
一种圆柱形滚子曲率半径的测量方法.pdf

新槐****公主


1/9

2/9

3/9
4/9
5/9
6/9
7/9

8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种圆柱形滚子曲率半径的测量方法.pdf
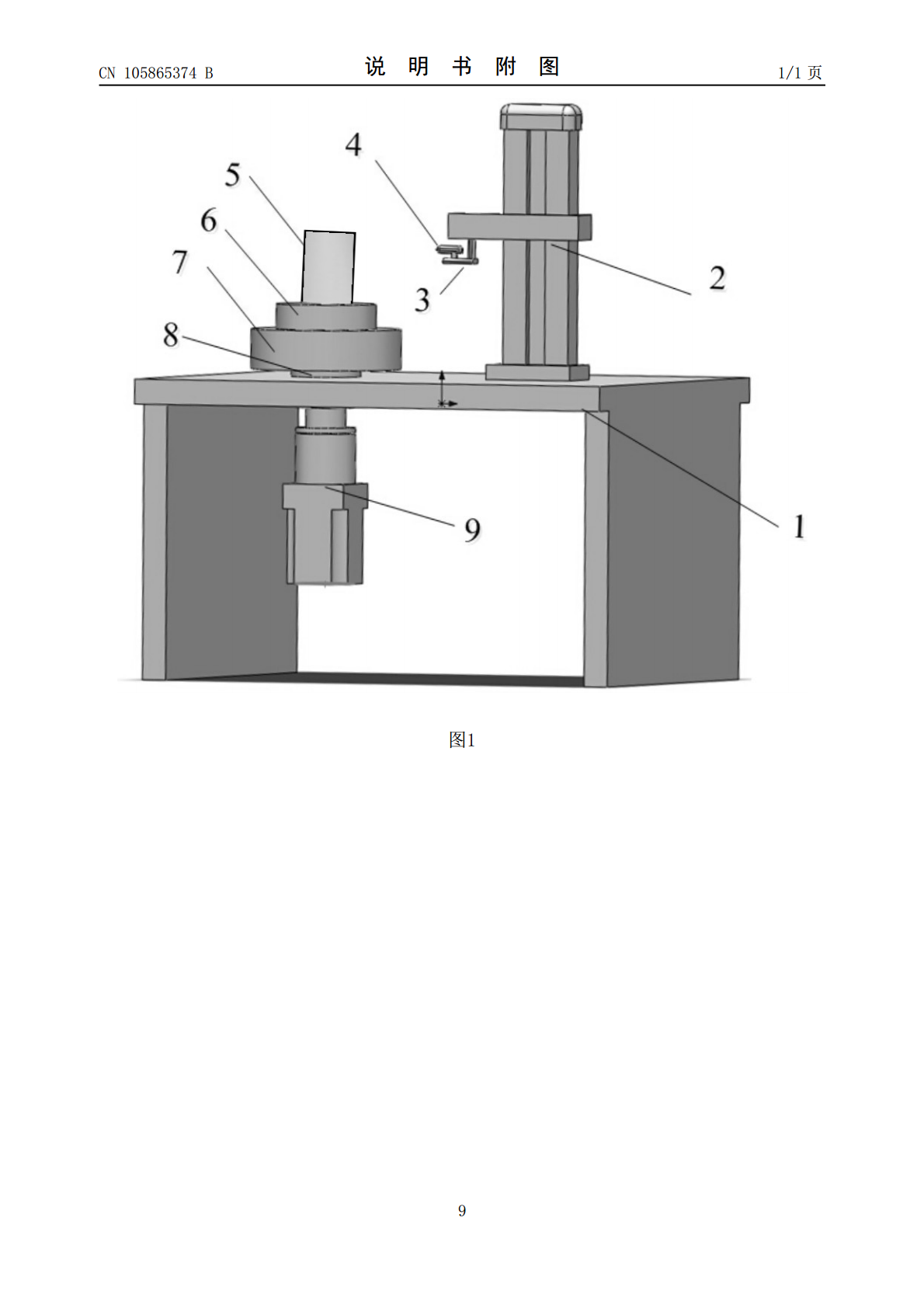
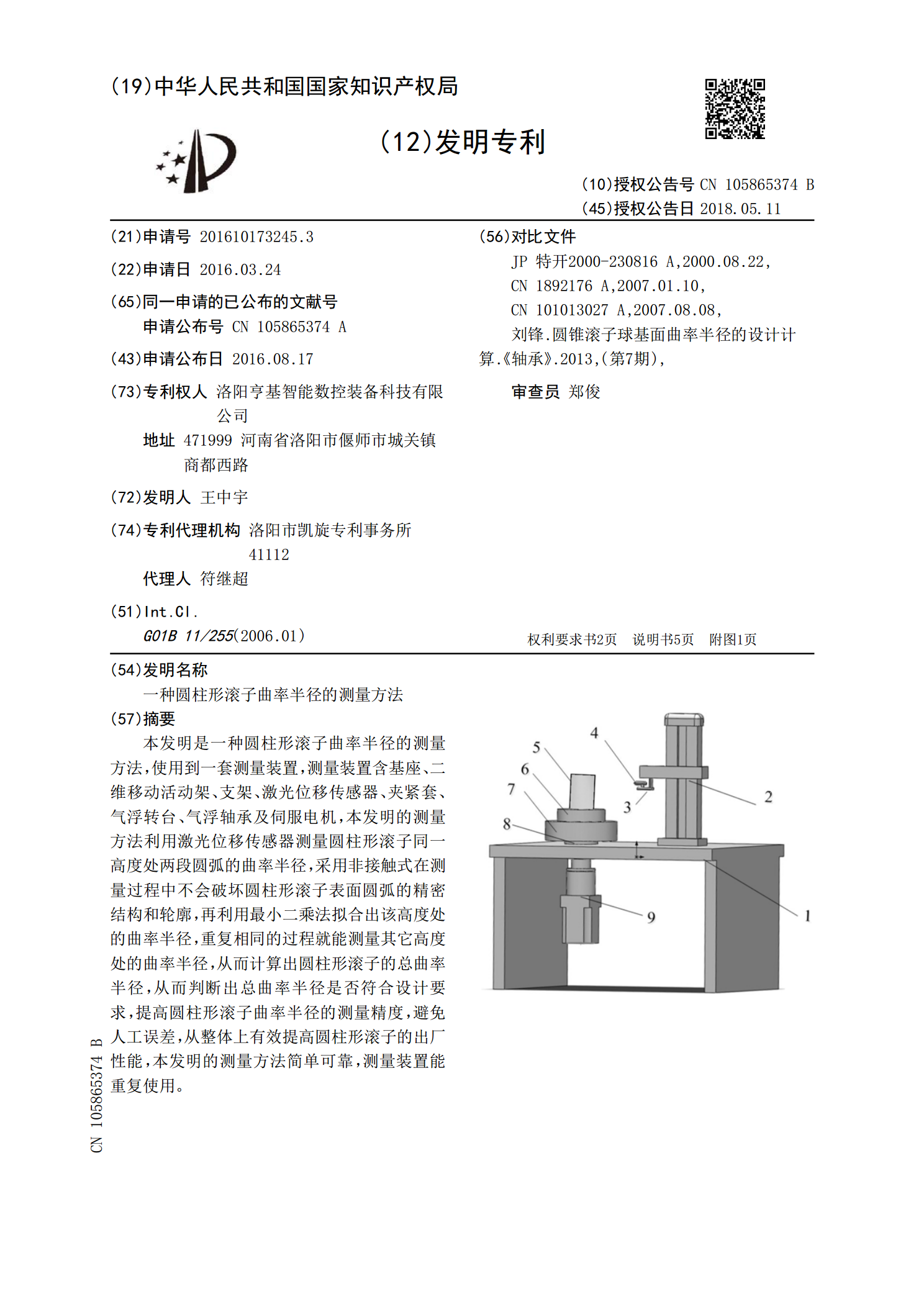
本发明是一种圆柱形滚子曲率半径的测量方法,使用到一套测量装置,测量装置含基座、二维移动活动架、支架、激光位移传感器、夹紧套、气浮转台、气浮轴承及伺服电机,本发明的测量方法利用激光位移传感器测量圆柱形滚子同一高度处两段圆弧的曲率半