
一种多头螺纹的多线磨削砂轮.pdf

又珊****ck


1/5

2/5

3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种多头螺纹的多线磨削砂轮.pdf
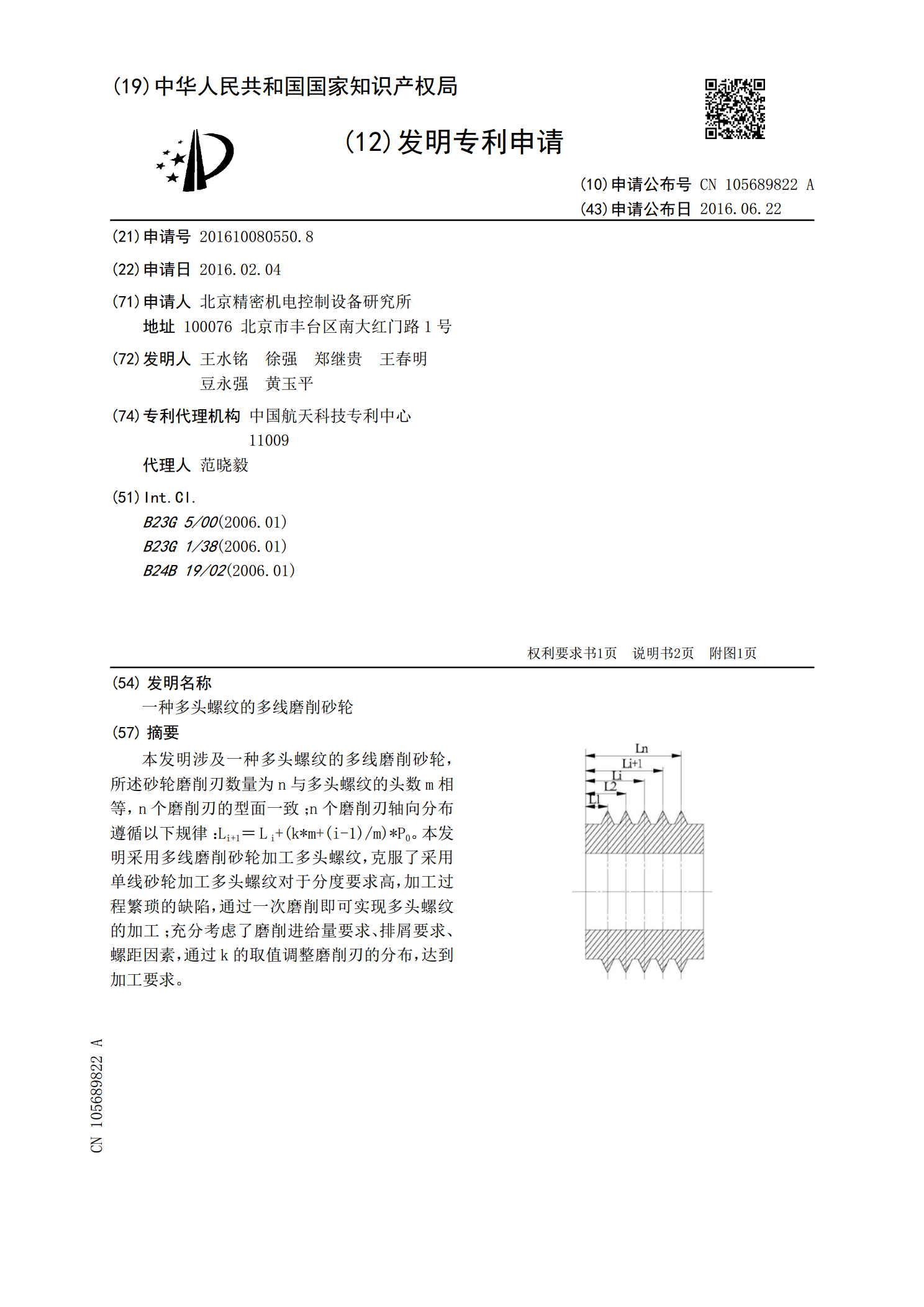
本发明涉及一种多头螺纹的多线磨削砂轮,所述砂轮磨削刃数量为n与多头螺纹的头数m相等,n个磨削刃的型面一致;n个磨削刃轴向分布遵循以下规律:L

