
精准推拉式送丝装置.pdf

景福****90


1/7
2/7

3/7
4/7

5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
精准推拉式送丝装置.pdf
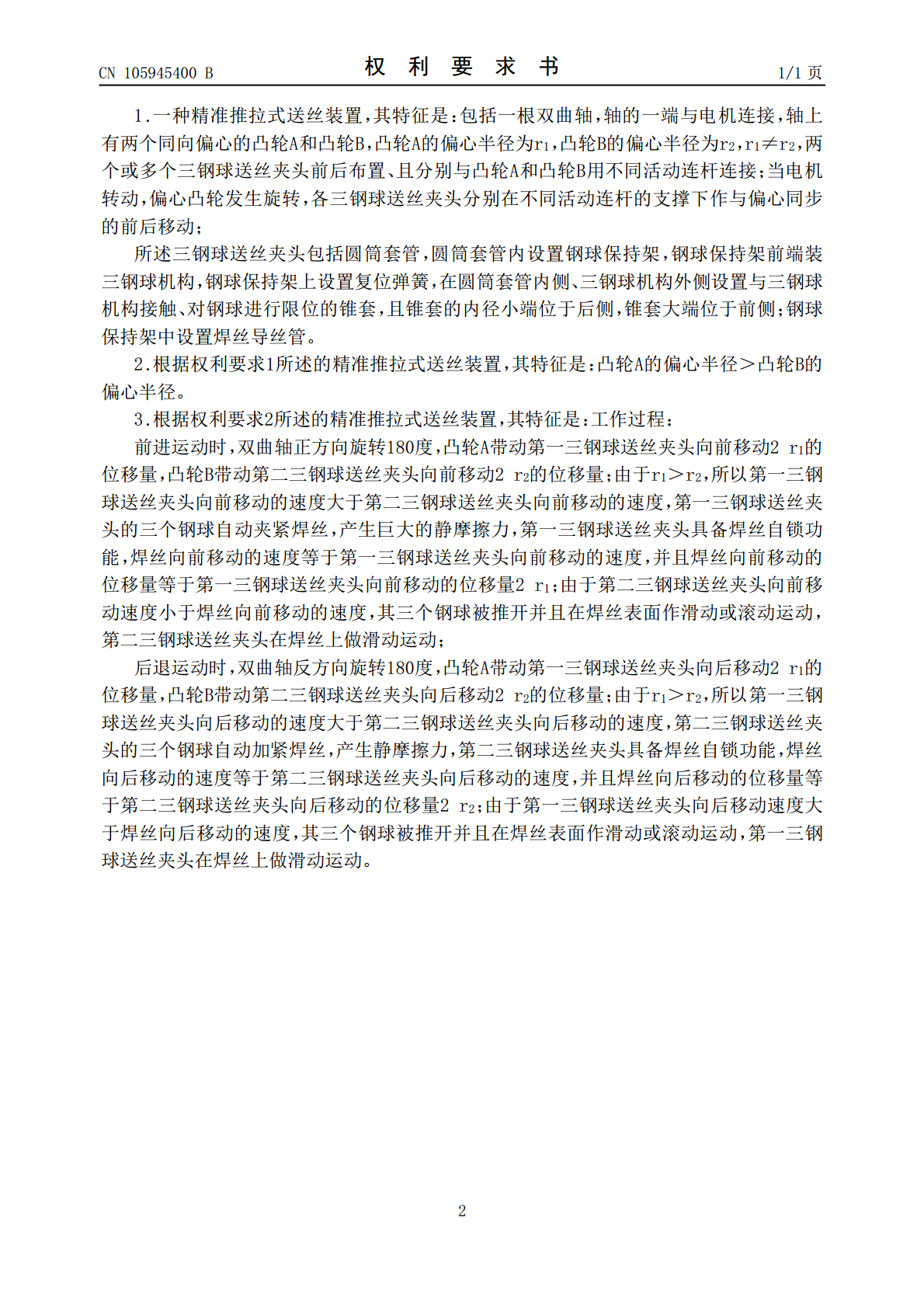
本发明公开了一种精准推拉式送丝装置,其特征是:包括一根双曲轴,轴的一端与电机连接,轴上有两个同向偏心的凸轮A和凸轮B。凸轮A的偏心半径为r

精准推拉式送丝装置的工作方法.pdf
本发明公开了一种精准推拉式送丝装置的工作方法,所述精准推拉式送丝装置包括一根双曲轴,轴的一端与电机连接,轴上有两个同向偏心的凸轮A和凸轮B。凸轮A的偏心半径为r

推拉脉动送丝装置.pdf
本发明介绍了一种推拉脉动送丝装置。电机带动一个偏心轮,偏心轮上有一个能夹持焊丝的夹头。夹头内有两个夹持方向相反的斜楔,一个只允许焊丝向前,另一个只允许焊丝后退。当夹头被偏心轮带动向前时,焊丝向前送进;当夹头被带动向后时,焊丝被向后回抽。但到一定位置时,回抽焊丝的斜楔突然被打开,于是回抽停止。这样造成了焊丝一进一退,但进多退少的脉动送进作用。本装置的特点是动作可靠,结构简单轻巧,振动小。

推拉同步送丝装置及控制方法.pdf
本发明提供了一种推拉同步送丝装置及控制方法,实现焊丝长距离稳定可靠地同步传输。装置由焊丝盘1、推丝机2、送丝软管4、缓冲器5、拉丝机10和枪管11组成。缓冲器5上有一月牙形通道,焊丝6可在月牙形通道内自由移动。焊丝盘1上的焊丝由推丝机2上的推丝滚轮3带动并送入左端送丝软管4,然后焊丝6通过缓冲器5后进入右端送丝软管4,拉丝机10上的拉丝滚轮9将右端送丝软管4上的焊丝送入焊枪枪管11到达工件12。缓冲器5上的上限位接近开关7和下限位接近开关8用来感知焊丝6在缓冲器5上的位置,从而控制推丝机2的送丝速度。本装

用于便携式送丝器的行动装置系统.pdf
公开一种用于便携式送丝器箱体的行动装置系统,所述行动装置系统包括:多个轮组合件,其被配置以在第一缩进的位置与第一部署的位置之间旋转;把手,其被配置以在第二缩进的位置与第二部署的位置之间延伸;和可缩进支撑件,其中所述多个轮组合件和所述可缩进支撑件被配置以在水平定向上合作地支撑所述便携式送丝器箱体。