径,采用非接触式在测量过程中不会破坏圆柱形滚子表面圆弧的精密结构和轮廓,再利用最小二乘法拟合出该高度处的曲率半径,重复相同的过程就能测量其它高度处的曲率半径,从而计算出圆柱形滚子的总曲率半径,从而判断出总曲率半径是否符合设计要求,提高圆柱形滚子曲率半径的测量精度,避免人工误差,从整
一种圆锥滚子曲率半径的测量方法.pdf
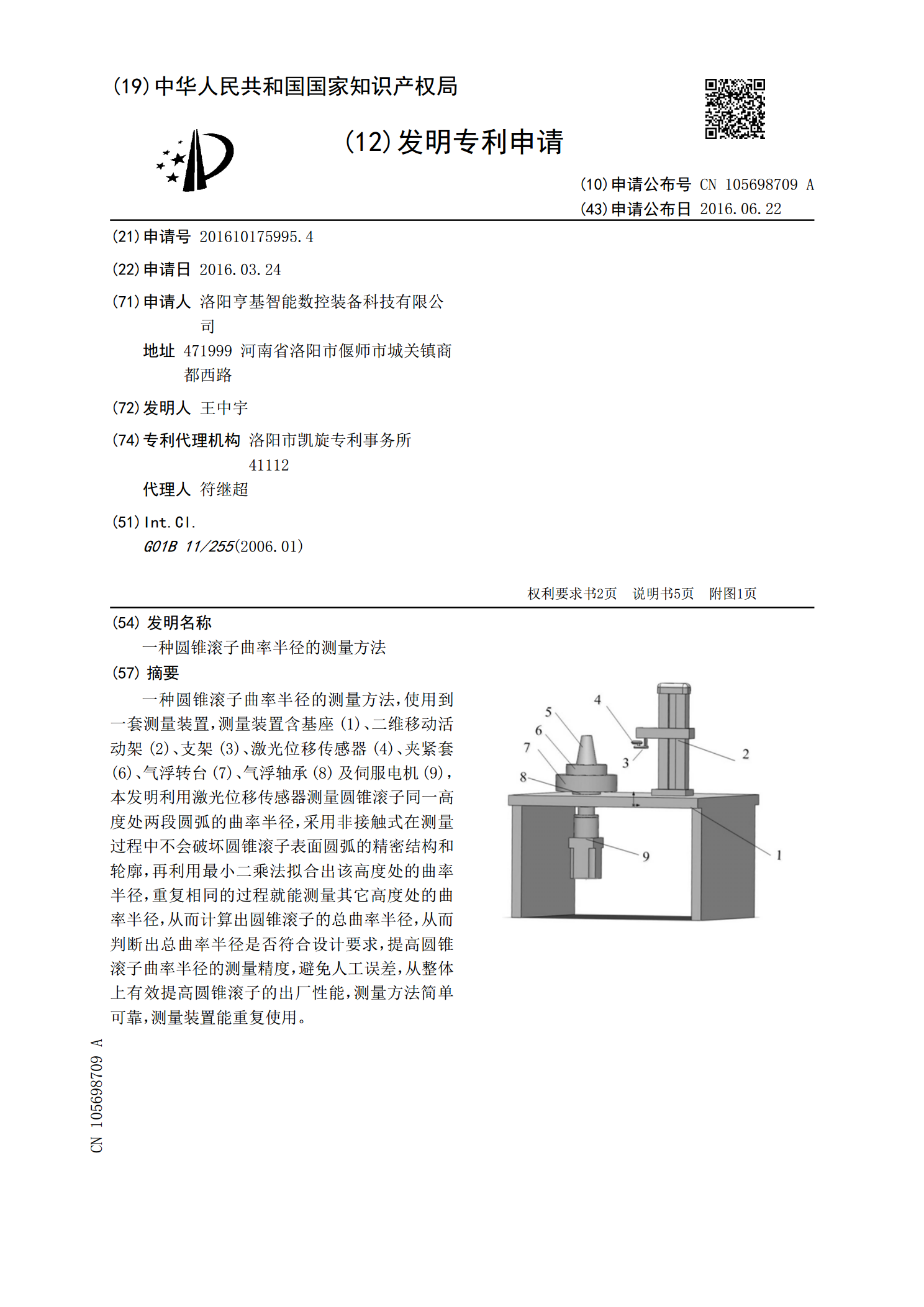
一种圆锥滚子曲率半径的测量方法,使用到一套测量装置,测量装置含基座(1)、二维移动活动架(2)、支架(3)、激光位移传感器(4)、夹紧套(6)、气浮转台(7)、气浮轴承(8)及伺服电机(9),本发明利用激光位移传感器测量圆锥滚子同一高度处两段圆弧的曲率半径,采用非