
一种水平旋转料斗系统.pdf

波峻****99

1/7
2/7
3/7
4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种水平旋转料斗系统.pdf
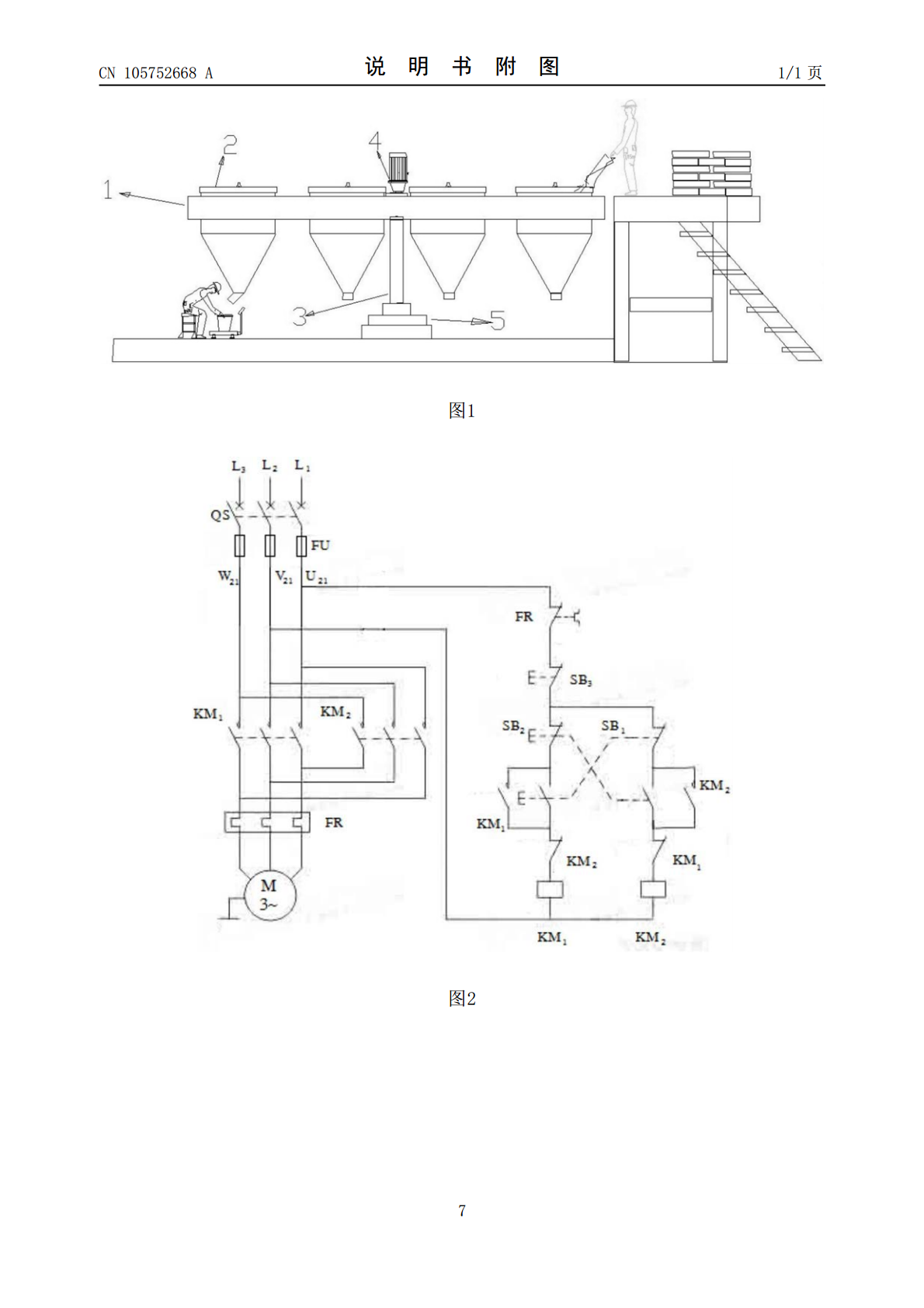
本发明提供了一种水平旋转料斗系统,包括立柱、动力装置、料盘及若干料斗,所述立柱竖立在地面上,所述料盘水平安装在立柱上,所述动力装置通过齿轮组件与料盘或立柱配合,所述若干料斗均安装在所述料盘上,当所述料盘与立柱固定连接时,所述动力装置通过齿轮组件带动立柱旋转,从而带动料盘旋转,进而使若干料斗在水平面上