
灯泡贯流式水轮机主轴和转轮现场铰孔装置.pdf

思洁****爱吗


1/9

2/9

3/9

4/9

5/9

6/9
7/9

8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
灯泡贯流式水轮机主轴和转轮现场铰孔装置.pdf
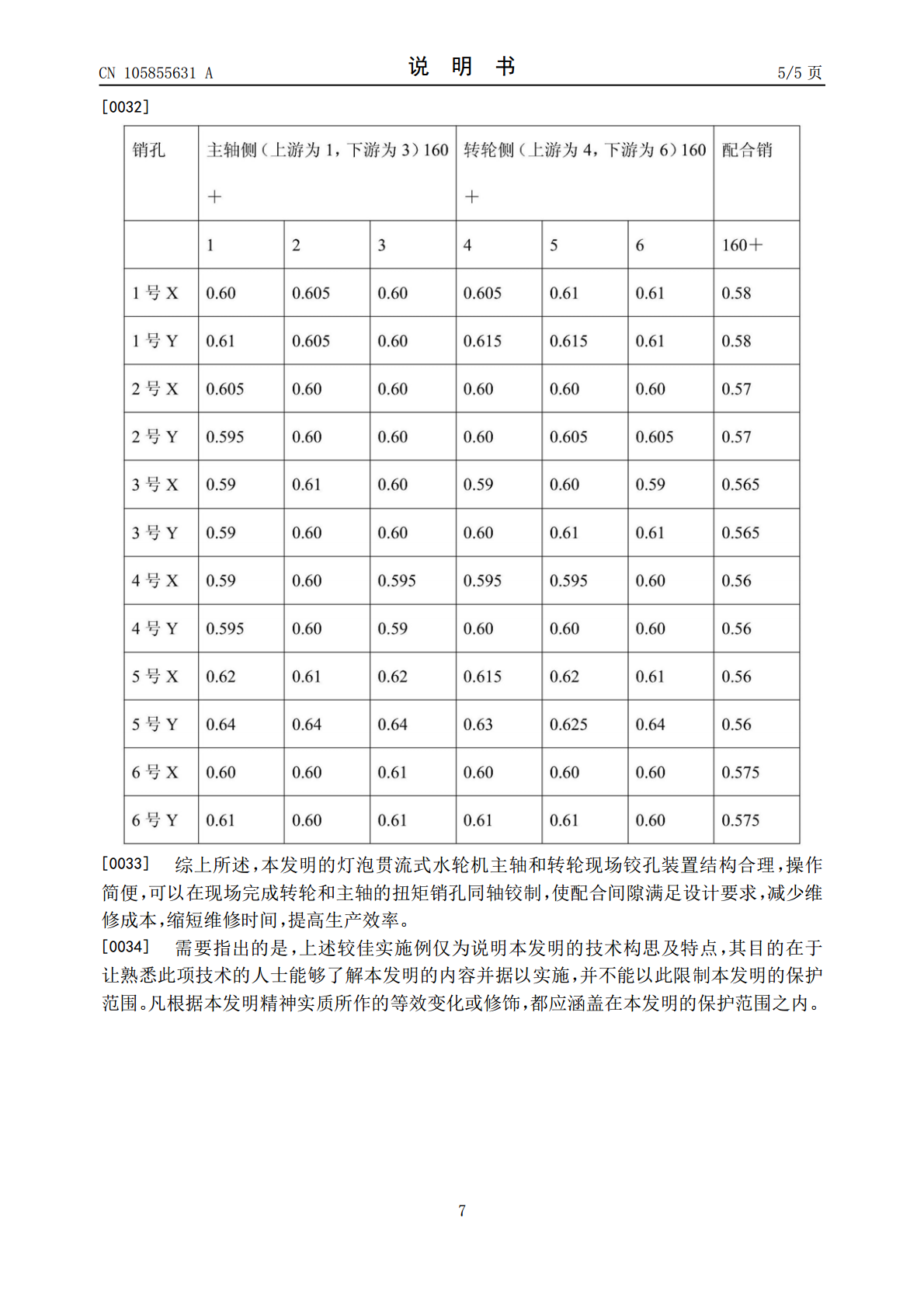
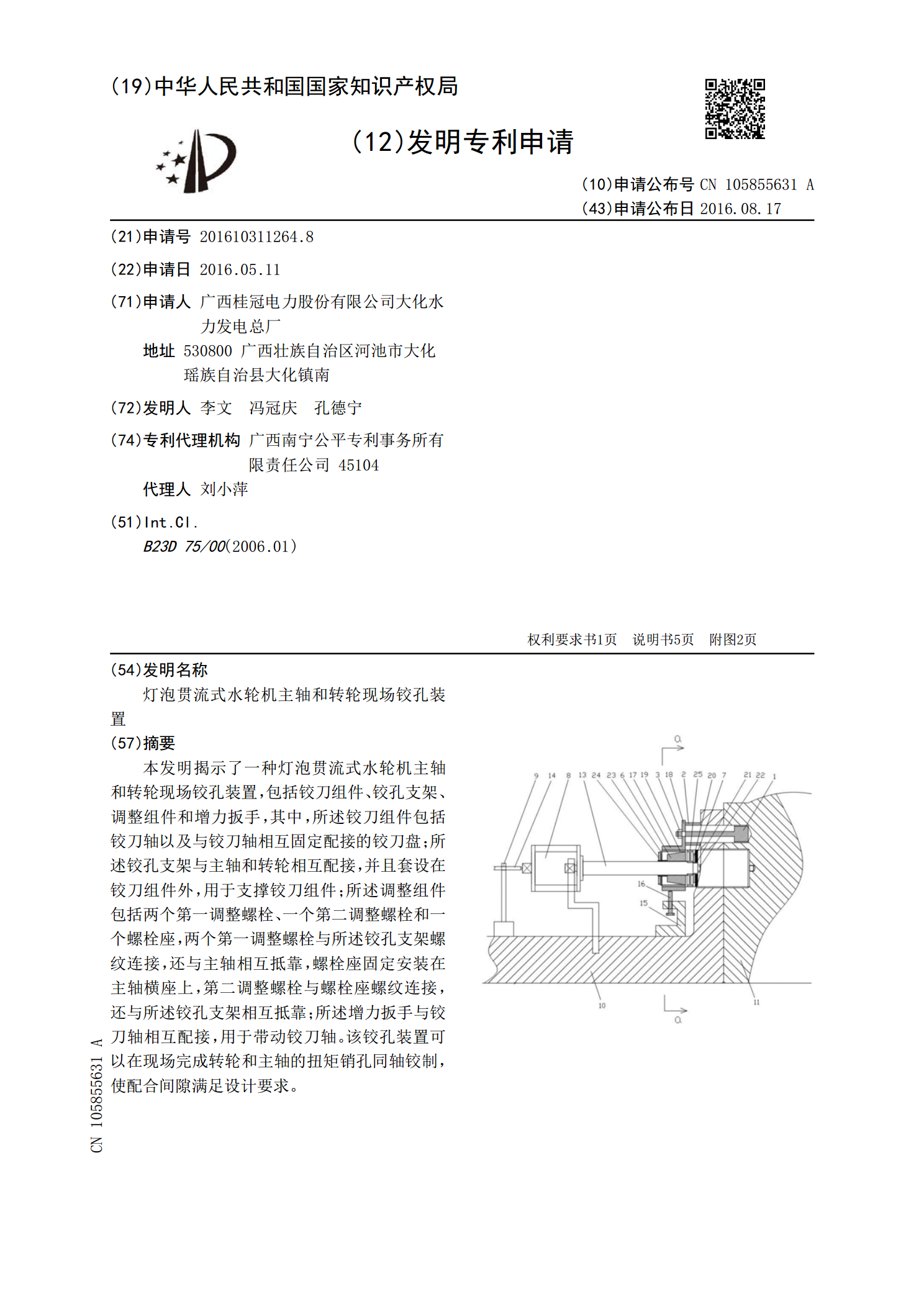
本发明揭示了一种灯泡贯流式水轮机主轴和转轮现场铰孔装置,包括铰刀组件、铰孔支架、调整组件和增力扳手,其中,所述铰刀组件包括铰刀轴以及与铰刀轴相互固定配接的铰刀盘;所述铰孔支架与主轴和转轮相互配接,并且套设在铰刀组件外,用于支撑铰刀组件;所述调整组件包括两个第一调整螺栓、一个第二调整螺栓和一个螺栓座,两个第一调整螺栓与所述铰孔支架螺纹连接,还与主轴相互抵靠,螺栓座固定安装在主轴横座上,第二调整螺栓与螺栓座螺纹连接,还与所述铰孔支架相互抵靠;所述增力扳手与铰刀轴相互配接,用于带动铰刀轴。该铰孔装置可以在现场完