接触式在测量过程中不会破坏圆锥滚子表面圆弧的精密结构和轮廓,再利用最小二乘法拟合出该高度处的曲率半径,重复相同的过程就能测量其它高度处的曲率半径,从而计算出圆锥滚子的总曲率半径,从而判断出总曲率半径是否符合设计要求,提高圆锥滚子曲率半径的测量精度
一种大曲率半径测量专用装置及测量方法.pdf
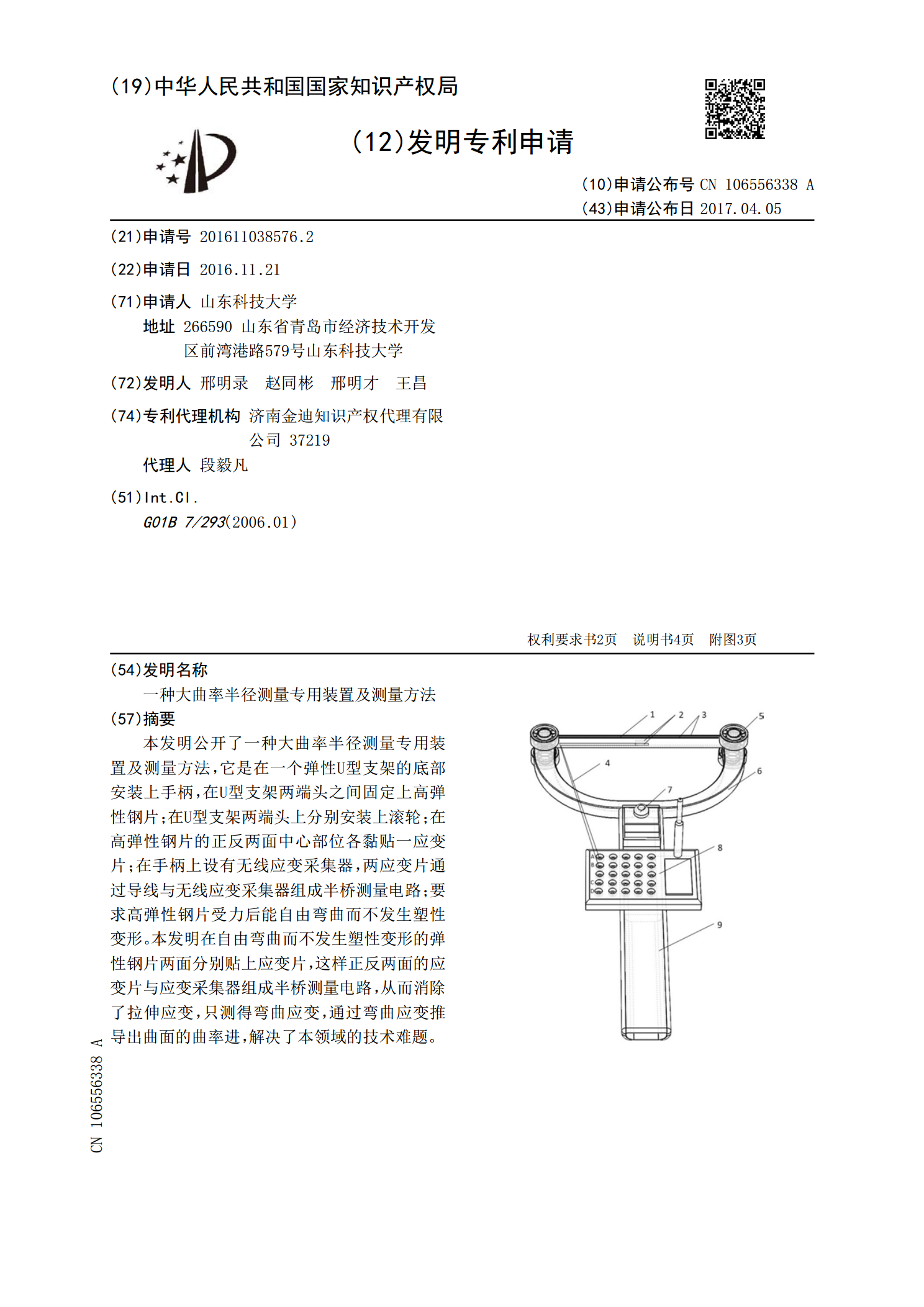
本发明公开了一种大曲率半径测量专用装置及测量方法,它是在一个弹性U型支架的底部安装上手柄,在U型支架两端头之间固定上高弹性钢片;在U型支架两端头上分别安装上滚轮;在高弹性钢片的正反两面中心部位各黏贴一应变片;在手柄上设有无线应变采集器,两应变片通过导线与无线应变采集器组成半桥测量电路;要求高弹性钢片受力后能自由弯曲而不发生塑性变形。