
一种新型磨削系统.pdf

努力****骞北

1/7

2/7

3/7
4/7
5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种新型磨削系统.pdf
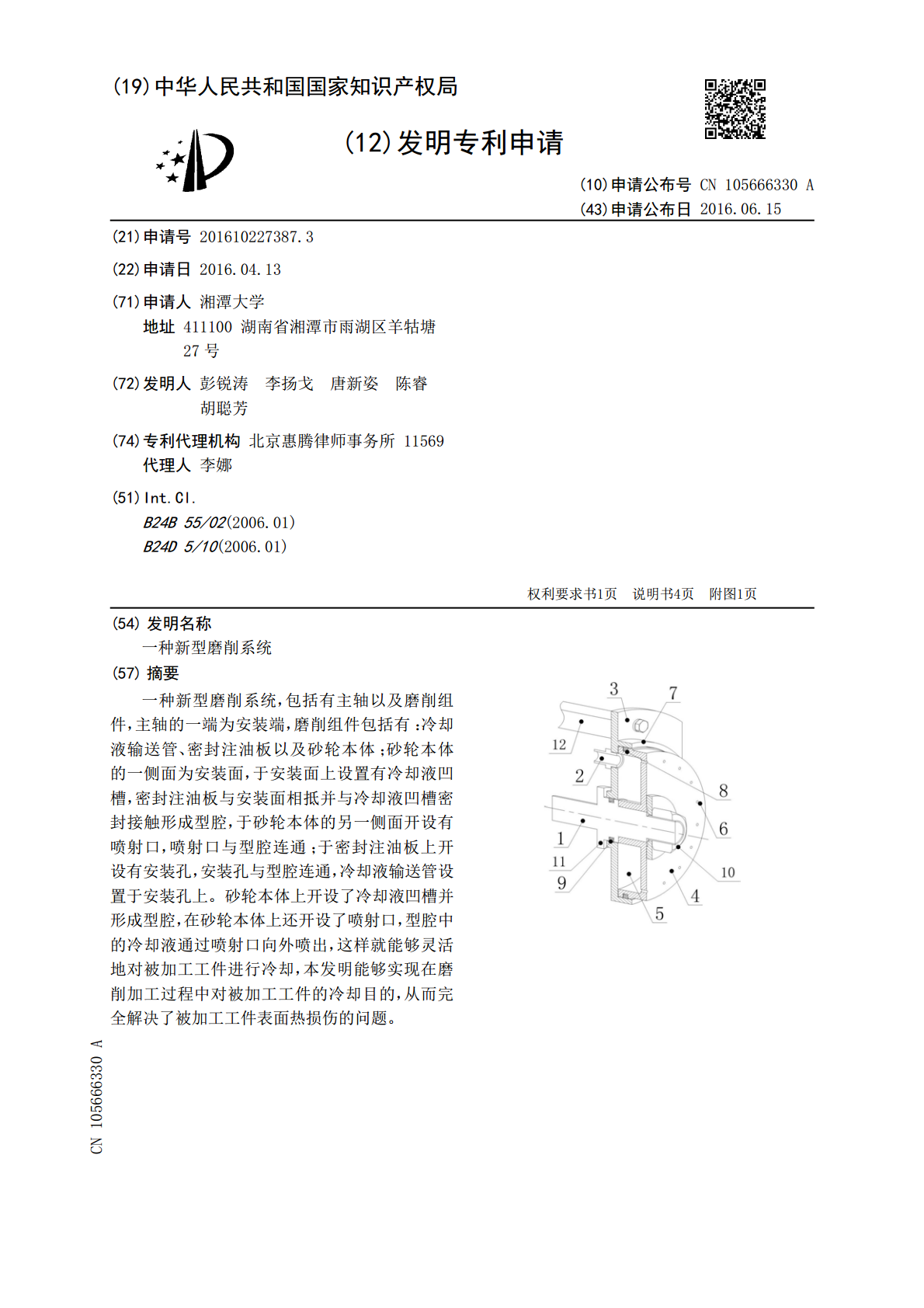
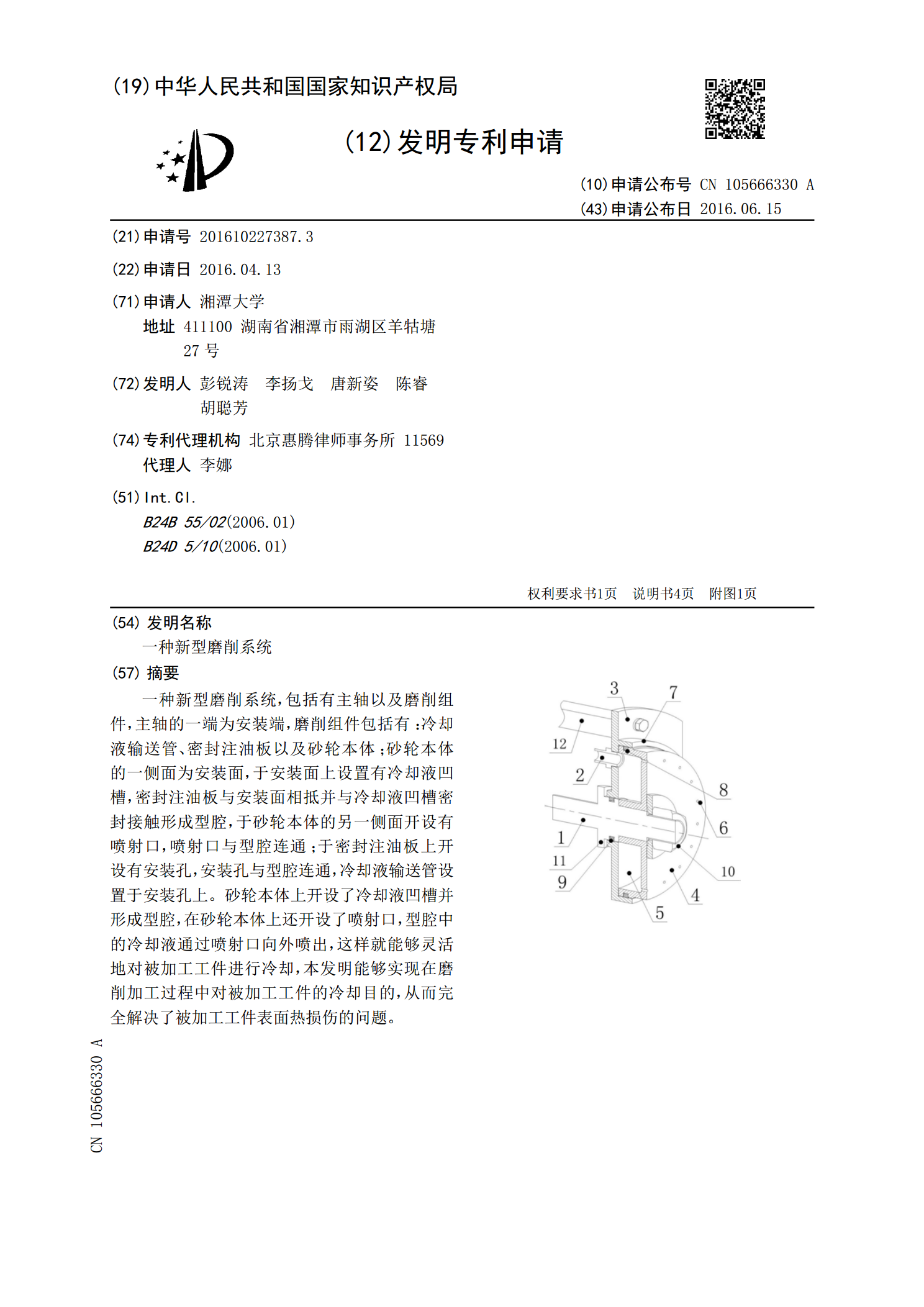
一种新型磨削系统,包括有主轴以及磨削组件,主轴的一端为安装端,磨削组件包括有:冷却液输送管、密封注油板以及砂轮本体;砂轮本体的一侧面为安装面,于安装面上设置有冷却液凹槽,密封注油板与安装面相抵并与冷却液凹槽密封接触形成型腔,于砂轮本体的另一侧面开设有喷射口,喷射口与型腔连通;于密封注油板上开设有安装孔,安装孔与型腔连通,冷却液输送管设置于安装孔上。砂轮本体上开设了冷却液凹槽并形成型腔,在砂轮本体上还开设了喷射口,型腔中的冷却液通过喷射口向外喷出,这样就能够灵活地对被加工工件进行冷却,本发明能够实现在磨削加