做圆周运动;当所述料盘与立柱活动连接时,所述动力装置通过齿轮组件直接带动料盘旋转,从而使若干料斗在水平面上做圆周运动。本发明通过若干料斗在水平面上做圆周运动,使工作人员能够在同一位置获取不同原料,减少称量和物料
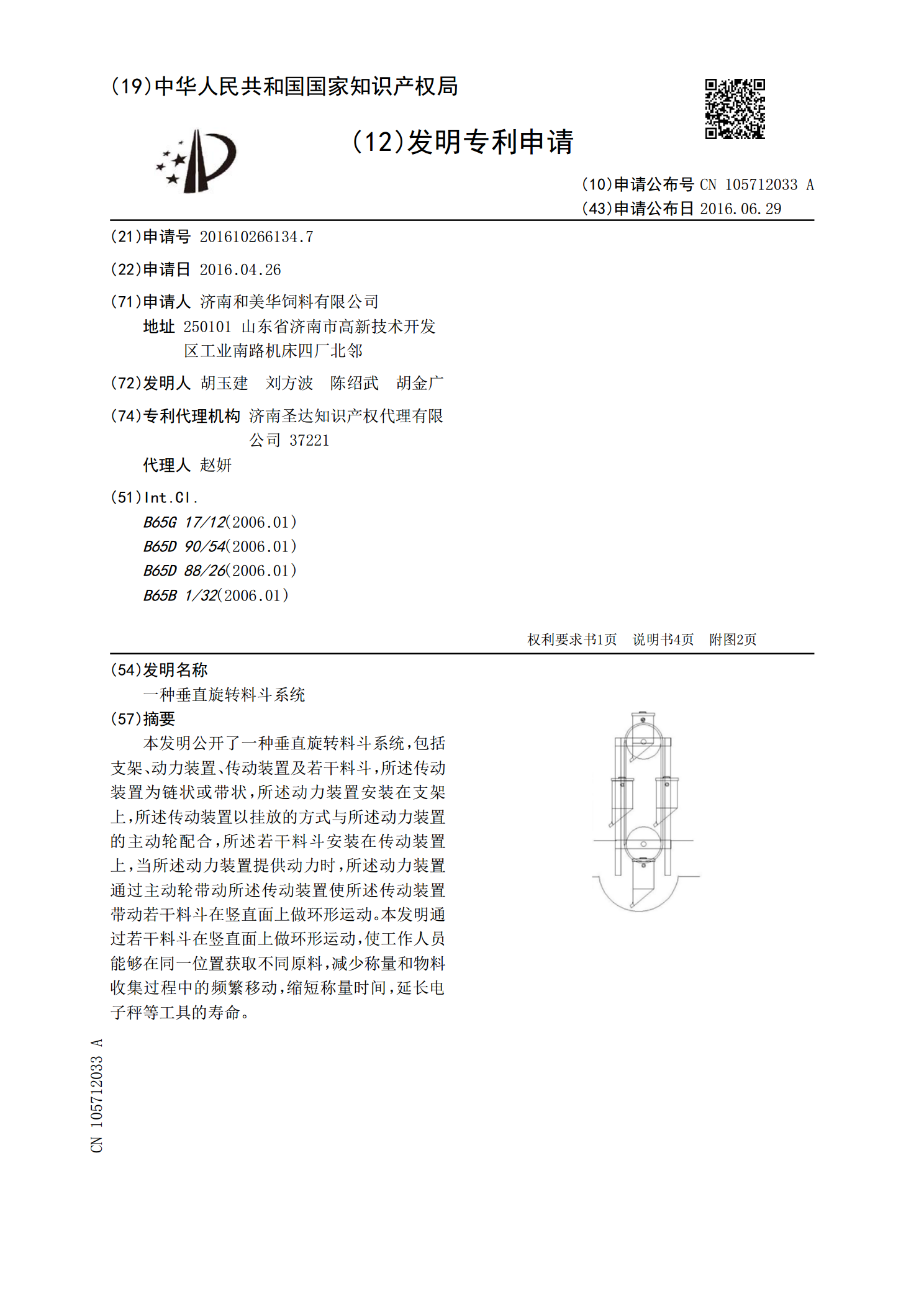
一种垂直旋转料斗系统.pdf
本发明公开了一种垂直旋转料斗系统,包括支架、动力装置、传动装置及若干料斗,所述传动装置为链状或带状,所述动力装置安装在支架上,所述传动装置以挂放的方式与所述动力装置的主动轮配合,所述若干料斗安装在传动装置上,当所述动力装置提供动力时,所述动力装置通过主动轮带动所述传动装置使所述传动装置带动若干料斗在竖直面上做环形运动。