
一种薄壁空芯管加热装置及其加热方法.pdf

一只****ng


1/8
2/8

3/8
4/8

5/8
6/8
7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种薄壁空芯管加热装置及其加热方法.pdf
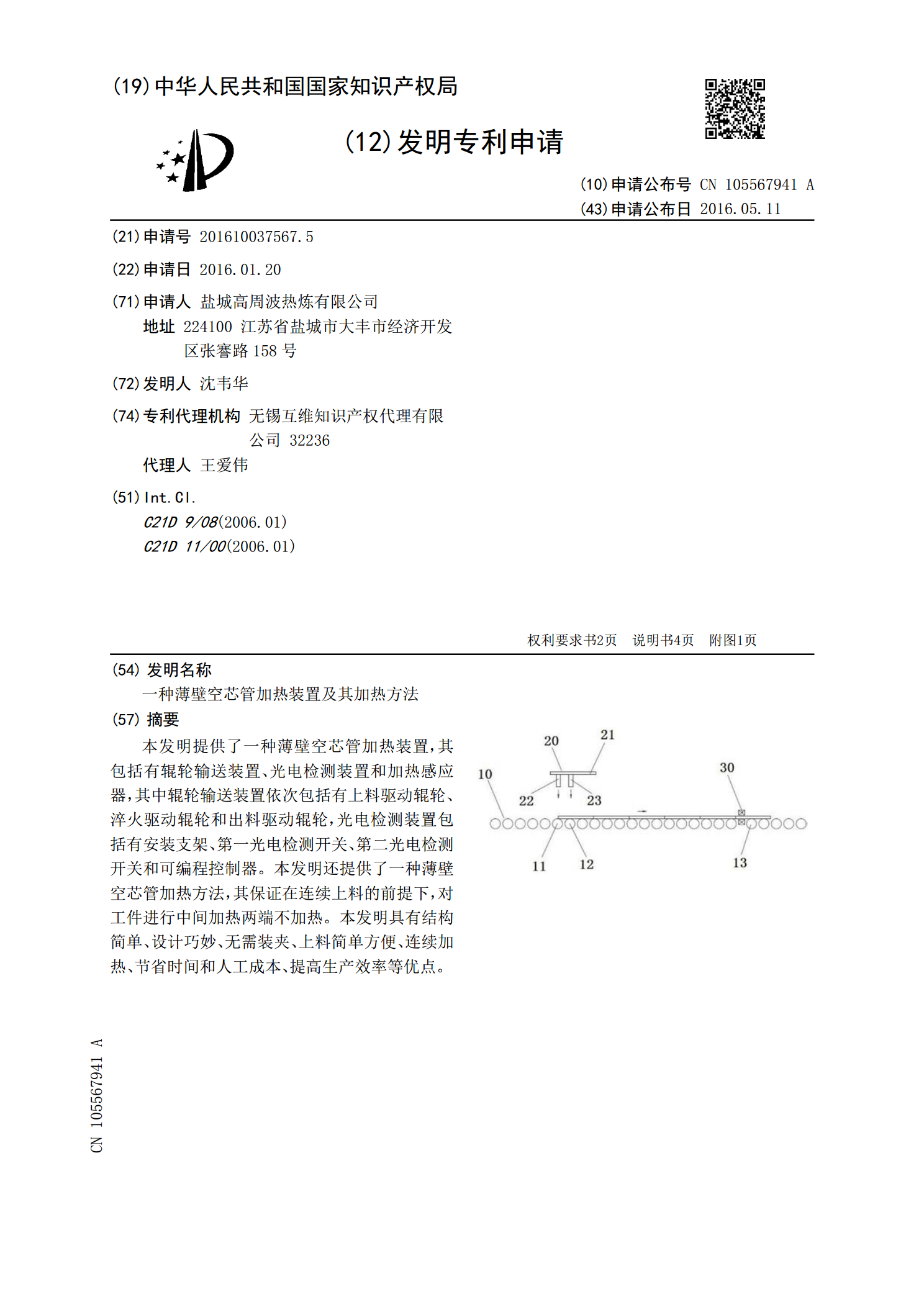
本发明提供了一种薄壁空芯管加热装置,其包括有辊轮输送装置、光电检测装置和加热感应器,其中辊轮输送装置依次包括有上料驱动辊轮、淬火驱动辊轮和出料驱动辊轮,光电检测装置包括有安装支架、第一光电检测开关、第二光电检测开关和可编程控制器。本发明还提供了一种薄壁空芯管加热方法,其保证在连续上料的前提下,对工件进行中间加热两端不加热。本发明具有结构简单、设计巧妙、无需装夹、上料简单方便、连续加热、节省时间和人工成本、提高生产效率等优点。
电芯加热方法及加热装置.pdf
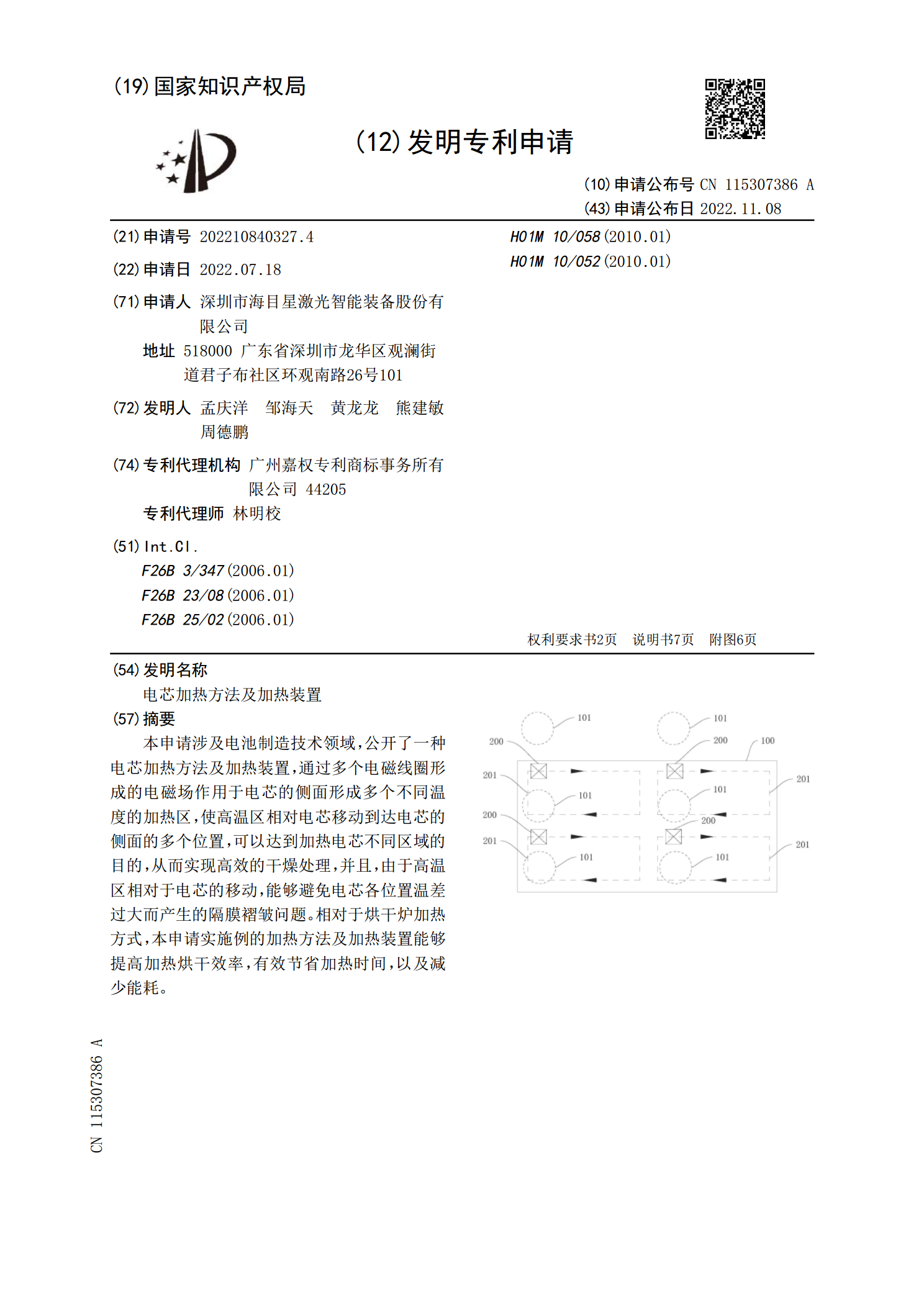