一种单头螺纹的多线磨削砂轮.pdf
本发明涉及一种单头螺纹的单向多线磨削砂轮,所述砂轮磨削刃数量为n;第i+1个磨削刃的径向高度L
一种用于螺纹磨削加工的砂轮.pdf
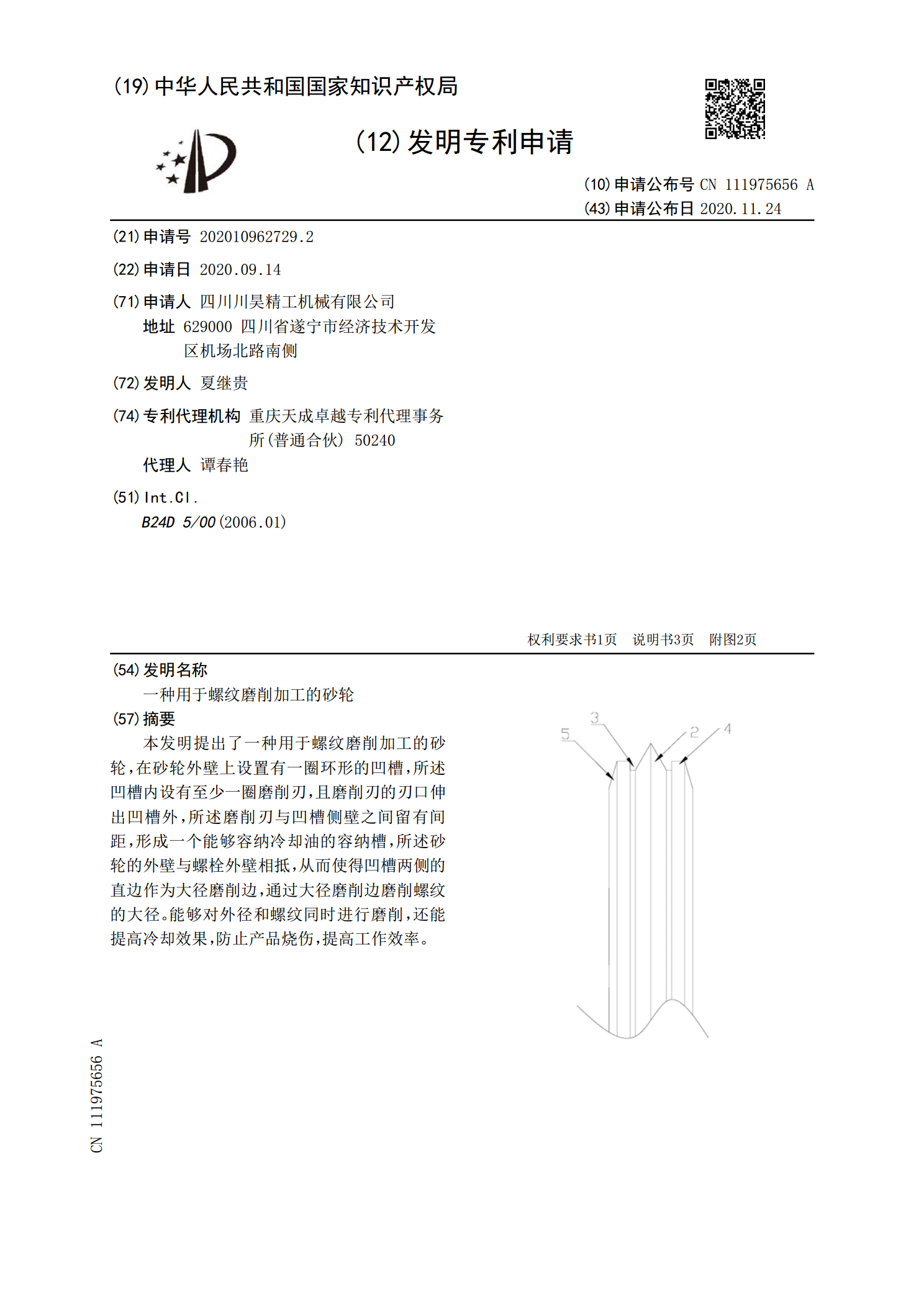
本发明提出了一种用于螺纹磨削加工的砂轮,在砂轮外壁上设置有一圈环形的凹槽,所述凹槽内设有至少一圈磨削刃,且磨削刃的刃口伸出凹槽外,所述磨削刃与凹槽侧壁之间留有间距,形成一个能够容纳冷却油的容纳槽,所述砂轮的外壁与螺栓外壁相抵,从而使得凹槽两侧的直边作为大径磨削边,通过大径磨削边磨削螺纹的大径。能够对外径和螺纹同时进行磨削,还能提高冷却效果,防止产品烧伤,提高工作效率。

螺纹磨削砂轮用的修整器.pdf
一种螺纹磨削砂轮用的修整器,使用被修整器研磨的砂轮在工件的外周形成对方侧部件拧合的螺纹时,与螺纹拧合的对方侧部件不会受到砂轮厚度的影响而总是能够拧合到旋转轴方向的规定位置。本发明的螺纹磨削砂轮用的修整器(5)对设有用于在工件(W)的外周磨削螺纹的磨削用突起(35)的砂轮板(3)进行研磨,修整砂轮板的设有突起的外周形状,其中,修整器具有绕与砂轮板的轴线(X2)平行的轴线(X3)旋转的基部(52),在基部的外周,在轴线(X3)方向连续地设有多个与磨削用突起对应的槽(54),并且槽分别遍及绕轴线(X3)的周向的

一种磨削硬脆材料小孔螺纹成型砂轮.pdf
一种磨削硬脆材料小孔螺纹成型砂轮,属于机械制造技术领域。其特征是盘状成型砂轮的轴向截形夹角α由公式:α=α0-?α确定,其中α0为螺纹标准牙型角,?α为最小螺纹牙型误差δmin对应的砂轮轴向截形修形量?α;盘状成型砂轮头直径DS由公式:DS?=d0+ζh0确定,其中h0为螺纹牙型高度,d0为刀杆直径,ζ为修正系数;刀杆直径d0由公式:d0=λh0确定;其中λ为比例系数。盘状成型砂轮为采用复合电镀工艺使金刚石或CBN微粉磨粒固结在盘状成型砂轮基体表面上。本发明的效果和益处是解决了硬脆材料小孔螺纹加工丝锥刀具