
一种新型迷宫成型装置.pdf

猫巷****熙柔

1/7
2/7
3/7

4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种新型迷宫成型装置.pdf
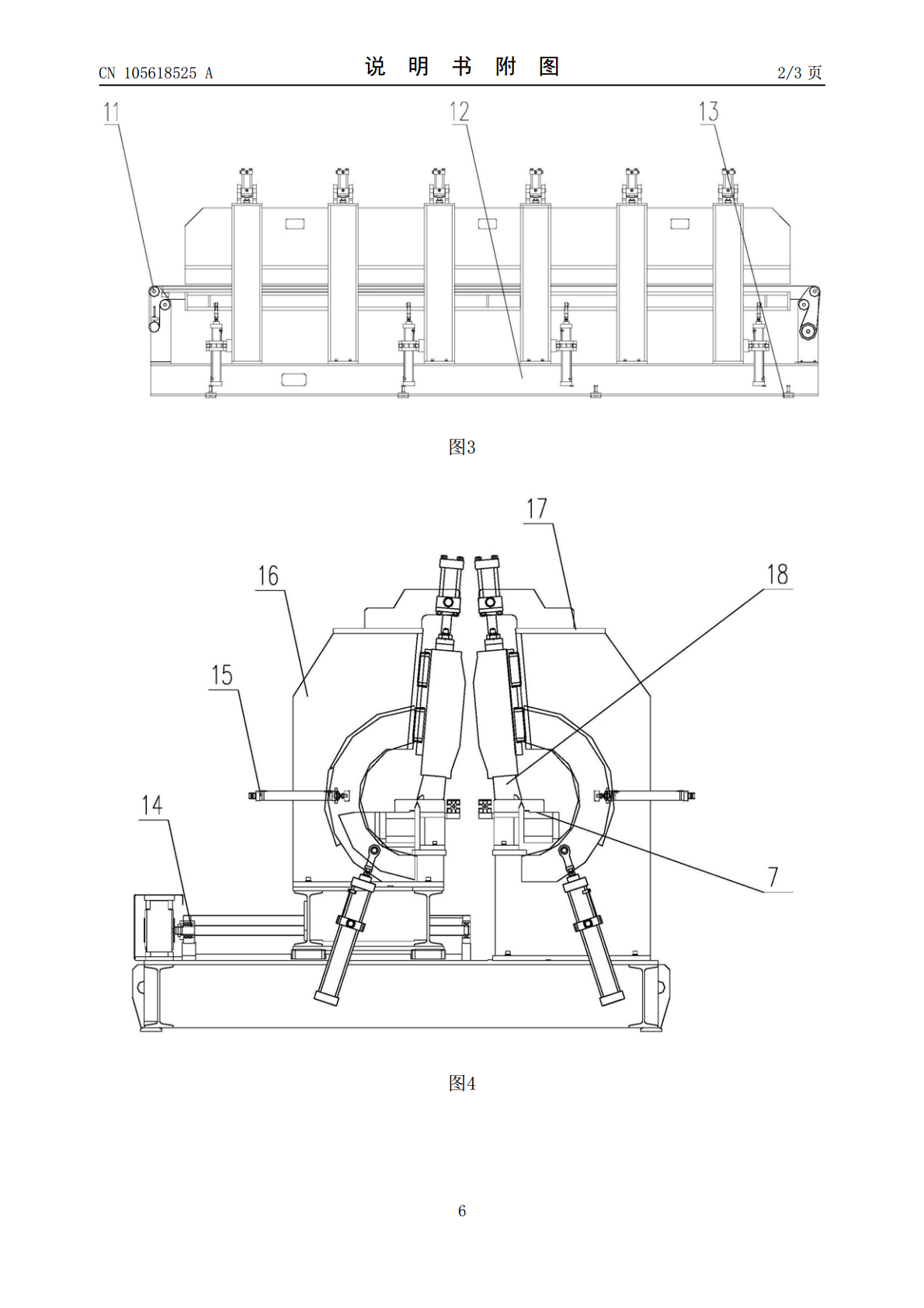
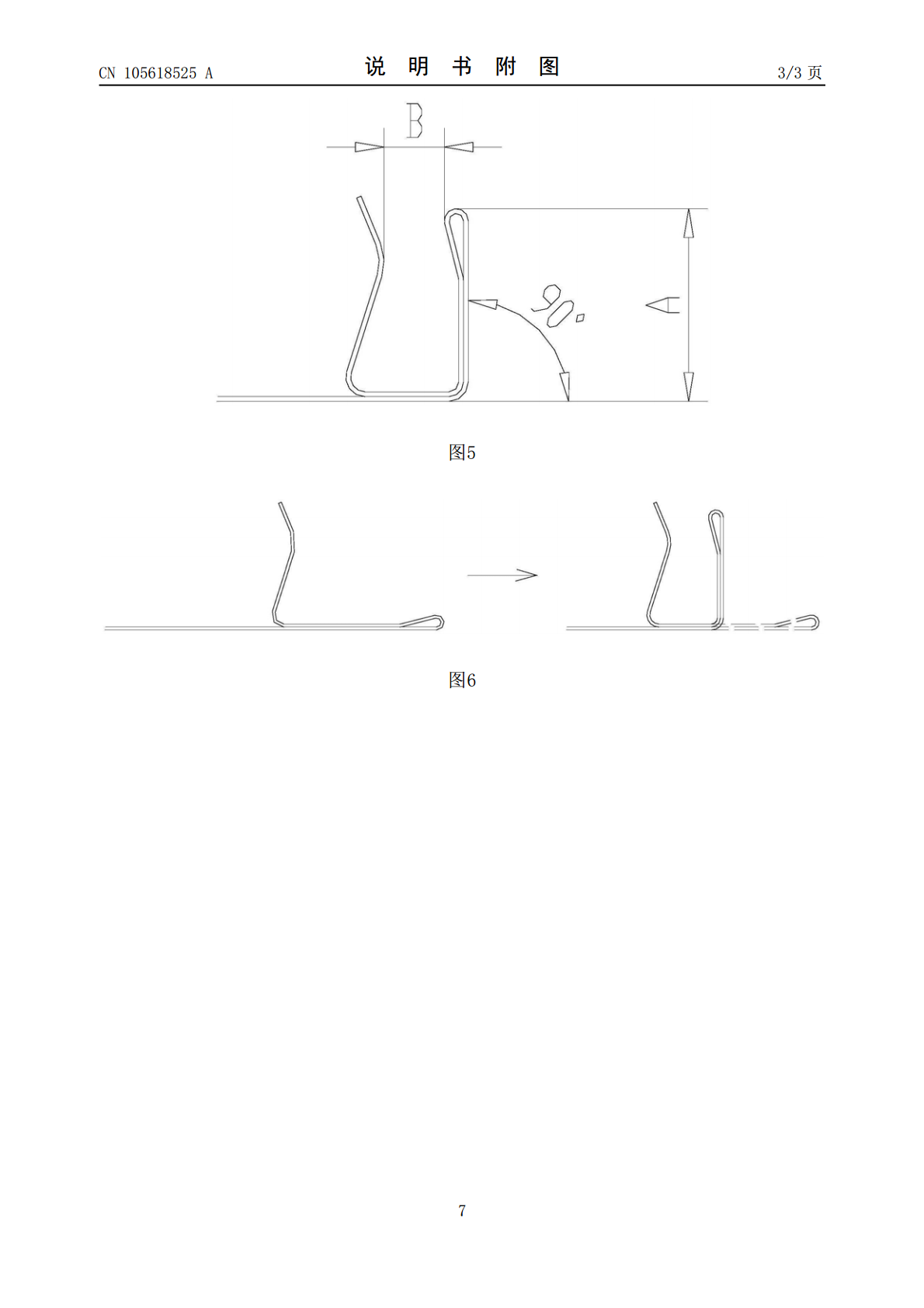
本发明公开了一种新型迷宫成型装置,包括辊轧机和折弯机,辊轧机包括辊轧入口组件、辊轧机底座、辊轧出口组件、固定齿轮箱组件、辊轧轮组件、动力组件、辊轧机宽度调整组件,折弯机包括输送组件、折弯机底座、折弯机宽度调整组件、侧定位组件、活动折弯组件、固定折弯组件、上模和翻转模,输送组件与辊轧出口组件相连,本发明通过结合辊轧和折弯,迷宫成型的尺寸误差减少4倍,角度误差减少3倍,满足现有的冰箱安装尺寸要求。