本发明通过若干料斗在竖直面上做环形运动,使工作人员能够在同一位置获取不同原料,减少称量和物料收集过程中的频繁移动,缩短称量时间,延长电子秤等工具的寿命。
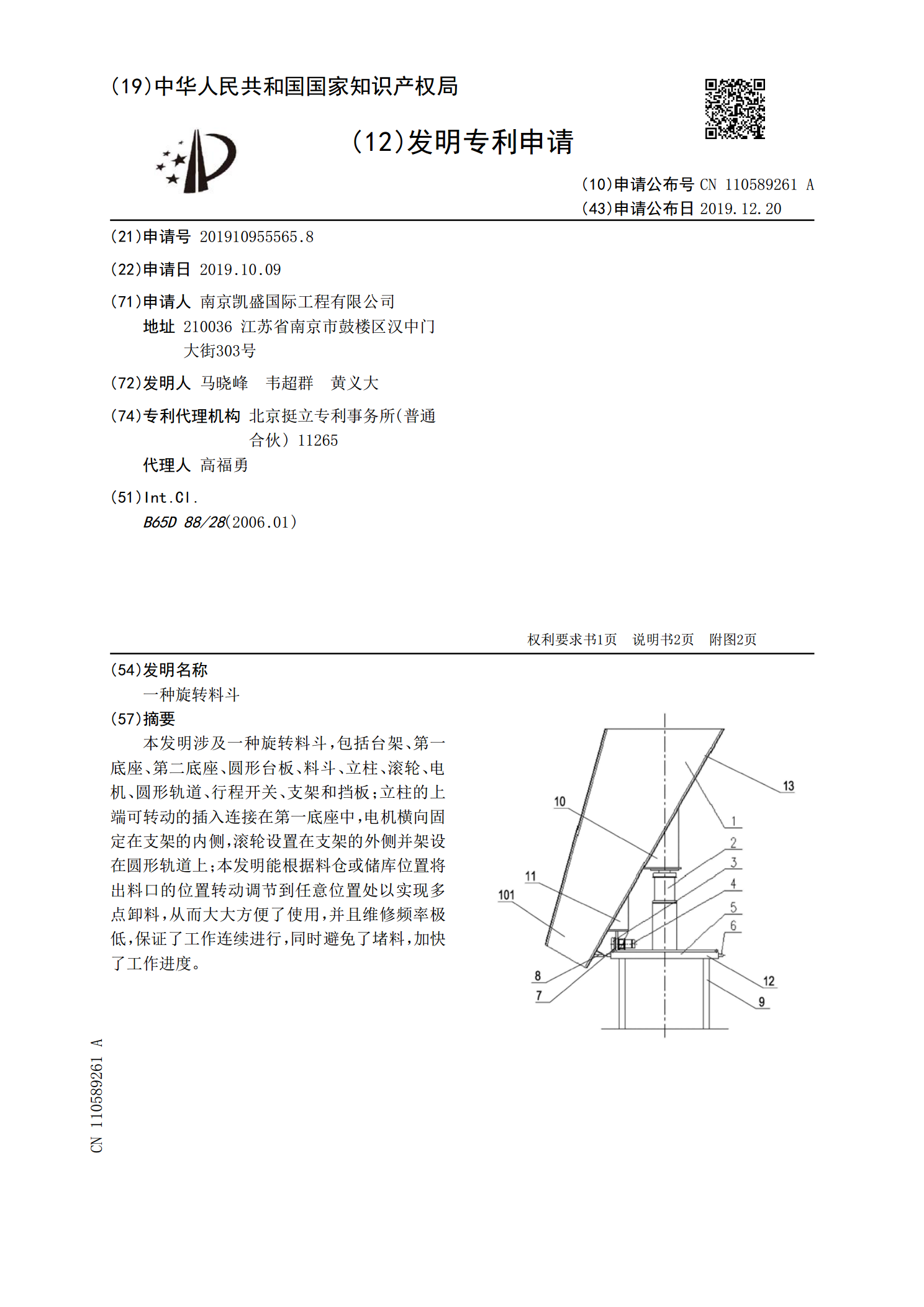
一种旋转料斗.pdf
本发明涉及一种旋转料斗,包括台架、第一底座、第二底座、圆形台板、料斗、立柱、滚轮、电机、圆形轨道、行程开关、支架和挡板;立柱的上端可转动的插入连接在第一底座中,电机横向固定在支架的内侧,滚轮设置在支架的外侧并架设在圆形轨道上;本发明能根据料仓或储库位置将出料口的位置转动调节到任意位置处以实