表315灯泡贯流式水轮机主轴及转轮安装.doc
水利水电工程表3.15灯泡贯流式水轮机主轴及转轮安装单元工程质量评定表·····················装···················订···················线·························单位工程名称单元工程量分部工程名称施工单位单元工程名称、部位检验日期年月日项次检查项目允许偏差(mm)实测值(mm)结论合格优良1△转轮耐压及动作试验符合“规范”第3.2.6条要求2转轮与主轴法兰组合缝间隙0.050.043受油器同轴度固定瓦不超过0.10小于0.1
一种灯泡贯流式机组水轮机转轮室.pdf
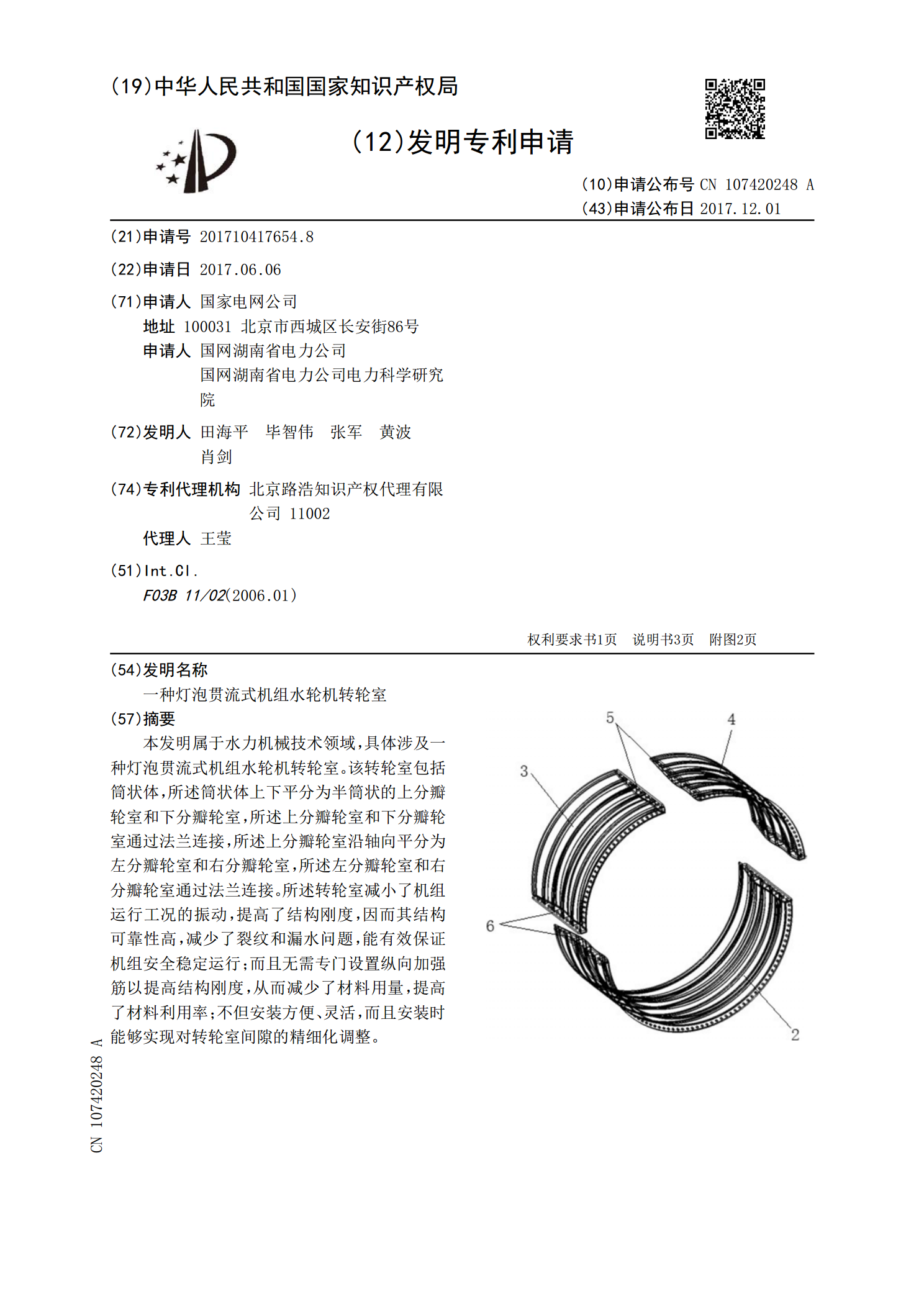
本发明属于水力机械技术领域,具体涉及一种灯泡贯流式机组水轮机转轮室。该转轮室包括筒状体,所述筒状体上下平分为半筒状的上分瓣轮室和下分瓣轮室,所述上分瓣轮室和下分瓣轮室通过法兰连接,所述上分瓣轮室沿轴向平分为左分瓣轮室和右分瓣轮室,所述左分瓣轮室和右分瓣轮室通过法兰连接。所述转轮室减小了机组运行工况的振动,提高了结构刚度,因而其结构可靠性高,减少了裂纹和漏水问题,能有效保证机组安全稳定运行;而且无需专门设置纵向加强筋以提高结构刚度,从而减少了材料用量,提高了材料利用率;不但安装方便、灵活,而且安装时能够实现