一种冰箱外壳迷宫槽的数控成型装置及其成型方法.pdf
本发明公开一种冰箱外壳迷宫槽的数控成型装置及其成型方法,其结构包括包括底板、C型支架、折弯外模、上模、下模、第一水平驱动机构、第二水平驱动机构、第一竖直驱动机构、第二竖直驱动机构。本发明保证了冰箱外壳迷宫槽在更换产品形状和尺寸时,能够很快通过调整每步的伺服进给数值来完成,具有变化快捷,灵活性高、安全系数高、稳定性好等优势。
一种冷柜围板端部迷宫成型装置.pdf
本发明涉及折弯成型设备领域,公开了一种冷柜围板端部迷宫成型装置,包括底座、成型组件、动力组件、压料组件。成型组件滑动连接于底座上,所述动力组件设置于底座的顶部,其输出端与所述成型组件相连接,其用于驱动所述成型组件在底座上滑动,所述压料组件设置于底座的顶部,其用于定位所述围板远离所述端部的一端。本发明通过上成型模条、上压料模条、下模条、折弯模条将冷柜围板端部在一台设备上通过挤压成型和折弯成型加工成R型冷柜板,解决了油缸折弯无法调整的问题,又提高了生产效率,更加适应自动化生产,且价格比较经济。