现多点卸料,从而大大方便了使用,并且维修频率极低,保证了工作连续进行,同时避免了堵料,加快了工作进度。
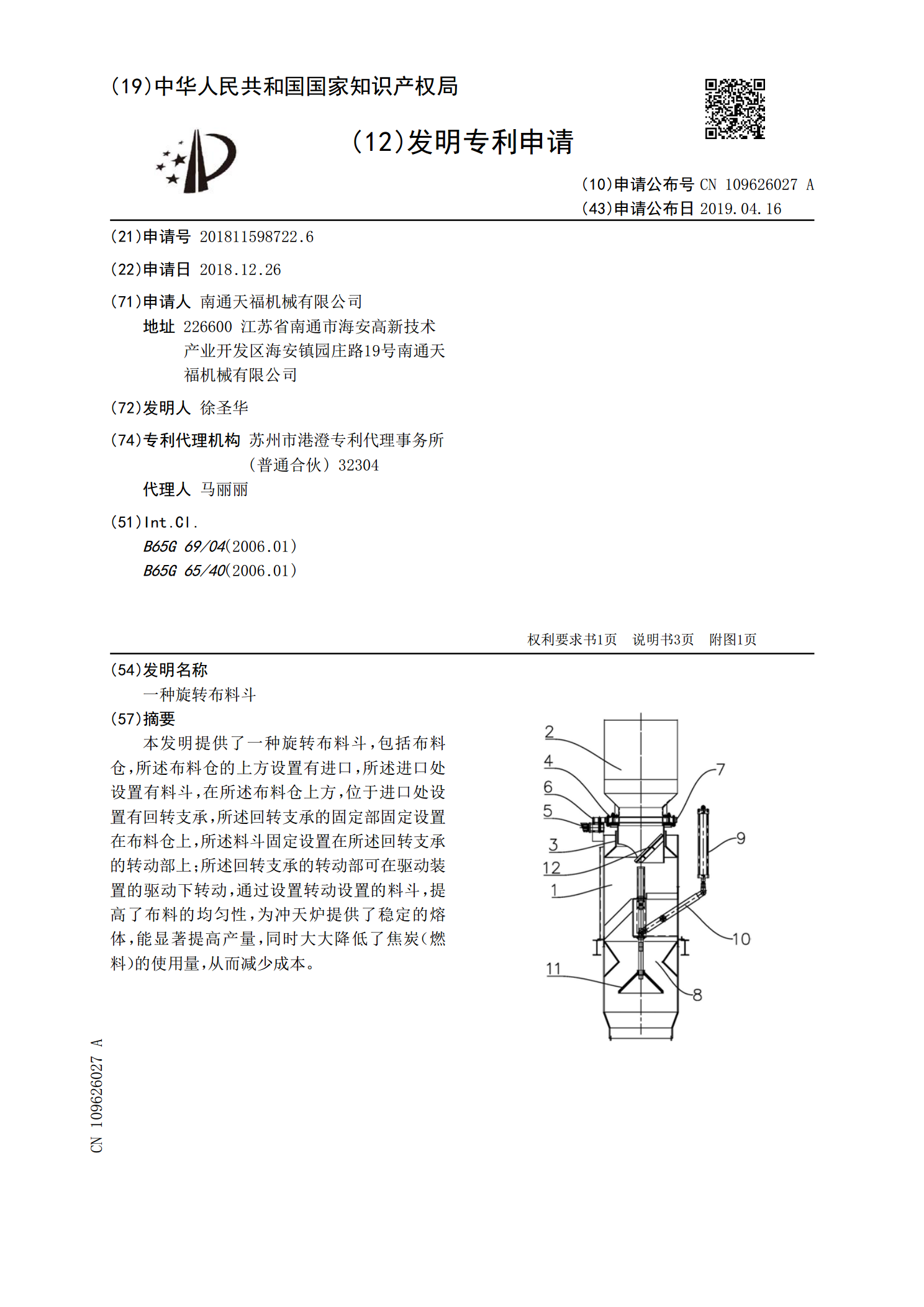
一种旋转布料斗.pdf
本发明提供了一种旋转布料斗,包括布料仓,所述布料仓的上方设置有进口,所述进口处设置有料斗,在所述布料仓上方,位于进口处设置有回转支承,所述回转支承的固定部固定设置在布料仓上,所述料斗固定设置在所述回转支承的转动部上;所述回转支承的转动部可在驱动装置的驱动下转动,通过设置转动设置的料斗,提高了布料的均匀性,为冲天炉提供了稳定的熔体,能显著提高产量,同时大大降低了焦炭(燃料)的使用量,从而减少成本。