一种新型管件磨削装置.pdf
本发明公开了一种新型管件磨削装置,是由底座,夹持架,控制箱,电动机,减速器,链轮,工作台和磨削刀具组成,所述的底座的一端固定连接夹持架,另一端固定连接电动机,电动机上部设置有减速器,减速器的一侧设置有控制箱,电动机通过链与链轮连接,工作台通过固定螺母焊接在链上,减速器上设置有夹具,夹持架上设置有夹持头,夹具与夹持头的中心线共线,工作台上设置有升降板,升降板上设置有磨削刀具,磨削刀具有三个,磨削刀具为柱状砂轮,三个磨削刀具之间的位置关系呈等腰直角三角形,其直角边的一边朝向夹具与夹持头的中心线,另一边朝向装置

一种新型超高速点磨削砂轮及其磨削方法.pdf
本发明公开了一种涉及磨削领域的超高速点磨削砂轮及其磨削方法,本发明的超高速点磨削砂轮,在砂轮粗磨区设置倾角θ,使得砂轮和工件的接触形式发生变化,可节约砂轮整体成本,并且由于磨削液更容易进入磨削面使得砂轮的磨损减小,减少了修整费用和难度;且倾角θ的存在使切屑更容易排出磨削区,该砂轮在磨削时在垂直方向上砂轮轴线与工件轴线平行,水平方向的砂轮轴线与工件轴线的变量角α∈(-0.5°,+0.5°),可以使得砂轮磨削时的成屑有一定角度,从而减少了磨屑堆积现象。

一种刀片磨削系统.pdf
本发明公开了一种刀片磨削系统,涉及刀片生产加工技术领域,所述刀片磨削系统包括:机架、电机、两个磨削轮和皮带,其特征在于,所述磨削系统设有张紧单元,所述张紧单元包括:导向块,至少一个弹性元件,张紧臂,所述张紧臂通过所述导向块设置在所述机架上,所述张紧臂设有延伸端,所述延伸端伸出所述导向块,所述张紧臂一端设有张紧轮,所述张紧轮设于皮带内侧,并与所述磨削轮及电机的皮带轮连接,所述弹性元件一端与所述张紧轮连接,另一端与所述导向块连接,本发明通过张紧轮的设置,使皮带保持张紧状态,避免皮带跳动,提高了磨削质量。

一种新型磨削式指甲刀.pdf
一种新型磨削式指甲刀,由机壳、曲柄摇杆机构、传动齿轮和磨削砂轮构成,曲柄摇杆机构、传动齿轮和磨削砂轮均设置在机壳上;所述的曲柄摇杆机构由摇杆、传动杆、曲柄和固定杆组成,固定杆固定设置在机壳上,在摇杆和机壳之间设有弹性拉紧机构,由摇杆的摆动转化成曲柄的圆周运动,所述的曲柄为一回转齿轮,回转齿轮与传动齿轮啮合,传动齿轮和磨削砂轮同轴设置,回转齿轮通过传动齿轮带动磨削砂轮旋转,在机壳上设有与指甲形状相匹配的卡槽,磨削砂轮的一部分伸出卡槽并裸露在机壳外部。该指甲刀结构简单,使用更加方便,而且由于采用磨削方式避免了