
一种汽车减振器活塞杆喷涂工艺.pdf

猫巷****正德


1/4

2/4
3/4
4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种汽车减振器活塞杆喷涂工艺.pdf
本发明公开了一种汽车减振器活塞杆喷涂工艺,包括以下步骤:S1、选用45钢在高温下做淬火处理,保温一段时间,然后放入水中冷却;S2、将淬火处理后的45钢用金刚石砂轮进行打磨,得所需表面粗糙度;S3、将打磨后的活塞杆进行表面清洁;S4、将清洁后的活塞杆浸入防锈油中,浸泡一段时间;S5、将活塞杆放置在装好喷涂材料的喷涂设备上,进行喷涂;S6、将喷涂后的活塞进行精加工,即得。本发明提出的喷涂工艺,所用设备均为生产中常用设备,喷涂所得活塞具有良好的硬度、耐腐蚀性、耐磨性,使用寿命长,该工艺使用设备安全,使用材料无毒

一种汽车减振器活塞杆气体表面氧氮化复合强化处理工艺.pdf
本发明公开了一种汽车减振器活塞杆气体表面氧氮化复合强化处理工艺,其包括如下步骤:汽车减震器活塞杆清洗去油、将去油后的汽车减震器活塞杆置于炉内、密封、升温、通入水蒸气、进行预氧化、再升温、通入氨气和二氧化碳、一段渗氮、降温、再通入氨气与二氧化碳、二段渗氮、再降温、通入水蒸气、后氧化处理、汽车减震器活塞杆随炉冷却、汽车减震器活塞杆出炉自然冷却。本发明提供一种对于汽车减振器活塞杆进行加工的方法,对于汽车减振器活塞杆有着改善机械性能,提高摩擦性能和增加耐腐蚀性能的效果。

一种汽车减振器活塞杆与连接环的凸焊焊接方法.pdf
本发明公开了一种汽车减振器活塞杆与连接环的凸焊焊接方法,包括以下步骤:A、将防尘罩盖固定在活塞杆上端;B、将连接环固定在定位电极上;C、然后将活塞杆送入焊接位后固定;D、利用至少两个夹紧电极将所述防尘罩盖外圆周壁夹紧,推动定位电极下移直至连接环下部与活塞杆上端接触;E、连接环与活塞杆上端接触后即形成焊接回路,以进行活塞杆与连接环之间的焊接。发明人摒弃了现有凸焊工艺中夹持电极直接作用在活塞杆外圆表面,即杜绝了活塞杆的工作面与凸焊电极直接接触,使得活塞杆上无法形成夹持导电区域,继而避免了活塞杆被夹伤、轻微打火

