
一种压实股钢丝绳的生产装置及其生产方法.pdf

一吃****新冬


1/7
2/7
3/7

4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种压实股钢丝绳的生产装置及其生产方法.pdf
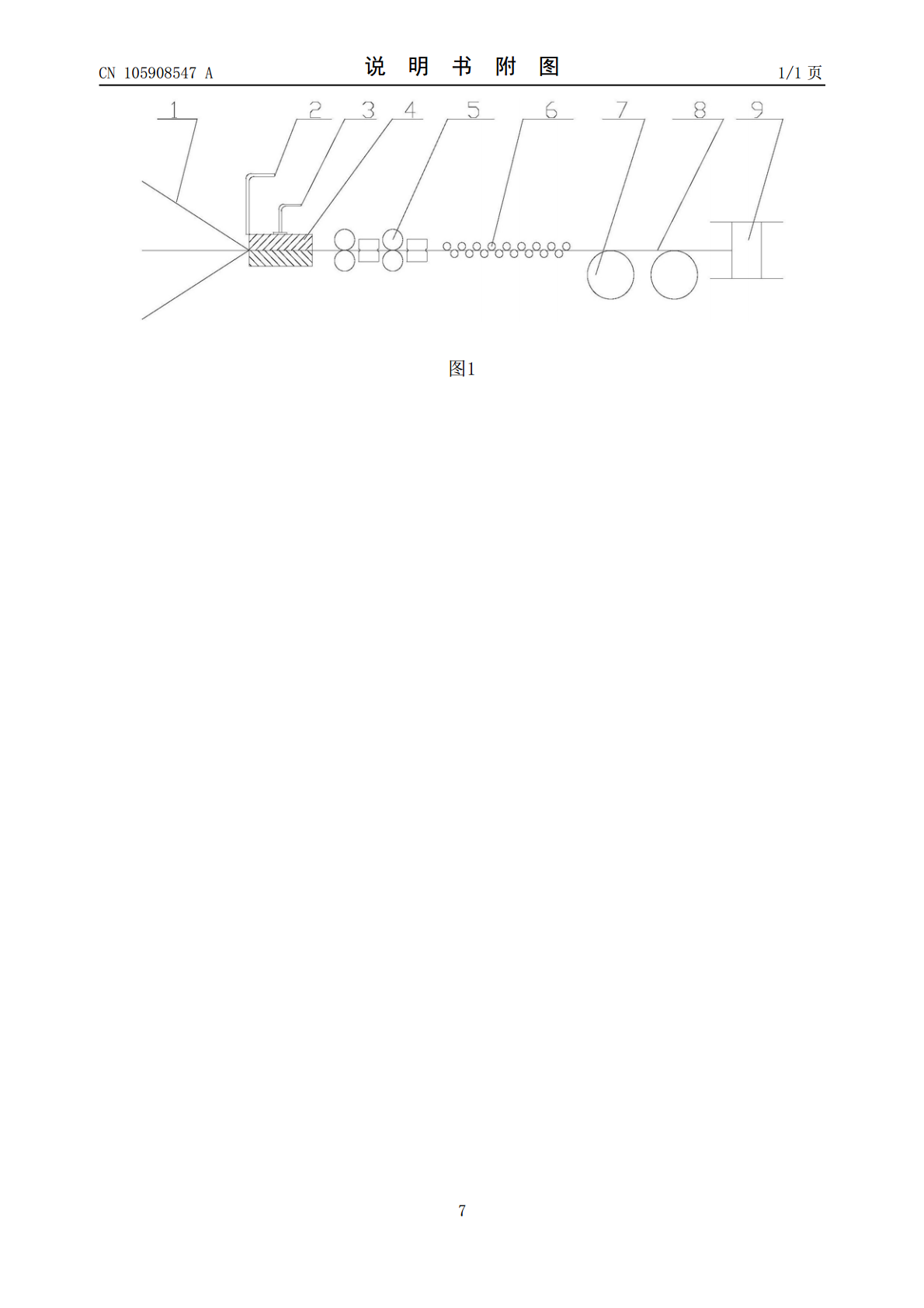
本发明公开了一种压实股钢丝绳的生产装置及其生产方法,生产装置包括依次设置的捻股装置、喷油装置、压线模、第一变形机构、第二变形机构和收线器,喷油装置设置于捻股装置的合拢口,第一变形机构包括沿钢丝绳前进方向设置的多个轧辊组;第二变形机构包括沿钢丝绳前进方向设置的多对第二变形滑轮组和第二牵引轮。