本申请涉及电池制造技术领域,公开了一种电芯加热方法及加热装置,通过多个电磁线圈形成的电磁场作用于电芯的侧面形成多个不同温度的加热区,使高温区相对电芯移动到达电芯的侧面的多个位置,可以达到加热电芯不同区域的目的,从而实现高效的干燥处理,并且,由于高温区相对于电芯的移动,能够避免电芯各位置温差过大而产生的隔膜褶皱问题。相对于烘干炉加热方式,本申请实施例的加热方法及加热装置能够提高加热烘干效率,有效节省加热时间,以及减少能耗。
一种无芯电加热辐射管加热装置.pdf
本发明涉及一种工业炉加热用的辐射管加热装置,特别是一种无芯电加热辐射管加热装置。辐射管本身为双端型,在炉衬引出部分壁厚大于炉膛部分的壁厚,引出部分内用保温纤维垫充隔热,辐射管的两端由法兰与炉体固定,并由绝缘垫隔离,接线端子与法兰联接,所述该辐射管为无芯电加热辐射管,由辐射管壳直接发热对炉膛进行加热,从而减少了热量的传导环节,不存在电阻丝发热体烧损、短路,甚至击穿辐射管的现象,降低了制造成本,减少了实际生产中的维修成本,也减少了由于经常维修带来的生产秩序不正常等现象。
一种加热方法、加热装置及其烟气处理方法.pdf
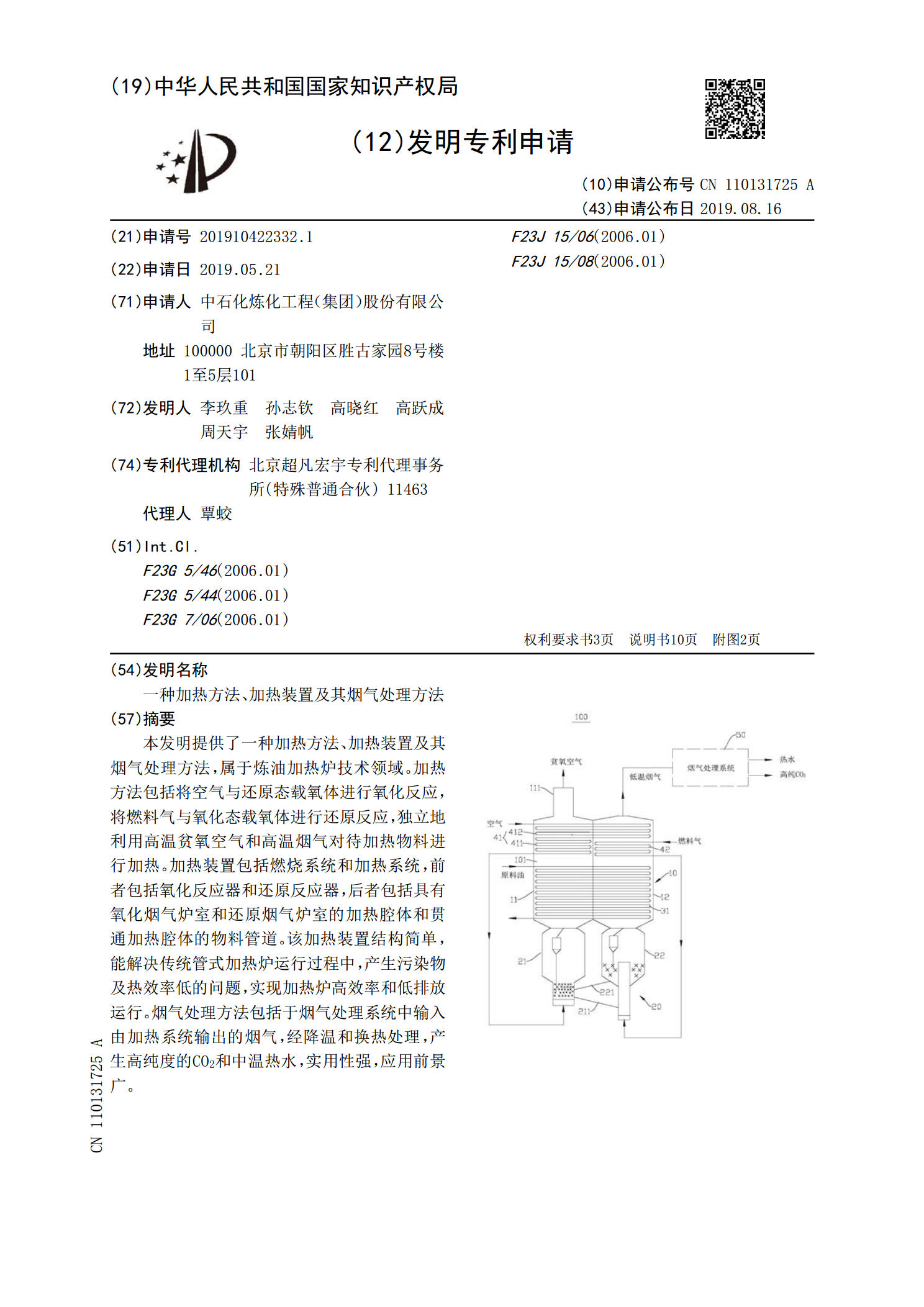
