
一种矿用无极绳调速机械绞车的装配工艺.pdf

一吃****昕靓

1/10

2/10

3/10
4/10
5/10
6/10
7/10

8/10
9/10
10/10
亲,该文档总共15页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种矿用无极绳调速机械绞车的装配工艺.pdf
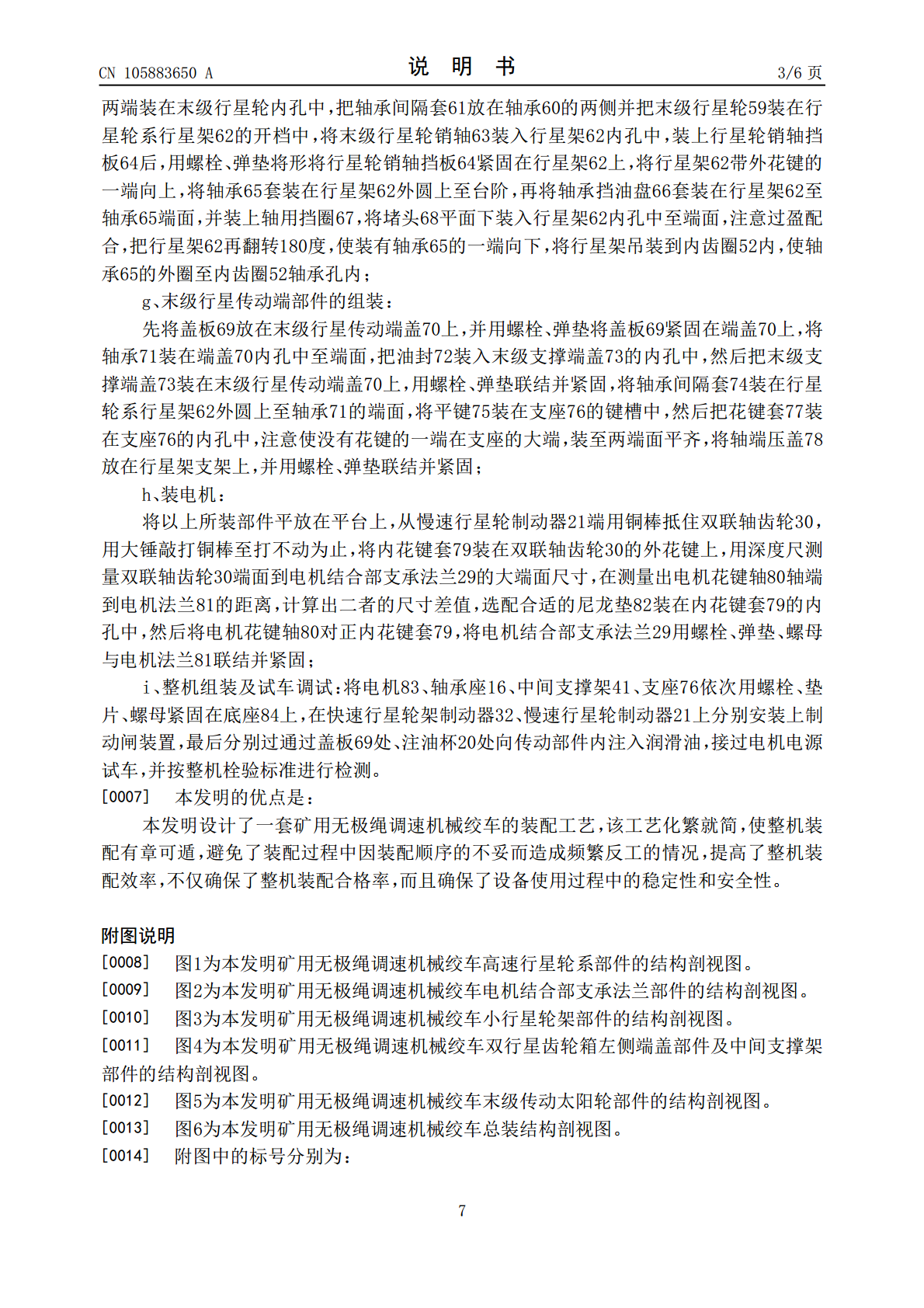
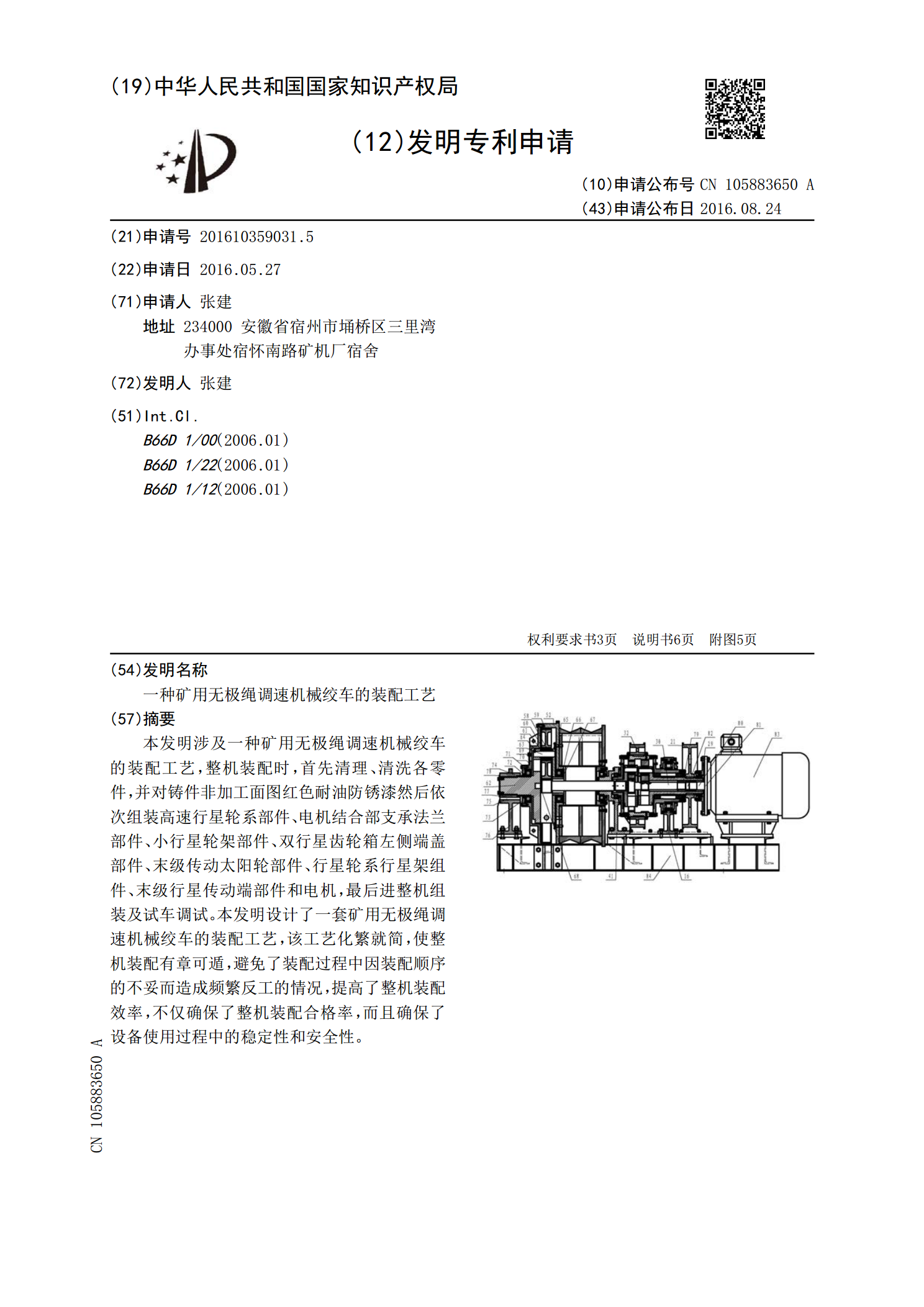
本发明涉及一种矿用无极绳调速机械绞车的装配工艺,整机装配时,首先清理、清洗各零件,并对铸件非加工面图红色耐油防锈漆然后依次组装高速行星轮系部件、电机结合部支承法兰部件、小行星轮架部件、双行星齿轮箱左侧端盖部件、末级传动太阳轮部件、行星轮系行星架组件、末级行星传动端部件和电机,最后进整机组装及试车调试。本发明设计了一套矿用无极绳调速机械绞车的装配工艺,该工艺化繁就简,使整机装配有章可遁,避免了装配过程中因装配顺序的不妥而造成频繁反工的情况,提高了整机装配效率,不仅确保了整机装配合格率,而且确保了设备使用过程