大型灯泡贯流式水轮机转轮技术改造研究.docx
大型灯泡贯流式水轮机转轮技术改造研究引言:水力发电作为一种环保清洁的能源,近年来得到了广泛的关注和应用。贯流式水轮机作为一种常见的水力发电装置,其转轮的设计和制造技术至关重要。而大型灯泡贯流式水轮机作为新技术应用,对于提高水轮机的效率和性能具有重要意义。因此,本文将以大型灯泡贯流式水轮机转轮技术改造研究为主题,探讨其技术特点和应用前景。一、大型灯泡贯流式水轮机的技术特点1.新型的机身结构:大型灯泡贯流式水轮机的机身结构与传统贯流式水轮机有所差异。其机身更加复杂,充满了异形的轮廓。同时,为了降低水轮机与水之
双转轮的贯流式水轮机.pdf
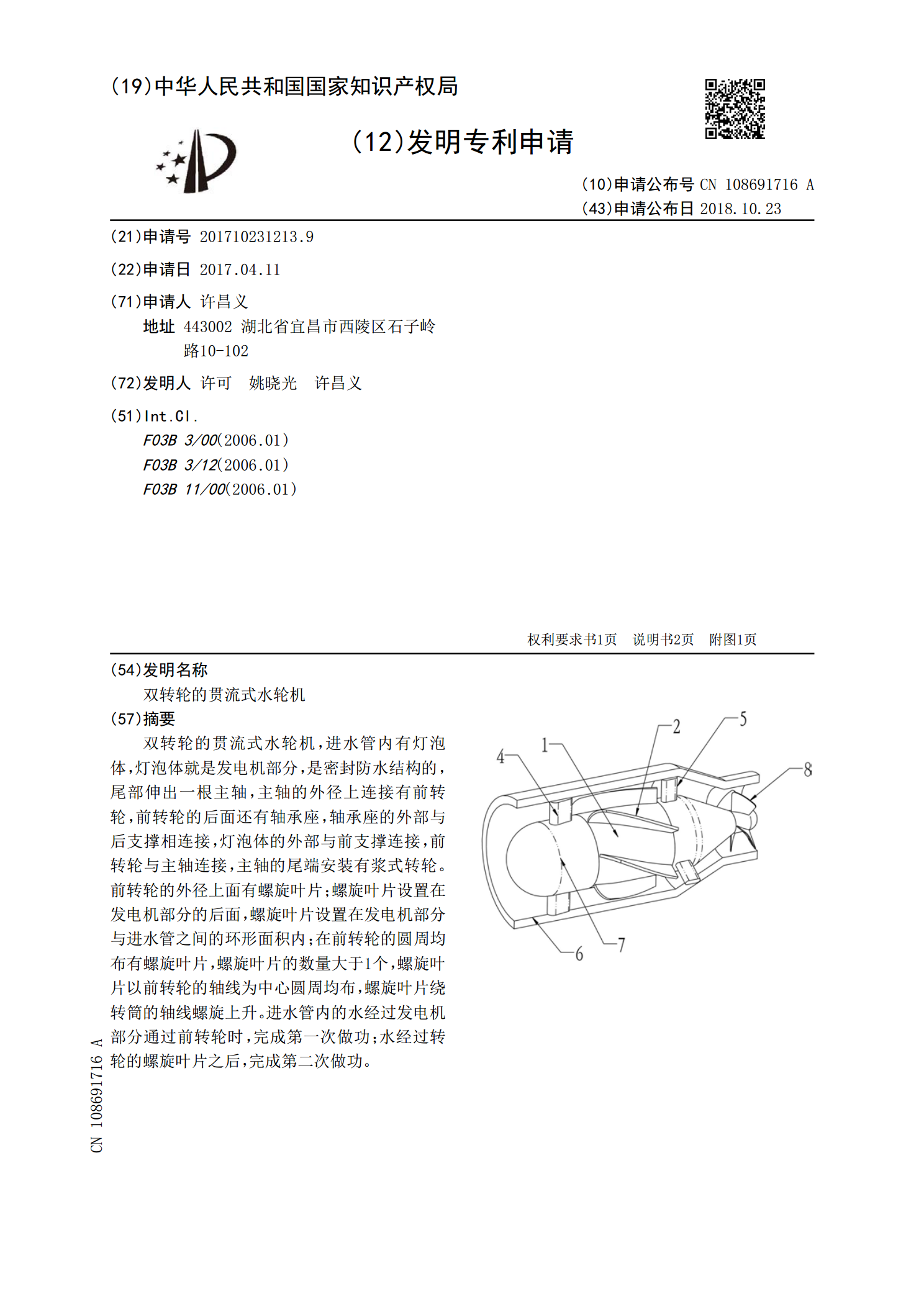
双转轮的贯流式水轮机,进水管内有灯泡体,灯泡体就是发电机部分,是密封防水结构的,尾部伸出一根主轴,主轴的外径上连接有前转轮,前转轮的后面还有轴承座,轴承座的外部与后支撑相连接,灯泡体的外部与前支撑连接,前转轮与主轴连接,主轴的尾端安装有浆式转轮。前转轮的外径上面有螺旋叶片;螺旋叶片设置在发电机部分的后面,螺旋叶片设置在发电机部分与进水管之间的环形面积内;在前转轮的圆周均布有螺旋叶片,螺旋叶片的数量大于1个,螺旋叶片以前转轮的轴线为中心圆周均布,螺旋叶片绕转筒的轴线螺旋上升。进水管内的水经过发电机部分通过前