
一种用于太阳能电池自动串焊机的粘性焊带供应系统.pdf

葫芦****io

1/7

2/7

3/7

4/7

5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种用于太阳能电池自动串焊机的粘性焊带供应系统.pdf
本发明公开了一种用于太阳能电池自动串焊机的粘性焊带供应系统,包括粘性焊带工位、粘性焊带对接焊接装置、移动滚轮组、助焊剂喷涂装置、粘性焊带拉伸整形装置、粘性焊带对接焊点检查装置和粘性焊带切割装置;所述粘性焊带工位上的粘性焊带通过粘性焊带供应流水线,依次经过粘性焊带对接焊接装置、移动滚轮组、助焊剂喷涂装置、粘性焊带拉伸整形装置、粘性焊带对接焊点检查装置和粘性焊带切割装置。本发明系统可快速进行粘性焊带的更换,按本发明所述的系统和方法方案进行更换粘性焊带仅需10?20秒钟,可大大节省时间,提高设备运行效率。
一种粘性太阳能电池焊带自动贴合装置.pdf
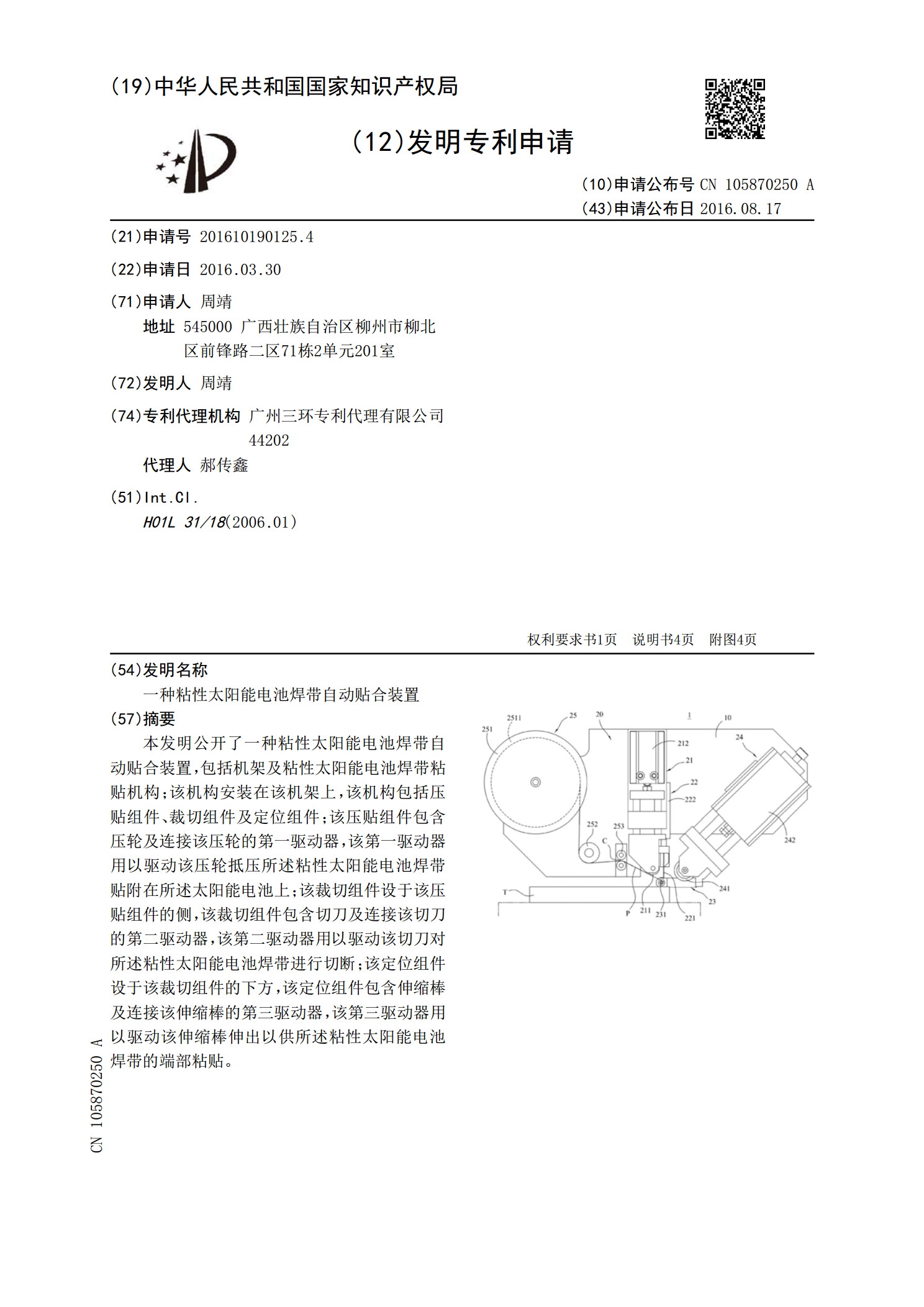
本发明公开了一种粘性太阳能电池焊带自动贴合装置,包括机架及粘性太阳能电池焊带粘贴机构;该机构安装在该机架上,该机构包括压贴组件、裁切组件及定位组件;该压贴组件包含压轮及连接该压轮的第一驱动器,该第一驱动器用以驱动该压轮抵压所述粘性太阳能电池焊带贴附在所述太阳能电池上;该裁切组件设于该压贴组件的侧,该裁切组件包含切刀及连接该切刀的第二驱动器,该第二驱动器用以驱动该切刀对所述粘性太阳能电池焊带进行切断;该定位组件设于该裁切组件的下方,该定位组件包含伸缩棒及连接该伸缩棒的第三驱动器,该第三驱动器用以驱动该伸缩棒
