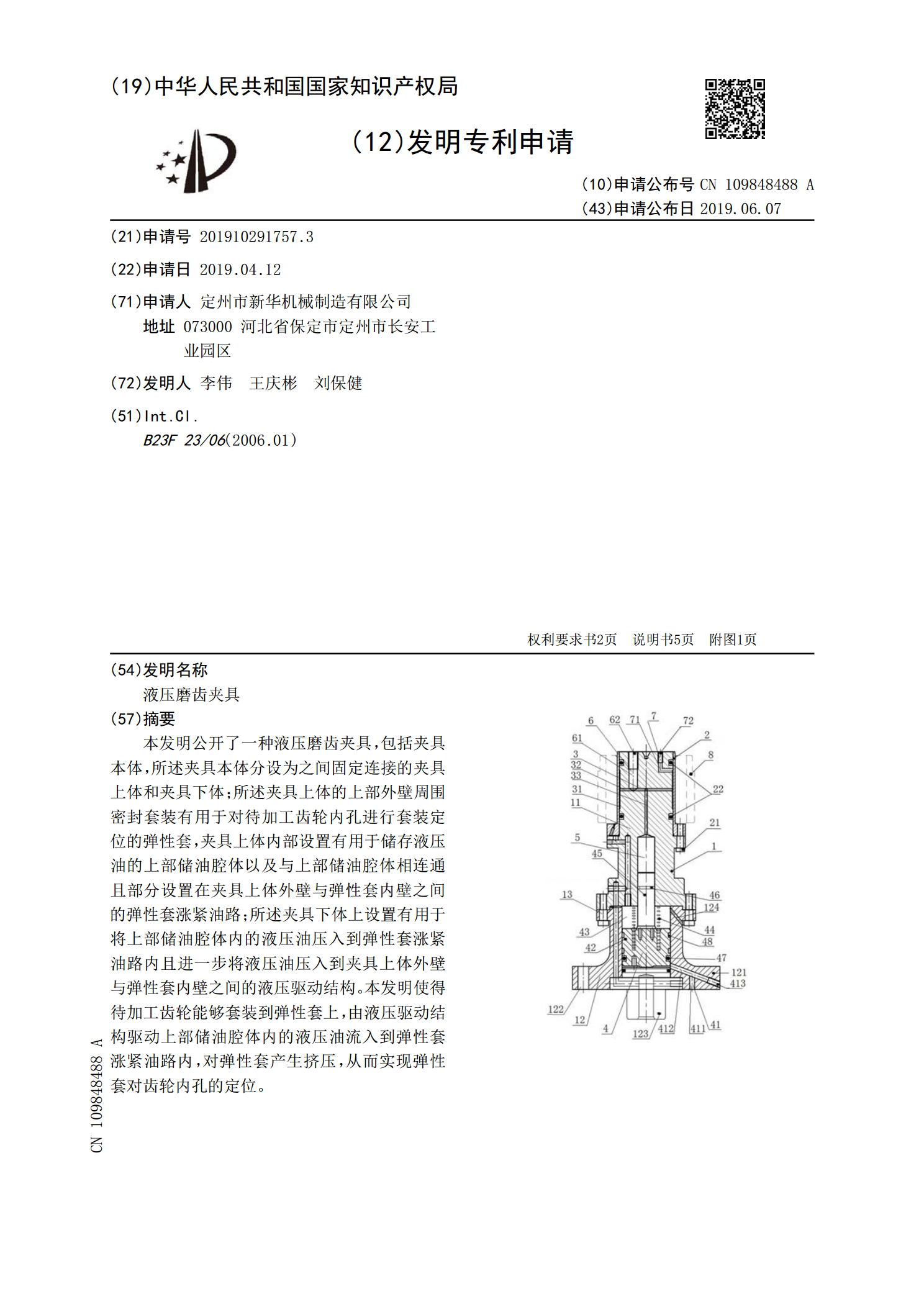
本发明公开了一种液压磨齿夹具,包括夹具本体,所述夹具本体分设为之间固定连接的夹具上体和夹具下体;所述夹具上体的上部外壁周围密封套装有用于对待加工齿轮内孔进行套装定位的弹性套,夹具上体内部设置有用于储存液压油的上部储油腔体以及与上部储油腔体相连通且部分设置在夹具上体外壁与弹性套内壁之间的弹性套涨紧油路;所述夹具下体上设置有用于将上部储油腔体内的液压油压入到弹性套涨紧油路内且进一步将液压油压入到夹具上体外壁与弹性套内壁之间的液压驱动结构。本发明使得待加工齿轮能够套装到弹性套上,由液压驱动结构驱动上部储油腔体内

铣床夹具装夹工件.ppt
第一章机床夹具概论概述1.1机床夹具的分类1、按夹具的通用特性分类专用夹具:针对某一工件某一工序的加工要求专门设计和制造的夹具。其特点是针对性极强,没有通用性。常用于批量较大的生产中,可获得较高的生产率和加工精度。但设计制造周期长。可调夹具:是针对通用夹具和专用夹具的缺陷而发展起来的一类新型夹具。对不同类型和尺寸的工件,只需调整或更换原来夹具上的个别定位元件和夹紧元件便可使用。组合夹具:是一种模块化的专用夹具。标准的模块元件有较高的精度和耐磨性,可组装成各种夹具;夹具用完毕后可进行拆卸,留待组装新的夹具。