本发明相较于现有技术,多个轧辊组逐步压缩变形,将钢丝绳股塑性变形;多对第二变形滑轮组将钢丝绳反复弯曲变形,从而达到消除应力的目的,生产工艺简单方便,使得各层钢丝绳股都得到充分变形,提高了钢丝绳的有效面积,钢丝绳的破断拉力

多丝复合结构压实股钢丝绳生产工艺改进.docx
多丝复合结构压实股钢丝绳生产工艺改进随着工业化进程的不断发展,各类机械和设备的应用也越来越广泛,压实股钢丝绳作为机械运输和起重领域的重要设备,其可靠性、耐用性以及强度等方面的要求也越来越高。因此,如何通过工艺改进来提高压实股钢丝绳的性能与品质,是当前需要重点研究的课题之一。一、多丝复合结构压实股钢丝绳概述多丝复合结构压实股钢丝绳是由用高强度钢丝拧制成的螺旋股和丝绳组成的,在多股绳的每层加装一组压实股绳,使其与其他各股相交织形成一种复合结构的钢绳。这种钢绳不仅机械强度高,而且重量轻,因此具有广泛的应用前景。
一种纸箱生产用压合装置及其压合方法.pdf
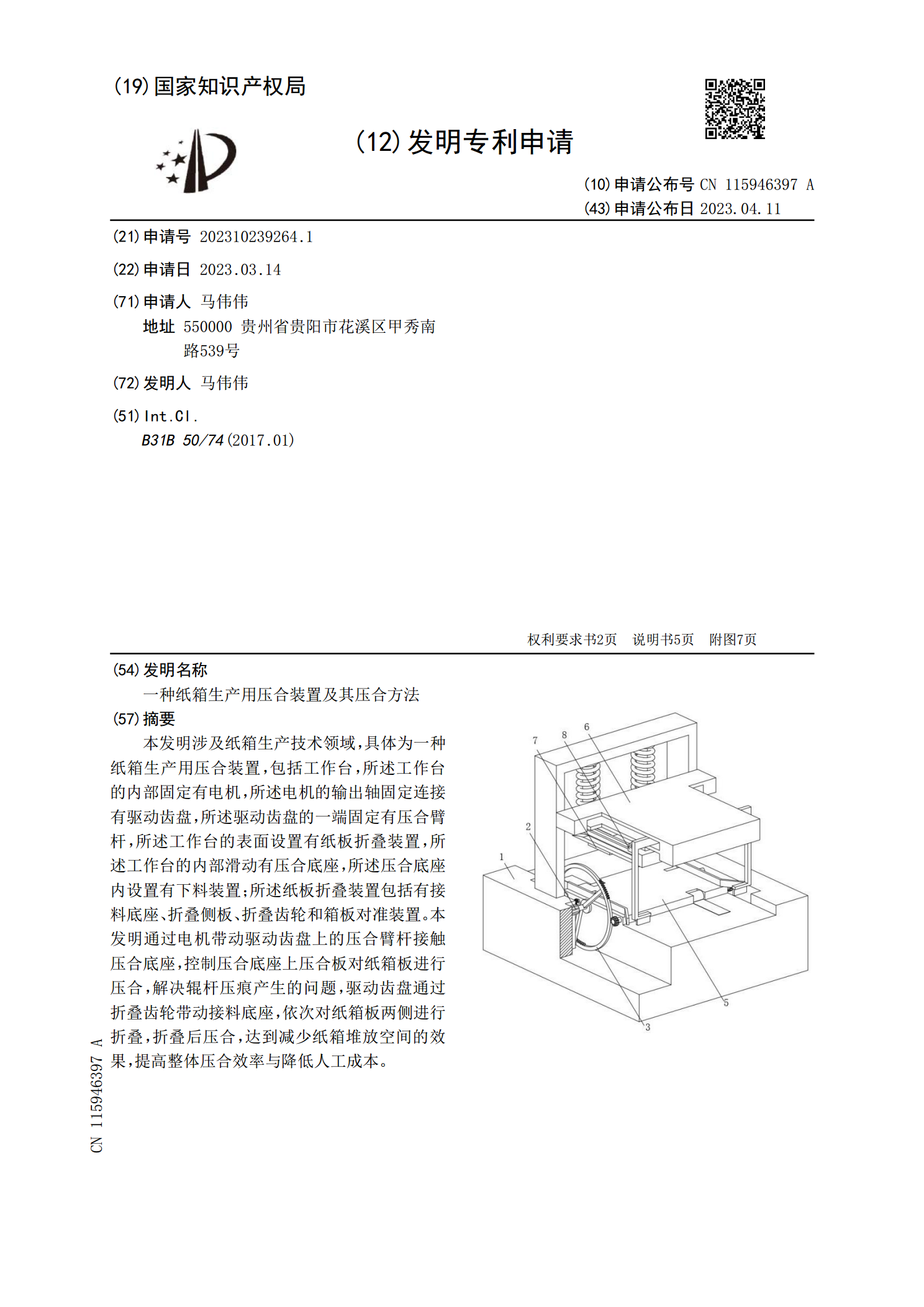
本发明涉及纸箱生产技术领域,具体为一种纸箱生产用压合装置,包括工作台,所述工作台的内部固定有电机,所述电机的输出轴固定连接有驱动齿盘,所述驱动齿盘的一端固定有压合臂杆,所述工作台的表面设置有纸板折叠装置,所述工作台的内部滑动有压合底座,所述压合底座内设置有下料装置;所述纸板折叠装置包括有接料底座、折叠侧板、折叠齿轮和箱板对准装置。本发明通过电机带动驱动齿盘上的压合臂杆接触压合底座,控制压合底座上压合板对纸箱板进行压合,解决辊杆压痕产生的问题,驱动齿盘通过折叠齿轮带动接料底座,依次对纸箱板两侧进行折叠,折叠