太阳能电池片串焊机及供焊带间距自动调整装置.pdf
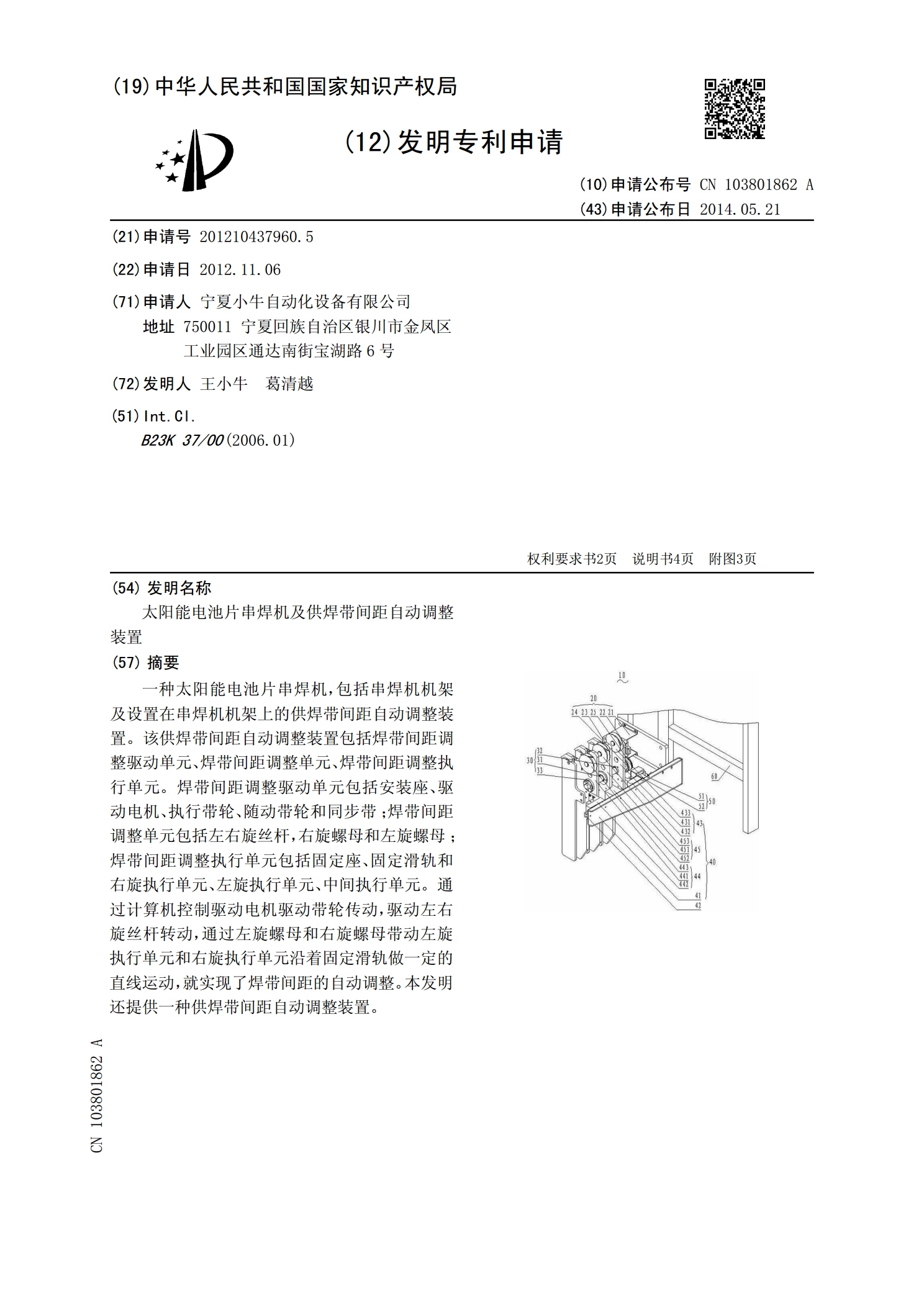
一种太阳能电池片串焊机,包括串焊机机架及设置在串焊机机架上的供焊带间距自动调整装置。该供焊带间距自动调整装置包括焊带间距调整驱动单元、焊带间距调整单元、焊带间距调整执行单元。焊带间距调整驱动单元包括安装座、驱动电机、执行带轮、随动带轮和同步带;焊带间距调整单元包括左右旋丝杆,右旋螺母和左旋螺母;焊带间距调整执行单元包括固定座、固定滑轨和右旋执行单元、左旋执行单元、中间执行单元。通过计算机控制驱动电机驱动带轮传动,驱动左右旋丝杆转动,通过左旋螺母和右旋螺母带动左旋执行单元和右旋执行单元沿着固定滑轨做一定的直
