
铁模覆砂生产线浇注段线体.pdf

灵波****ng

1/10

2/10

3/10

4/10

5/10

6/10
7/10
8/10
9/10

10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
铁模覆砂生产线浇注段线体.pdf
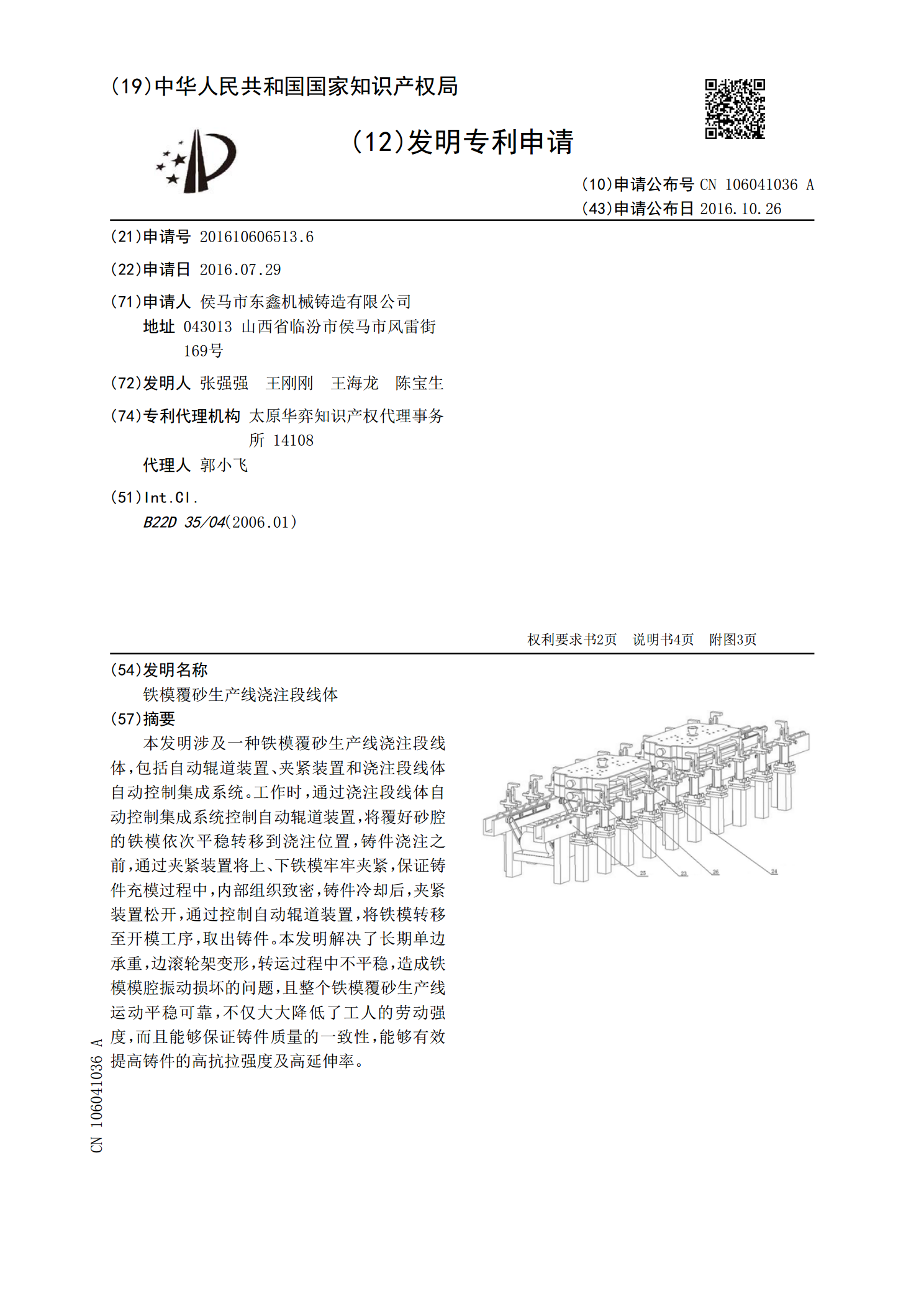
本发明涉及一种铁模覆砂生产线浇注段线体,包括自动辊道装置、夹紧装置和浇注段线体自动控制集成系统。工作时,通过浇注段线体自动控制集成系统控制自动辊道装置,将覆好砂腔的铁模依次平稳转移到浇注位置,铸件浇注之前,通过夹紧装置将上、下铁模牢牢夹紧,保证铸件充模过程中,内部组织致密,铸件冷却后,夹紧装置松开,通过控制自动辊道装置,将铁模转移至开模工序,取出铸件。