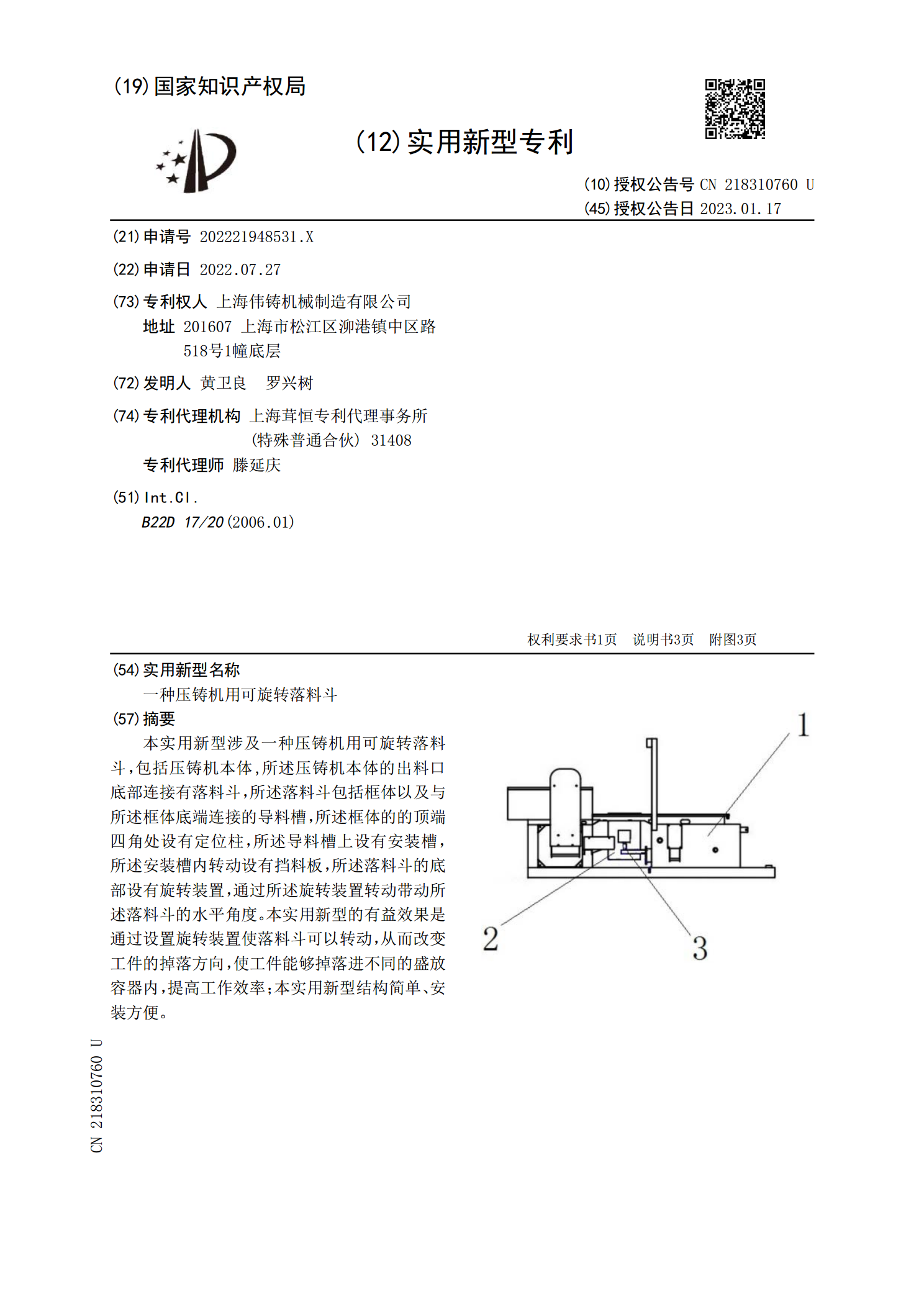
一种压铸机用可旋转落料斗.pdf
本实用新型涉及一种压铸机用可旋转落料斗,包括压铸机本体,所述压铸机本体的出料口底部连接有落料斗,所述落料斗包括框体以及与所述框体底端连接的导料槽,所述框体的的顶端四角处设有定位柱,所述导料槽上设有安装槽,所述安装槽内转动设有挡料板,所述落料斗的底部设有旋转装置,通过所述旋转装置转动带动所述落料斗的水平角度。本实用新型的有益效果是通过设置旋转装置使落料斗可以转动,从而改变工件的掉落方向,使工件能够掉落进不同的盛放容器内,提高工作效率;本实用新型结构简单、安装方便。