
一种预填焊材的T型结构双激光束焊接方法.pdf

英瑞****写意


1/9
2/9
3/9
4/9

5/9
6/9
7/9

8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种预填焊材的T型结构双激光束焊接方法.pdf
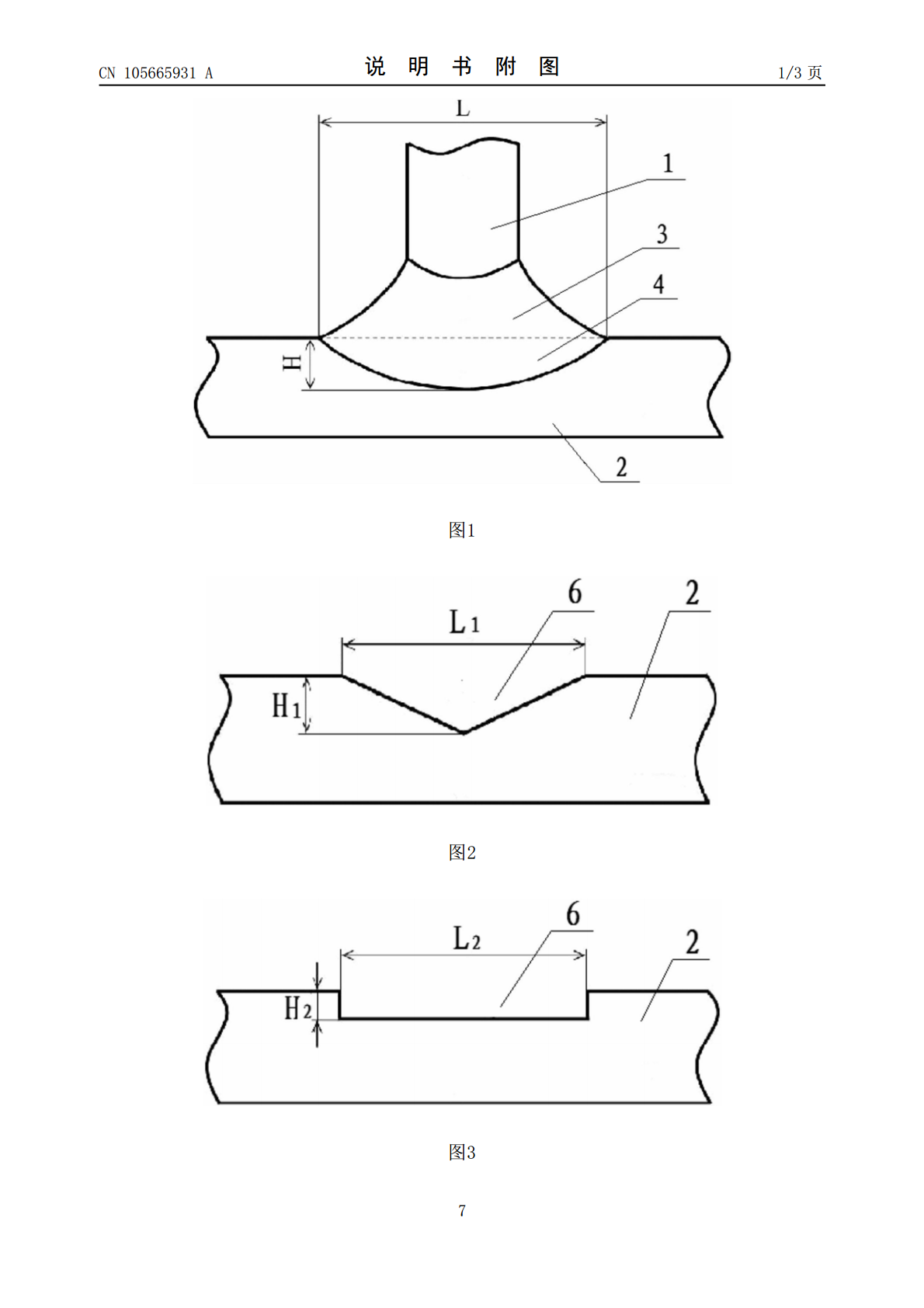
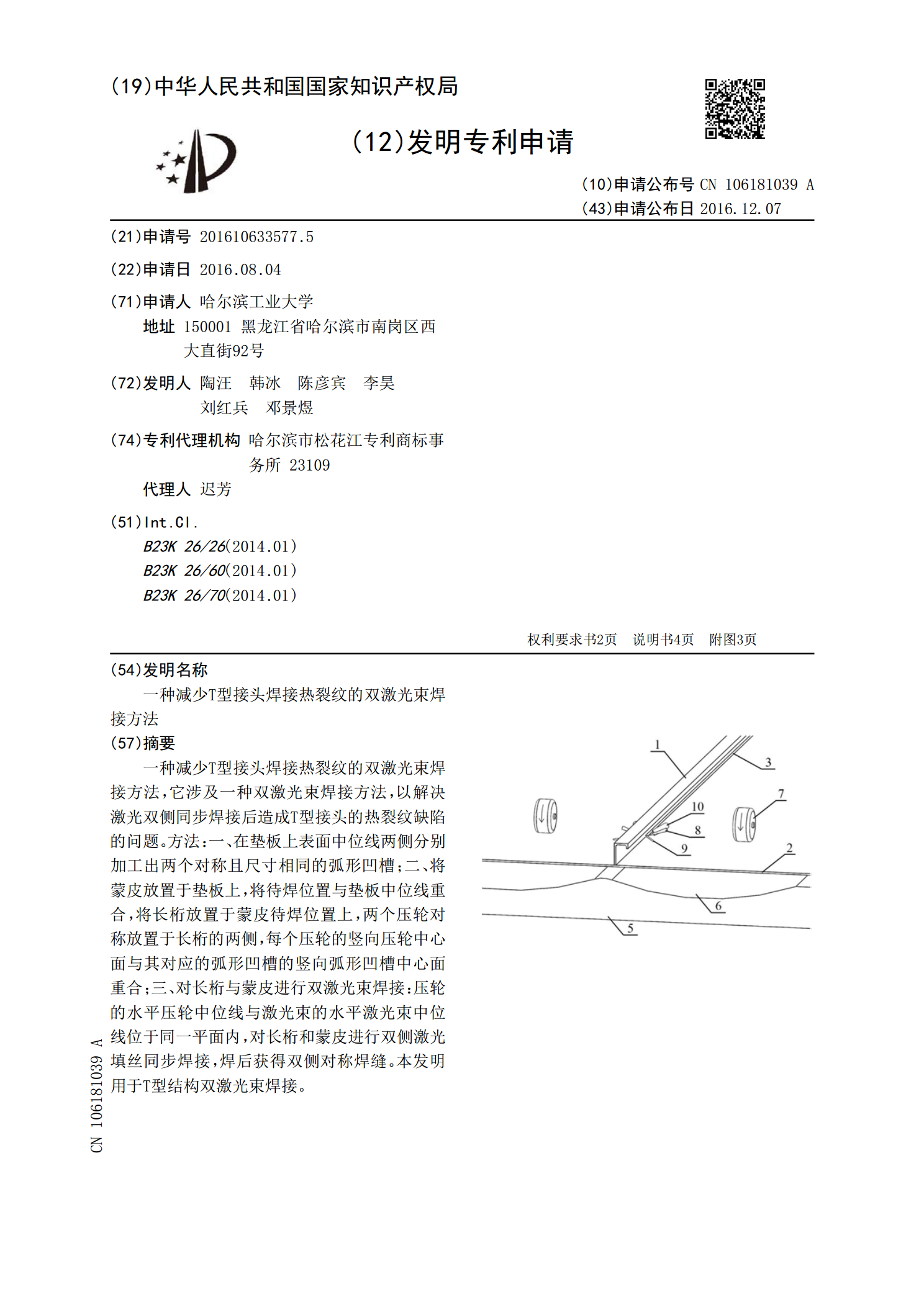
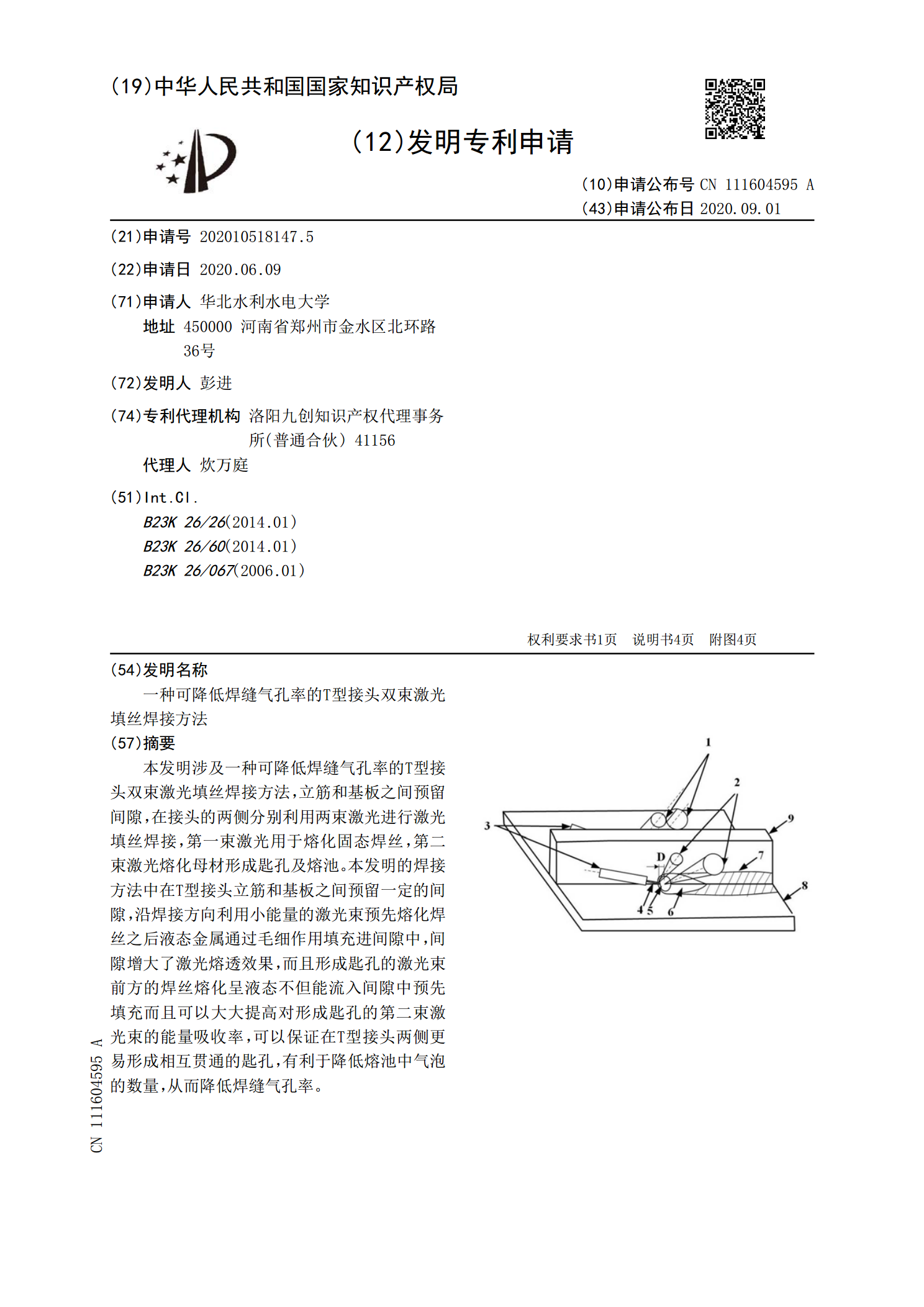
一种预填焊材的T型结构双激光束焊接方法,它涉及一种双激光束焊接方法,以解决由双侧激光焊接熔池流场特性所造成的焊丝合金元素在焊缝中混合不均匀的问题。本发明方法:一、在蒙皮上表面待焊位置中心沿焊接方向机械铣削凹槽,对蒙皮进行化学清洗以去除氧化膜和加工污渍;二、向凹槽中预填焊材:将焊丝从焊丝盘引出并