矿用无极绳调速机械绞车系统.pdf
本发明涉及矿用运输设备领域,尤其是一种矿用无极绳调速机械绞车系统。其包括无极绳绞车、钢丝绳、张紧装置、梭车、轨道、托绳轮、压绳轮和尾轮,无极绳绞车、张紧装置、梭车、托绳轮、压绳轮和尾轮从右往左,通过钢丝绳依次连接,梭车设置在轨道上。无极绳绞车采用电机制动,机械传动。采用机械传动方式,结构紧凑,操作方便,安装简单,大大提高了工人可操作性和设备可靠性,减轻了作业人员的劳动强度,同时大大降低了管理人员的难度和设备使用的事故率。

一种无极绳调速机械绞车调速机构.pdf
本发明公开了一种无极绳调速机械绞车调速机构,包括调速绞车的主电机和工作卷筒,主电机和工作卷筒之间安装有两级行星机构,所述的工作卷筒内安装有高速支架和双联内齿轮,所述的高速支架和双联内齿轮上均安装有一套制动装置,高速支架上的制动装置放开时,则高速行机构工作,这时所述的两级行星机构为一级行星机构工作,作为快速;当高速支架的制动装置抱死、双联内齿轮放开时,两级行星机构同时工作,作为慢速。本发明的效果:结构简单,成本低廉,工艺性强,减少了设备故障,提高了调备的使用寿命。
一种矿用无极绳绞车.pdf