太阳能电池串焊带的打弯装置和叠焊机.pdf
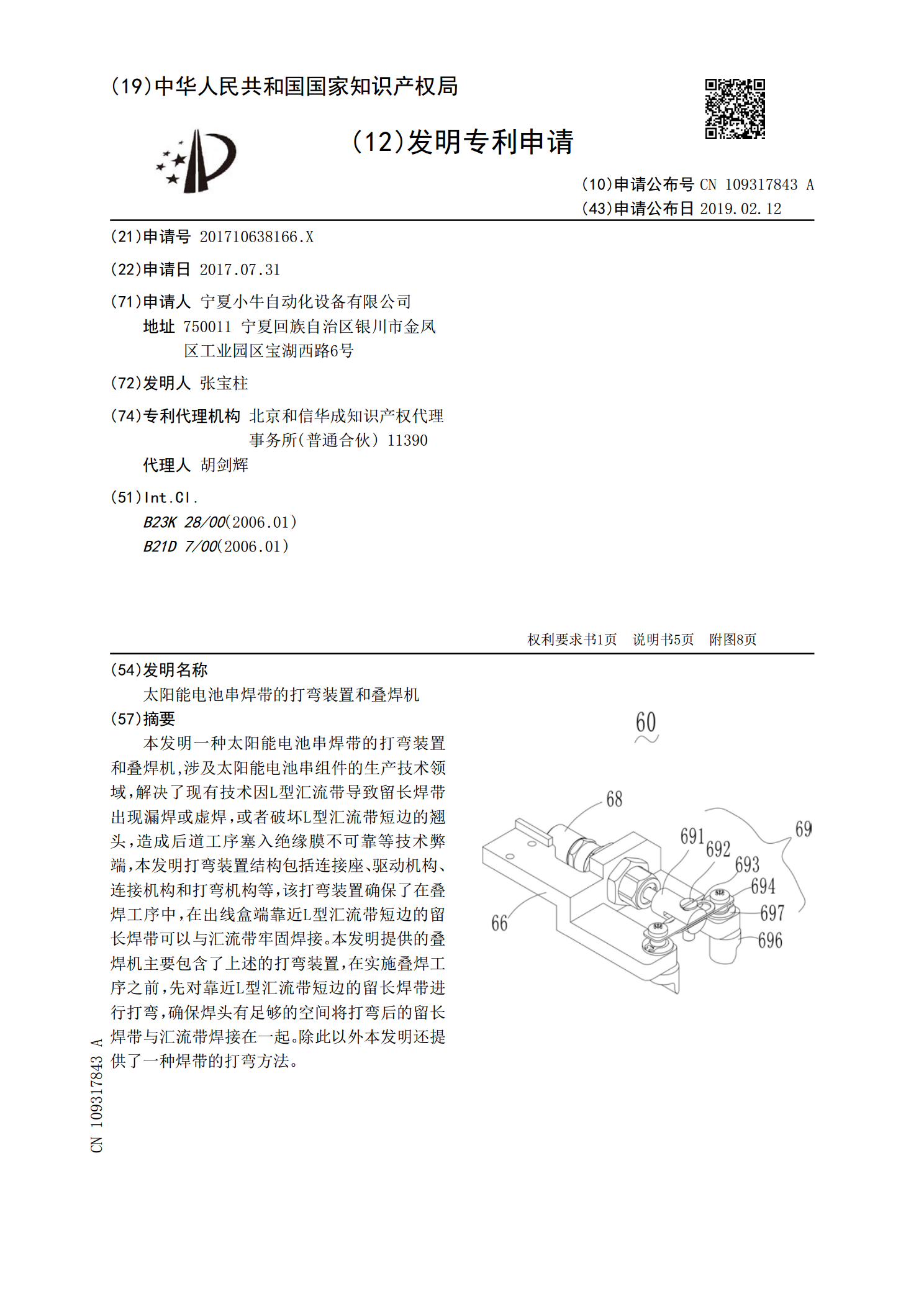
本发明一种太阳能电池串焊带的打弯装置和叠焊机,涉及太阳能电池串组件的生产技术领域,解决了现有技术因L型汇流带导致留长焊带出现漏焊或虚焊,或者破坏L型汇流带短边的翘头,造成后道工序塞入绝缘膜不可靠等技术弊端,本发明打弯装置结构包括连接座、驱动机构、连接机构和打弯机构等,该打弯装置确保了在叠焊工序中,在出线盒端靠近L型汇流带短边的留长焊带可以与汇流带牢固焊接。本发明提供的叠焊机主要包含了上述的打弯装置,在实施叠焊工序之前,先对靠近L型汇流带短边的留长焊带进行打弯,确保焊头有足够的空间将打弯后的留长焊带与汇流带