本发明在自由弯曲而不发生塑性变形的弹性钢片两面分别贴上应变片,这样正反两面的应变片与应变采集器组成半桥测量电路,从而消除了拉伸应变,只测得弯曲应变,通过弯曲应变推导出曲面的曲率

光学球面曲率半径测量方法比较.docx
光学球面曲率半径测量方法比较光学球面曲率半径的测量方法是光学测量中的一个重要方向。在光学制造、光学检验、景深分析等领域,都需要对光学球面曲率半径进行测量和分析。不同的测量方法在精度、使用范围、测量成本等方面存在差异,本文将比较传统的梳状干涉法和近年来的相位控制法,探讨它们各自的优缺点以及应用范围。一、梳状干涉法梳状干涉法是一种重要的光学测试方法,适用于测量高精度光学曲面的曲率半径。该方法是通过使不同波长的光经过同一光路后,形成多条干涉条纹,从而测量光学曲面半径。梳状干涉法已经成为了光学曲率半径测量中的基准

一种基于圆锥滚子球基面曲率半径的无磁贯穿式磨床.pdf
本发明公开了一种基于圆锥滚子球基面曲率半径的无磁贯穿式磨床,该磨床包括床身部、砂轮架部、右导轮部、左导轮部、工装部;所述砂轮架部上设有砂轮,右导轮部设有右导轮轴、被动轴;左导轮部上设有左导轮轴;工装部上设有左刀盘座、左刀盘、隔离盘、右刀盘;所述床身部上设有弧形的滑槽,所述砂轮架部沿弧形滑槽滑动。由于采用上述结构,当磨削圆锥滚子球基面时,实现了曲率半径连续可调性,改变了用多大直径的隔离盘磨削多大曲率半径的滚子球基面的局限性,在加工大曲率半径的滚子球基面时,可以选用比其半径小的隔离盘,解决了大直径隔离盘磨削时