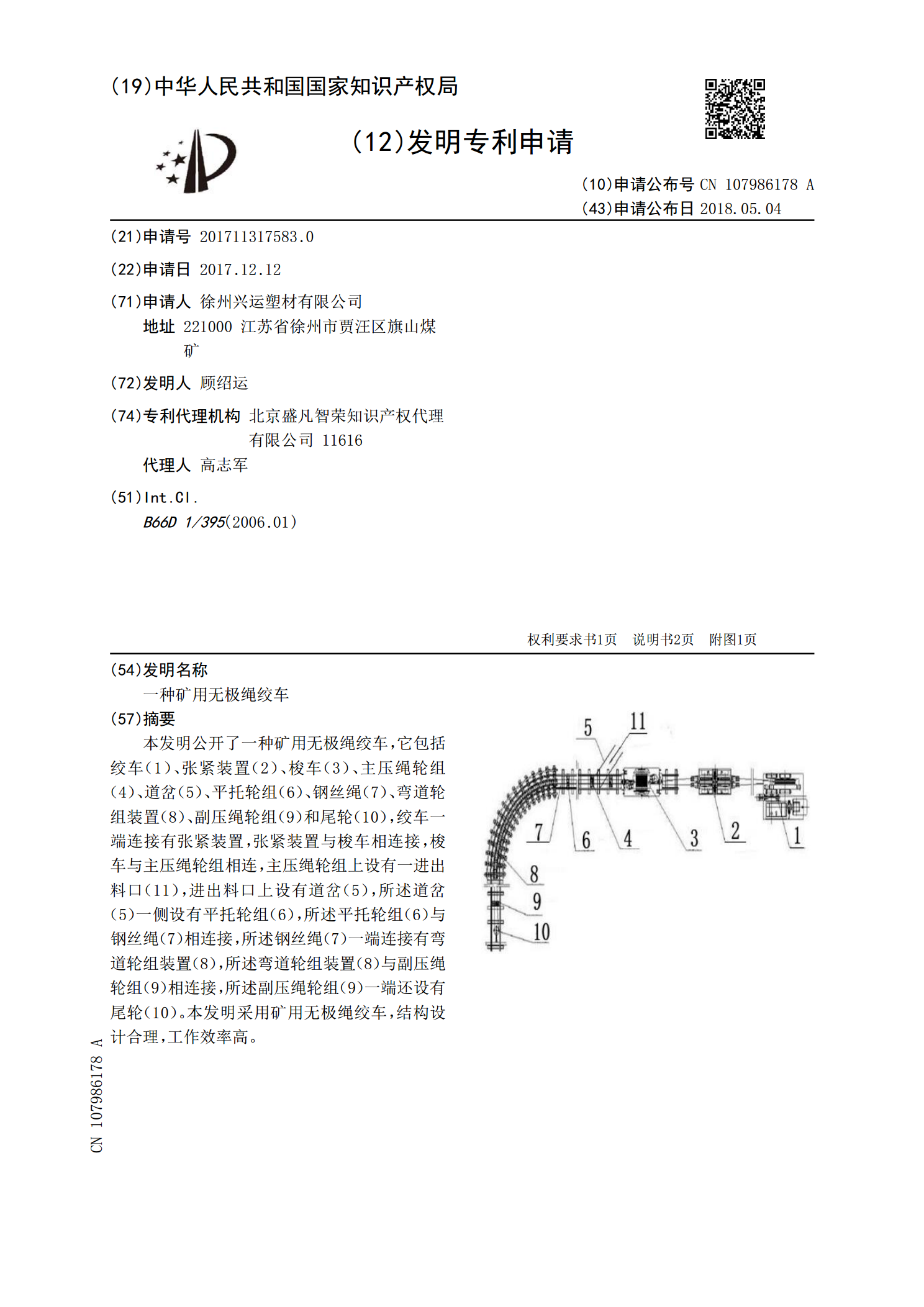
本发明公开了一种矿用无极绳绞车,它包括绞车(1)、张紧装置(2)、梭车(3)、主压绳轮组(4)、道岔(5)、平托轮组(6)、钢丝绳(7)、弯道轮组装置(8)、副压绳轮组(9)和尾轮(10),绞车一端连接有张紧装置,张紧装置与梭车相连接,梭车与主压绳轮组相连,主压绳轮组上设有一进出料口(11),进出料口上设有道岔(5),所述道岔(5)一侧设有平托轮组(6),所述平托轮组(6)与钢丝绳(7)相连接,所述钢丝绳(7)一端连接有弯道轮组装置(8),所述弯道轮组装置(8)与副压绳轮组(9)相连接,所述副压绳轮组(9

一种无极绳调速机械绞车润滑系统.pdf
本发明公开了一种无极绳调速机械绞车润滑系统,包括无极绳调速机械绞车的主机系统,主机系统外边缘的各轴承盖处安装有油封,主机系统的外部各压盖平面结合处安装有青稞纸垫;所述的绞车的齿轮变速腔体的各端盖处均安装有注油杯,上述结构使绞车的主机系统内部构成润滑系统,油封、青稞纸垫和注油杯均设有多个。本发明的效果:结构简单,成本低廉,工艺性强,减少了设备故障,提高了调备的使用寿命。