一种新型EPP成型装置.pdf
本发明涉及一种新型EPP成型装置,它包括机架,在所述机架上分别设有上模具和下模具,在所述上模具上方设有上模板,在所述下模具下方设有下模板,在所述上模具和上模板之间设有上隔板,在所述下模具和下模板之间设有下隔板,所述上隔板和上模具平行设置,所述下隔板和下模具垂直设置,所述下隔板通过连接板连接,所述连接板通过顶柱与下模板相连,在所述上隔板中部设有推板,所述推板与推杆相连,在所述推杆端部设有转轮,所述转轮与凸轮相连,在所述推杆上设有定位板,在所述定位板和上模板之间设有复位弹簧。本发明模具强度高,脱模方便。
一种新型燃料成型装置.pdf
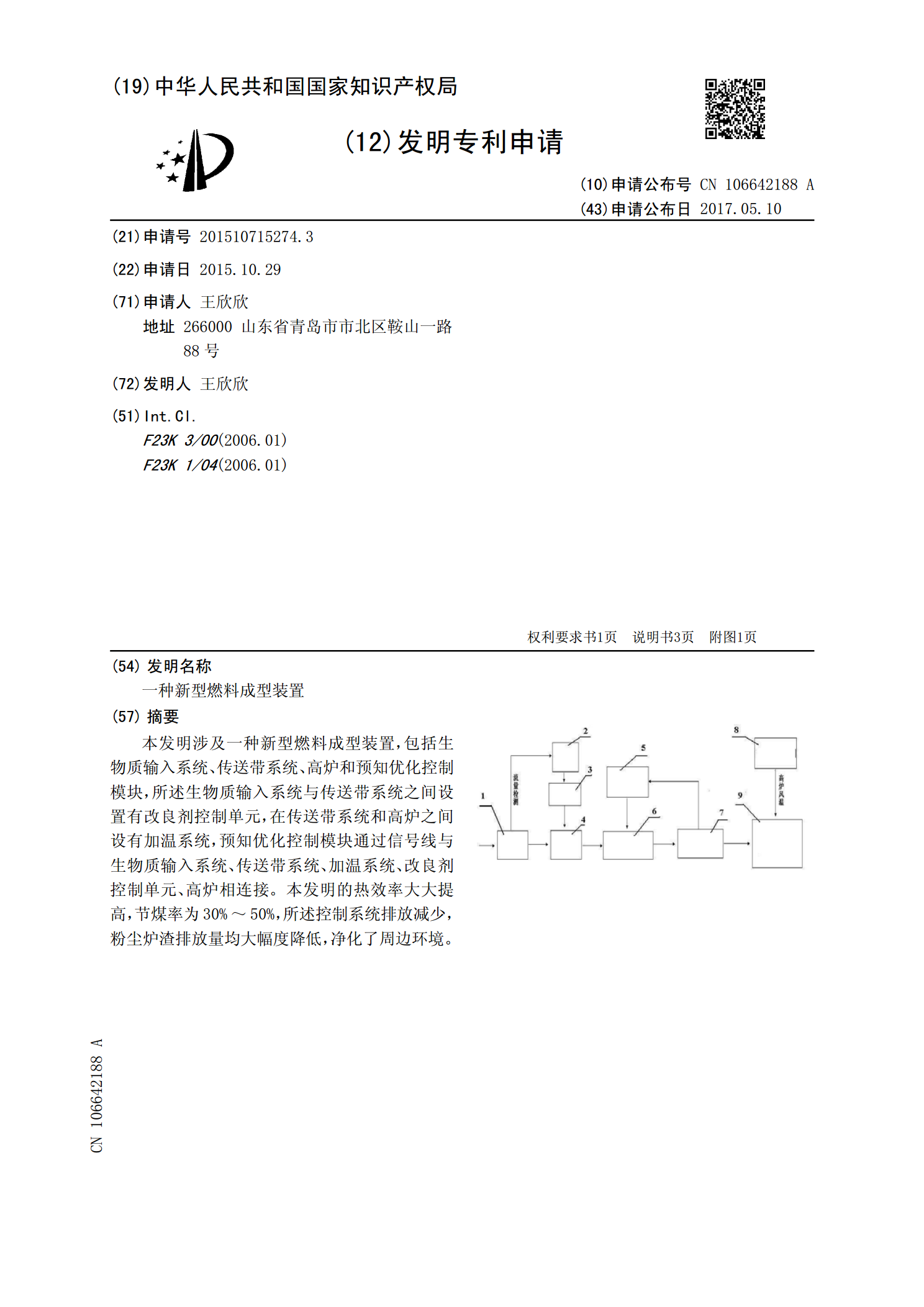
本发明涉及一种新型燃料成型装置,包括生物质输入系统、传送带系统、高炉和预知优化控制模块,所述生物质输入系统与传送带系统之间设置有改良剂控制单元,在传送带系统和高炉之间设有加温系统,预知优化控制模块通过信号线与生物质输入系统、传送带系统、加温系统、改良剂控制单元、高炉相连接。本发明的热效率大大提高,节煤率为30%~50%,所述控制系统排放减少,粉尘炉渣排放量均大幅度降低,净化了周边环境。