汽车减振器活塞杆表面微裂纹检测研究综述.docx
汽车减振器活塞杆表面微裂纹检测研究综述汽车减振器是汽车悬挂系统中的重要部件之一,其作用是减少车辆行驶时的震动,提高行驶的稳定性和乘坐舒适度。减振器的活塞杆作为减振器的核心零部件之一,负责传递减振器的工作力和力矩,因此其工作性能和安全可靠性对汽车的性能和驾驶安全起着重要作用。然而,由于汽车减振器工作条件的复杂性,活塞杆表面往往会产生微裂纹,这些微裂纹对其工作性能和寿命产生不利影响,因此对汽车减振器活塞杆表面微裂纹进行检测和研究具有重要意义。近年来,随着材料科学和无损检测技术的发展,针对汽车减振器活塞杆表面微
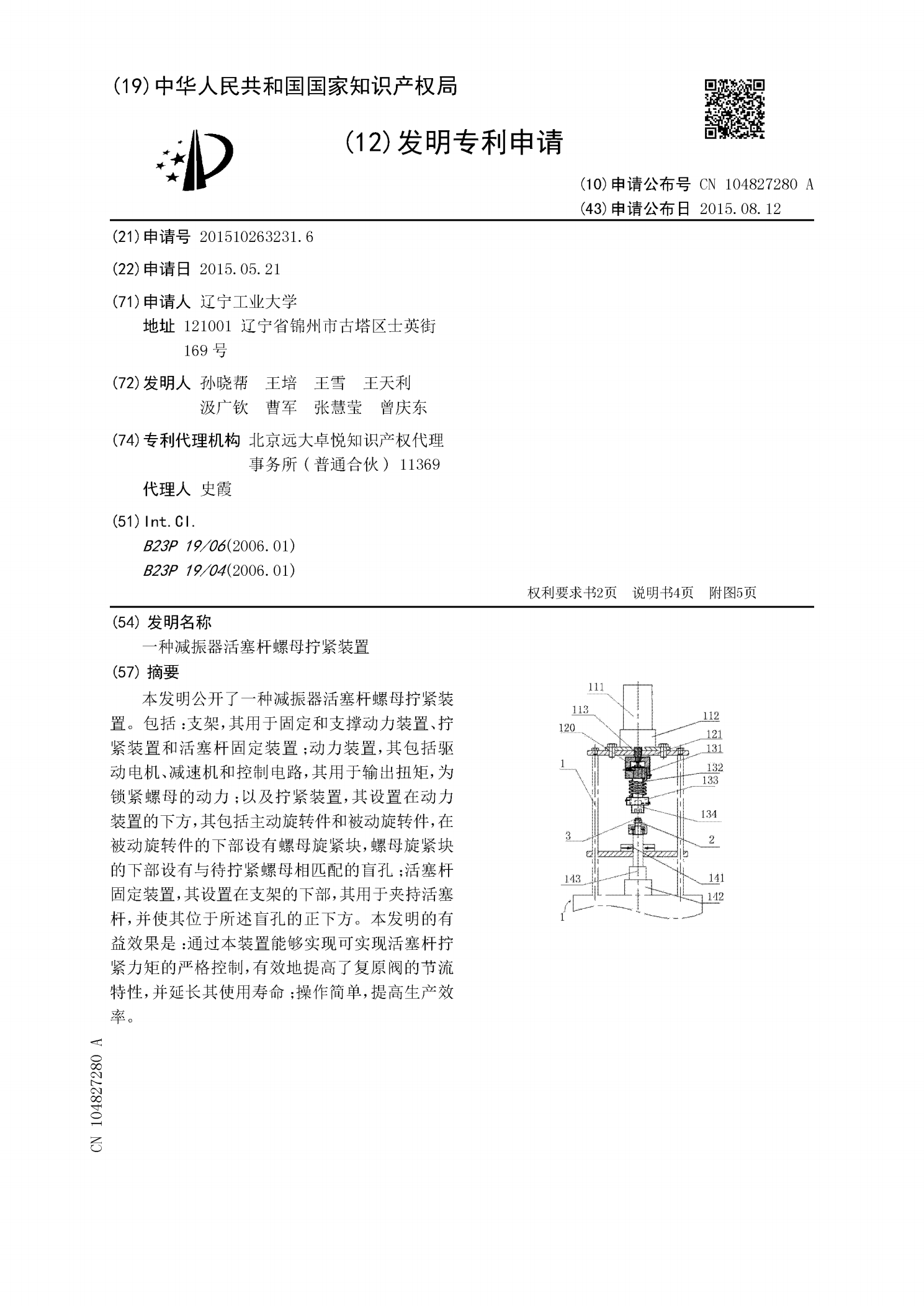
一种减振器活塞杆螺母拧紧装置.pdf
本发明公开了一种减振器活塞杆螺母拧紧装置。包括:支架,其用于固定和支撑动力装置、拧紧装置和活塞杆固定装置;动力装置,其包括驱动电机、减速机和控制电路,其用于输出扭矩,为锁紧螺母的动力;以及拧紧装置,其设置在动力装置的下方,其包括主动旋转件和被动旋转件,在被动旋转件的下部设有螺母旋紧块,螺母旋紧块的下部设有与待拧紧螺母相匹配的盲孔;活塞杆固定装置,其设置在支架的下部,其用于夹持活塞杆,并使其位于所述盲孔的正下方。本发明的有益效果是:通过本装置能够实现可实现活塞杆拧紧力矩的严格控制,有效地提高了复原阀的节流特