先后穿过刮削筒和电阻加热筒,导轮和碾压轮依次放置于凹槽上,焊丝通过导轮被送入凹槽内,随后碾压轮对凹槽内的焊丝进行碾压使其镶嵌于凹槽内,预填焊材与凹槽表面紧密配合无孔隙,且预填焊材上表面与蒙皮上表面重合,完成预填焊材过
一种减少T型接头焊接热裂纹的双激光束焊接方法.pdf
一种减少T型接头焊接热裂纹的双激光束焊接方法,它涉及一种双激光束焊接方法,以解决激光双侧同步焊接后造成T型接头的热裂纹缺陷的问题。方法:一、在垫板上表面中位线两侧分别加工出两个对称且尺寸相同的弧形凹槽;二、将蒙皮放置于垫板上,将待焊位置与垫板中位线重合,将长桁放置于蒙皮待焊位置上,两个压轮对称放置于长桁的两侧,每个压轮的竖向压轮中心面与其对应的弧形凹槽的竖向弧形凹槽中心面重合;三、对长桁与蒙皮进行双激光束焊接:压轮的水平压轮中位线与激光束的水平激光束中位线位于同一平面内,对长桁和蒙皮进行双侧激光填丝同步焊

一种T型结构双激光束双侧同步焊接自动对中装置及方法.pdf