一种瓦楞纸板生产的压合装置及其压合方法.pdf
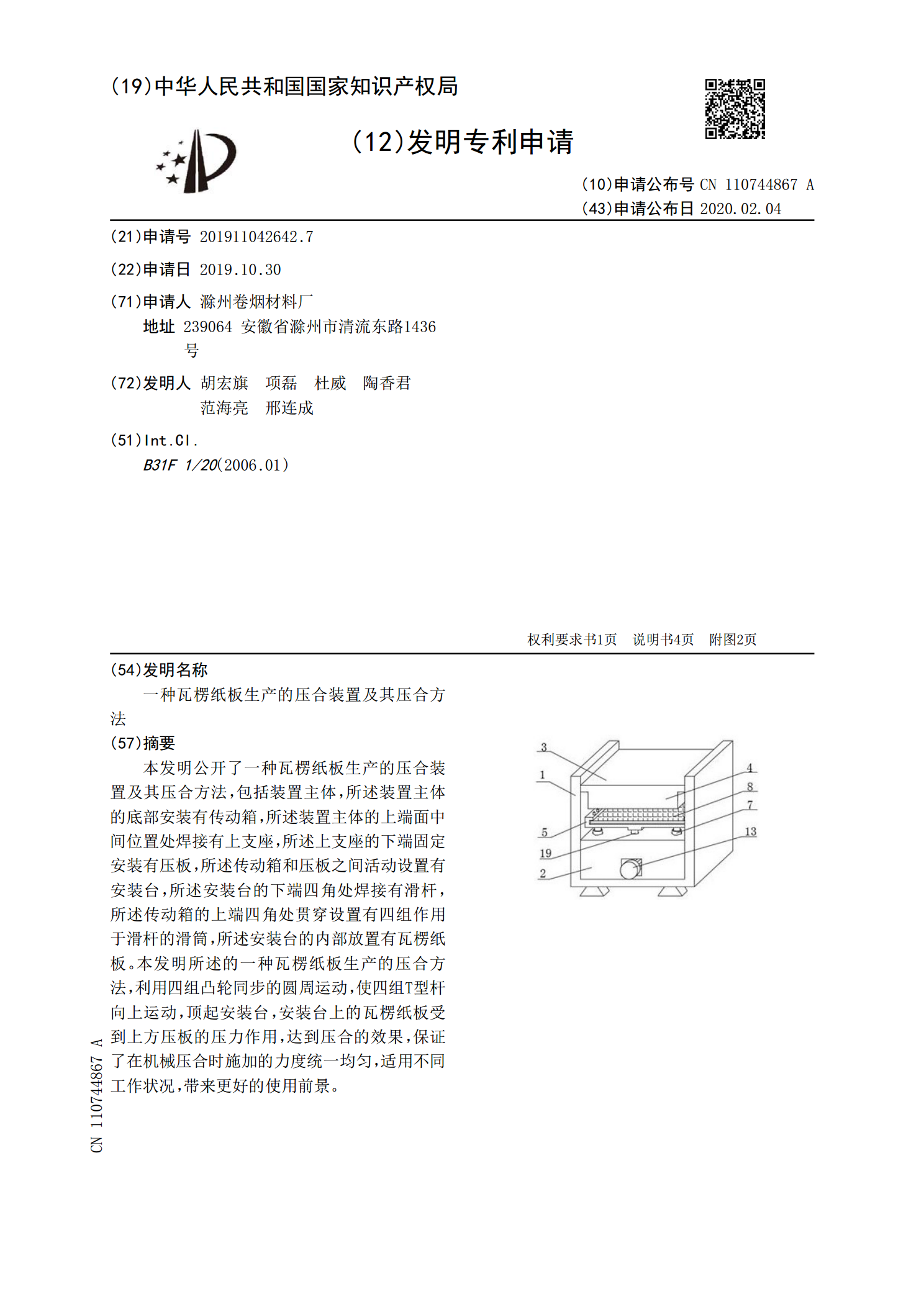
本发明公开了一种瓦楞纸板生产的压合装置及其压合方法,包括装置主体,所述装置主体的底部安装有传动箱,所述装置主体的上端面中间位置处焊接有上支座,所述上支座的下端固定安装有压板,所述传动箱和压板之间活动设置有安装台,所述安装台的下端四角处焊接有滑杆,所述传动箱的上端四角处贯穿设置有四组作用于滑杆的滑筒,所述安装台的内部放置有瓦楞纸板。本发明所述的一种瓦楞纸板生产的压合方法,利用四组凸轮同步的圆周运动,使四组T型杆向上运动,顶起安装台,安装台上的瓦楞纸板受到上方压板的压力作用,达到压合的效果,保证了在机械压合时
