
一种汽车双离合变速箱用档位齿轮粉末锻压工艺.pdf

一吃****永贺

1/9

2/9

3/9
4/9
5/9

6/9
7/9
8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种汽车双离合变速箱用档位齿轮粉末锻压工艺.pdf
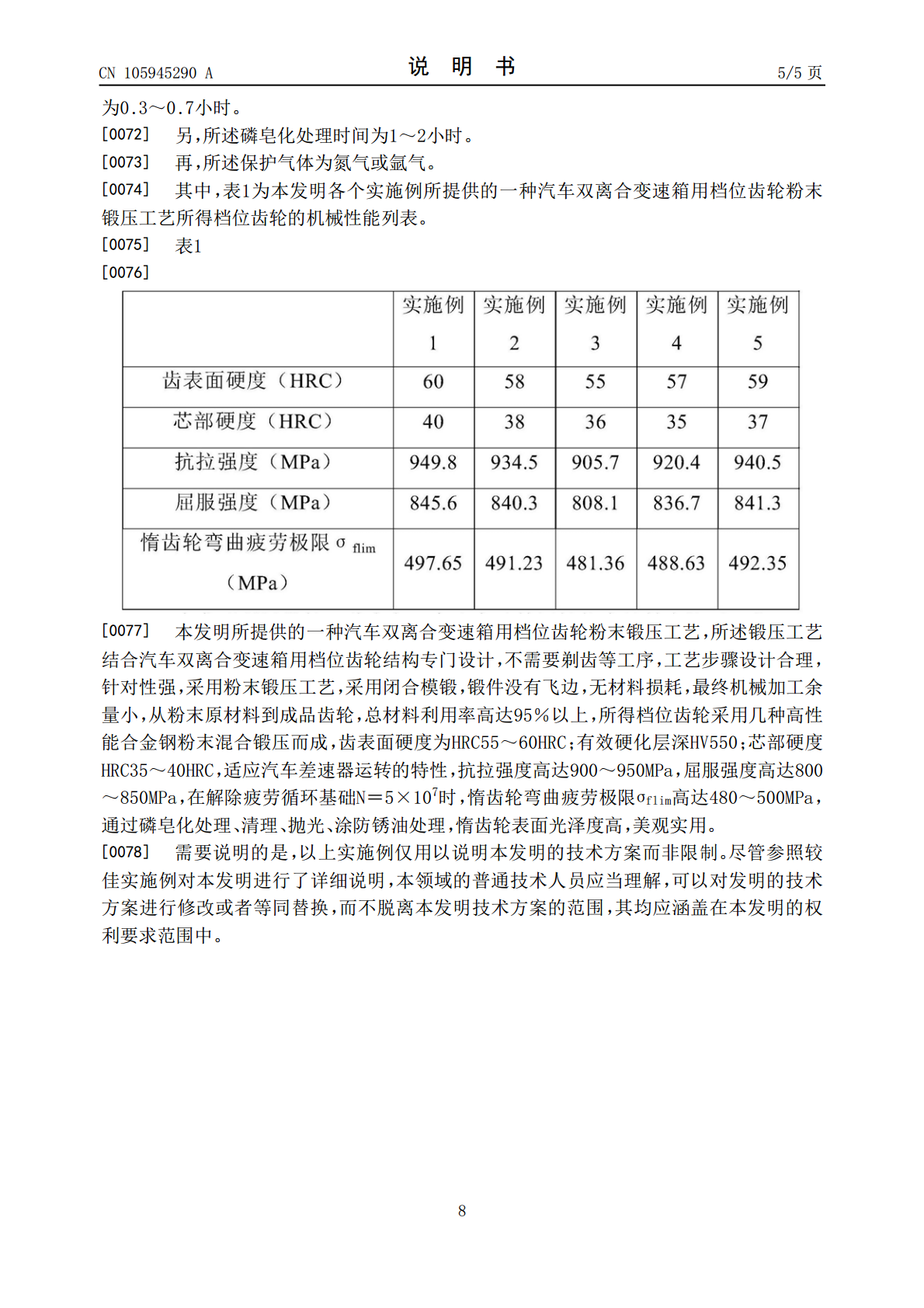
本发明提供一种汽车双离合变速箱用档位齿轮粉末锻压工艺,包括如下步骤:1)混料;2)压制;3)烧结;4)制坯;5)正火;6)车削加工;7)渗碳、淬火;8)回火;9)磨削加工;10)磷皂化处理、清理、抛光、涂防锈油。所述工艺采用粉末锻压工艺,配合符合档位齿轮结构的模具,可有效减少粉末浪费,提升利用效率,粉末采用合金钢粉末混合形成,多种元素的添加,可有效提升档位齿轮质量,所得档位齿轮硬度高,耐磨性好,耐腐性高,锻压成本低,锻压工艺对环境友好。

一种汽车手动变速箱用主减速齿轮的粉末锻压工艺.pdf
本发明提供一种汽车手动变速箱用主减速齿轮的粉末锻压工艺,包括如下步骤:1)压制;2)烧结;3)制坯;4)正火;5)车削加工;6)渗碳、淬火;7)回火;8)磨削加工;9)磷皂化处理、清理、抛光、涂防锈油。采用粉末锻压工艺,配合符合主减速齿轮结构的模具,可有效减少粉末浪费,提升利用效率,粉末采用合金钢粉末混合形成,多种元素的组合,可有效提升主减速齿轮的性能,所得主减速齿轮硬度高,耐磨性好,耐腐性高,锻压成本低,锻压工艺对环境友好。
一种汽车变速箱中间轴用三档齿轮锻压工艺.pdf
本发明提供一种汽车变速箱中间轴用三档齿轮锻压工艺,包括如下步骤:1)制坯;2)正火;3)车削加工;4)热处理;5)磨削加工;6)磷皂化处理、清理、抛光、涂防锈油。所述锻压工艺步骤设计合理,通过特别设计的热处理步骤对齿轮坯件进行处理,所得三档齿轮硬度高,耐磨性好,耐腐性高,锻压成本低,锻压工艺对环境友好。
一种汽车主减速器用从动齿轮粉末锻压工艺.pdf
本发明提供一种汽车主减速器用从动齿轮粉末锻压工艺,包括如下步骤:1)混料;2)压制;3)烧结;4)制坯;5)正火;6)车削加工;7)渗碳、淬火;8)回火;9)磨削加工;10)磷皂化处理、清理、抛光、涂防锈油。所述锻压工艺采用粉末锻压工艺,配合符合从动齿轮结构的模具,可有效减少粉末浪费,提升利用效率,粉末采用合金钢粉末混合形成,多种元素的组合,可有效提升主减速齿轮的性能,所得主减速齿轮硬度高,耐磨性好,耐腐性高,锻压成本低,锻压工艺对环境友好。
一种汽车发动机用惰齿轮锻压工艺.pdf
本发明提供一种汽车发动机用惰齿轮锻压工艺,包括如下步骤:1)制坯;2)正火;3)车削加工;4)渗碳、淬火;5)回火;6)磨削加工;7)磷皂化处理、清理、抛光、涂防锈油。所述锻压工艺步骤设计合理,所得惰齿轮硬度高,耐磨性好,耐腐性高,锻压成本低,锻压工艺对环境友好。