本发明公开了一种T型结构双激光束双侧同步焊接自动对中装置及方法,包括:激光焊接系统、监测与反馈系统、计算机控制系统以及镜片调节系统。焊接过程中所述监测与反馈系统实时采集两侧匙孔位置信息,并将其反馈至所述计算机控制系统,分析确定两侧匙孔位置误差。当两侧匙孔位置误差超过预设距离阈值时,所述计算机控制系统制定镜片调节方案并将其发送至所述镜片调节系统。旋转装置带动可调镜片向指定方向调整相应角度,直至匙孔位置误差小于或等于预设阈值,从而达到T型结构双激光束双侧同步焊接自动对中的目的。本发明能够实时获取并校正两侧匙孔

T型焊接结构多道焊的数值模拟研究.docx
T型焊接结构多道焊的数值模拟研究摘要本文基于T型焊接结构多道焊的数值模拟研究,对焊接过程中的温度场、应力场、变形等问题进行探讨和分析,为焊接工程的实践应用提供理论指导。首先,基于ANSYS有限元软件对T型焊接结构进行建模,确定材料参数和边界条件。然后,在建立的模型中进行热力耦合分析,得到焊接过程中的温度场分布图,并分析不同参数对温度场的影响。接下来,根据得到的温度场分布图,通过静力学分析得到焊接过程中的应力场分布,并分析不同参数对应力场的影响。最后,分析焊接过程中的变形问题,评估不同参数下T型焊接结构的变
一种可降低焊缝气孔率的T型接头双束激光填丝焊接方法.pdf
本发明涉及一种可降低焊缝气孔率的T型接头双束激光填丝焊接方法,立筋和基板之间预留间隙,在接头的两侧分别利用两束激光进行激光填丝焊接,第一束激光用于熔化固态焊丝,第二束激光熔化母材形成匙孔及熔池。本发明的焊接方法中在T型接头立筋和基板之间预留一定的间隙,沿焊接方向利用小能量的激光束预先熔化焊丝之后液态金属通过毛细作用填充进间隙中,间隙增大了激光熔透效果,而且形成匙孔的激光束前方的焊丝熔化呈液态不但能流入间隙中预先填充而且可以大大提高对形成匙孔的第二束激光束的能量吸收率,可以保证在T型接头两侧更易形成相互贯通