密封钢丝绳小面合绳生产方法及其装置.pdf
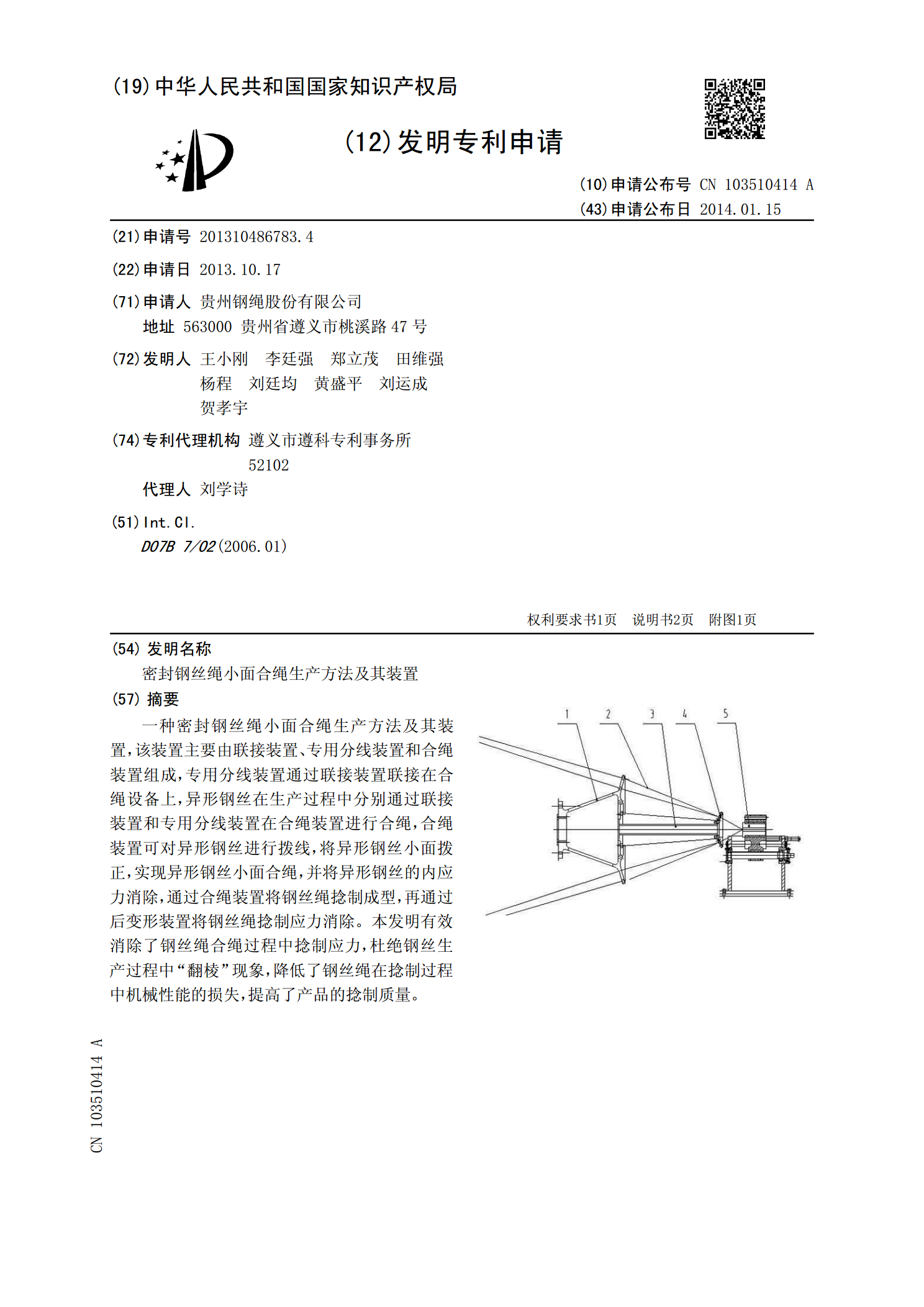
一种密封钢丝绳小面合绳生产方法及其装置,该装置主要由联接装置、专用分线装置和合绳装置组成,专用分线装置通过联接装置联接在合绳设备上,异形钢丝在生产过程中分别通过联接装置和专用分线装置在合绳装置进行合绳,合绳装置可对异形钢丝进行拨线,将异形钢丝小面拨正,实现异形钢丝小面合绳,并将异形钢丝的内应力消除,通过合绳装置将钢丝绳捻制成型,再通过后变形装置将钢丝绳捻制应力消除。本发明有效消除了钢丝绳合绳过程中捻制应力,杜绝钢丝生产过程中“翻棱”现象,降低了钢丝绳在捻制过程中机械性能的损失,提高了产品的捻制质量。