一种太阳电池串焊机的焊带焊接传输保持装置及串焊机.pdf
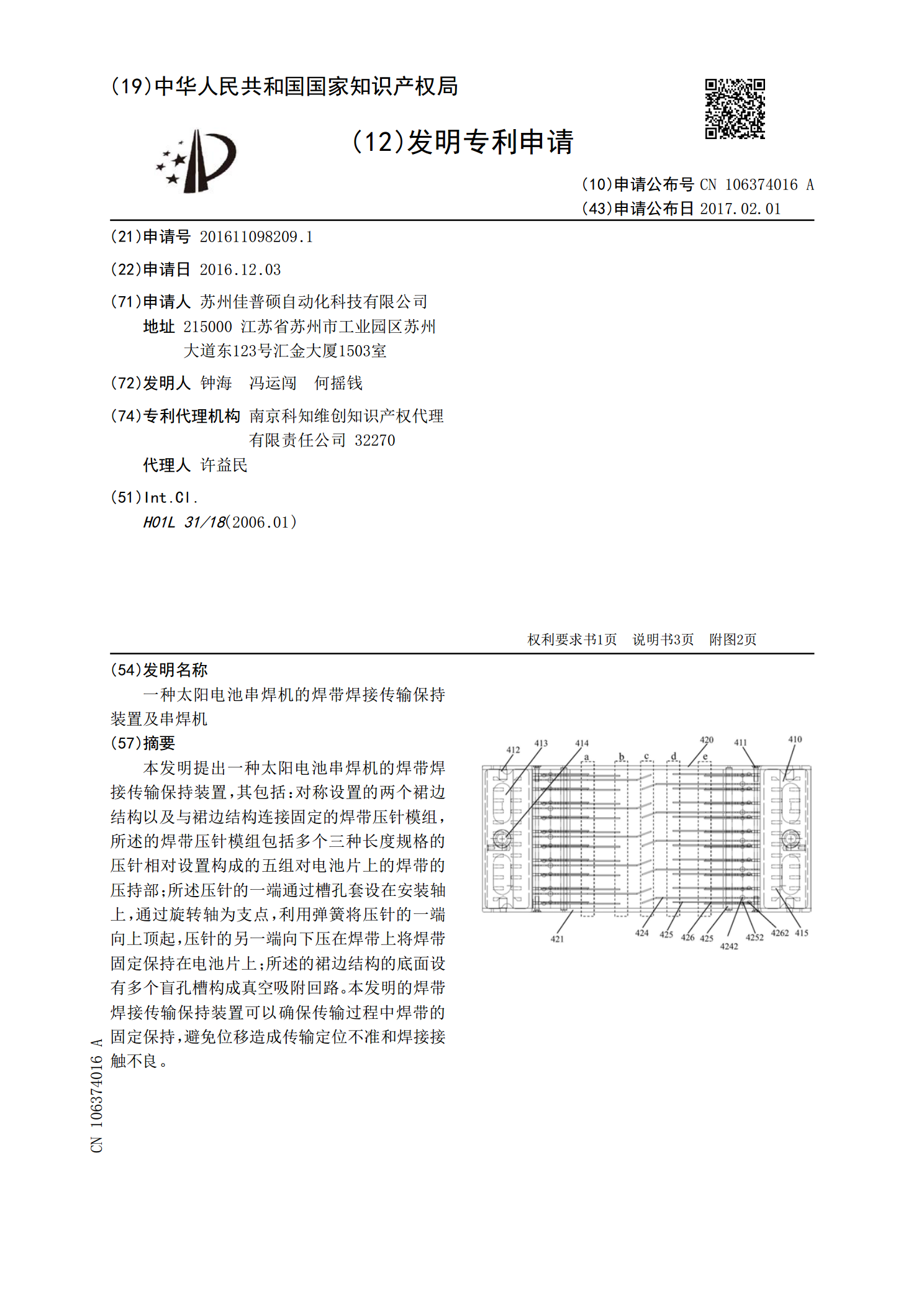
本发明提出一种太阳电池串焊机的焊带焊接传输保持装置,其包括:对称设置的两个裙边结构以及与裙边结构连接固定的焊带压针模组,所述的焊带压针模组包括多个三种长度规格的压针相对设置构成的五组对电池片上的焊带的压持部;所述压针的一端通过槽孔套设在安装轴上,通过旋转轴为支点,利用弹簧将压针的一端向上顶起,压针的另一端向下压在焊带上将焊带固定保持在电池片上;所述的裙边结构的底面设有多个盲孔槽构成真空吸附回路。本发明的焊带焊接传输保持装置可以确保传输过程中焊带的固定保持,避免位移造成传输定位不准和焊接接触不良。