本发明提供了一种加热方法、加热装置及其烟气处理方法,属于炼油加热炉技术领域。加热方法包括将空气与还原态载氧体进行氧化反应,将燃料气与氧化态载氧体进行还原反应,独立地利用高温贫氧空气和高温烟气对待加热物料进行加热。加热装置包括燃烧系统和加热系统,前者包括氧化反应器和还原反应器,后者包括具有氧化烟气炉室和还原烟气炉室的加热腔体和贯通加热腔体的物料管道。该加热装置结构简单,能解决传统管式加热炉运行过程中,产生污染物及热效率低的问题,实现加热炉高效率和低排放运行。烟气处理方法包括于烟气处理系统中输入由加热系统输出

一种电磁加热卷烟装置及其加热方法.pdf
本发明公开了一种电磁加热卷烟装置及其加热方法,其在加热腔内利用感应线圈或感应发热体设置多个按温度排序且连续排列的温度区间,且通过感应线圈或感应发热体在加热腔内步进式移动,使各温度区间在加热腔内步进式移动,烟草介质被步进式加热。所述感应线圈或所述感应发热体的初始位置设置在进烟口附近,且温度高的温度区间靠近进烟口布置,温度低的温度区间靠近进气孔布置。或者所述感应线圈或所述感应发热体的初始位置设置在进气孔附近,且温度低的温度区间靠近进烟口布置,温度高的温度区间靠近进气孔布置。本发明可实现出烟快、逐口加热稳定、能