本发明解决了长期单边承重,边滚轮架变形,转运过程中不平稳,造成铁模模腔振动损坏的问题,且整个铁模覆砂生产线运动平稳可靠,不仅大大降低了工人的劳动强度,而且能
一种铁模覆砂生产线浇注系统及方法.pdf
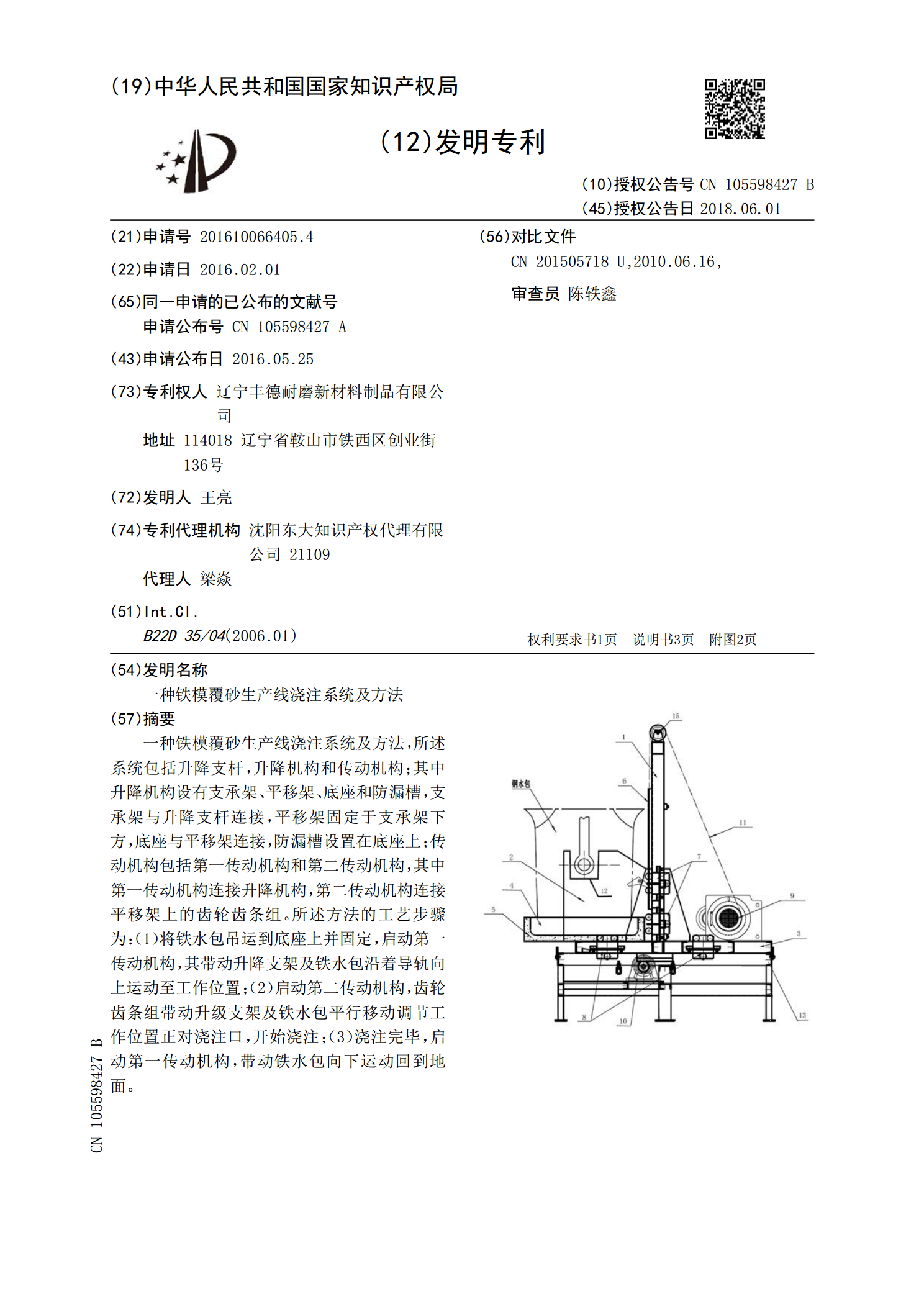
一种铁模覆砂生产线浇注系统及方法,所述系统包括升降支杆,升降机构和传动机构;其中升降机构设有支承架、平移架、底座和防漏槽,支承架与升降支杆连接,平移架固定于支承架下方,底座与平移架连接,防漏槽设置在底座上;传动机构包括第一传动机构和第二传动机构,其中第一传动机构连接升降机构,第二传动机构连接平移架上的齿轮齿条组。所述方法的工艺步骤为:(1)将铁水包吊运到底座上并固定,启动第一传动机构,其带动升降支架及铁水包沿着导轨向上运动至工作位置;(2)启动第二传动机构,齿轮齿条组带动升级支架及铁水包平行移动调节工作位
铁磨覆砂生产线.pdf
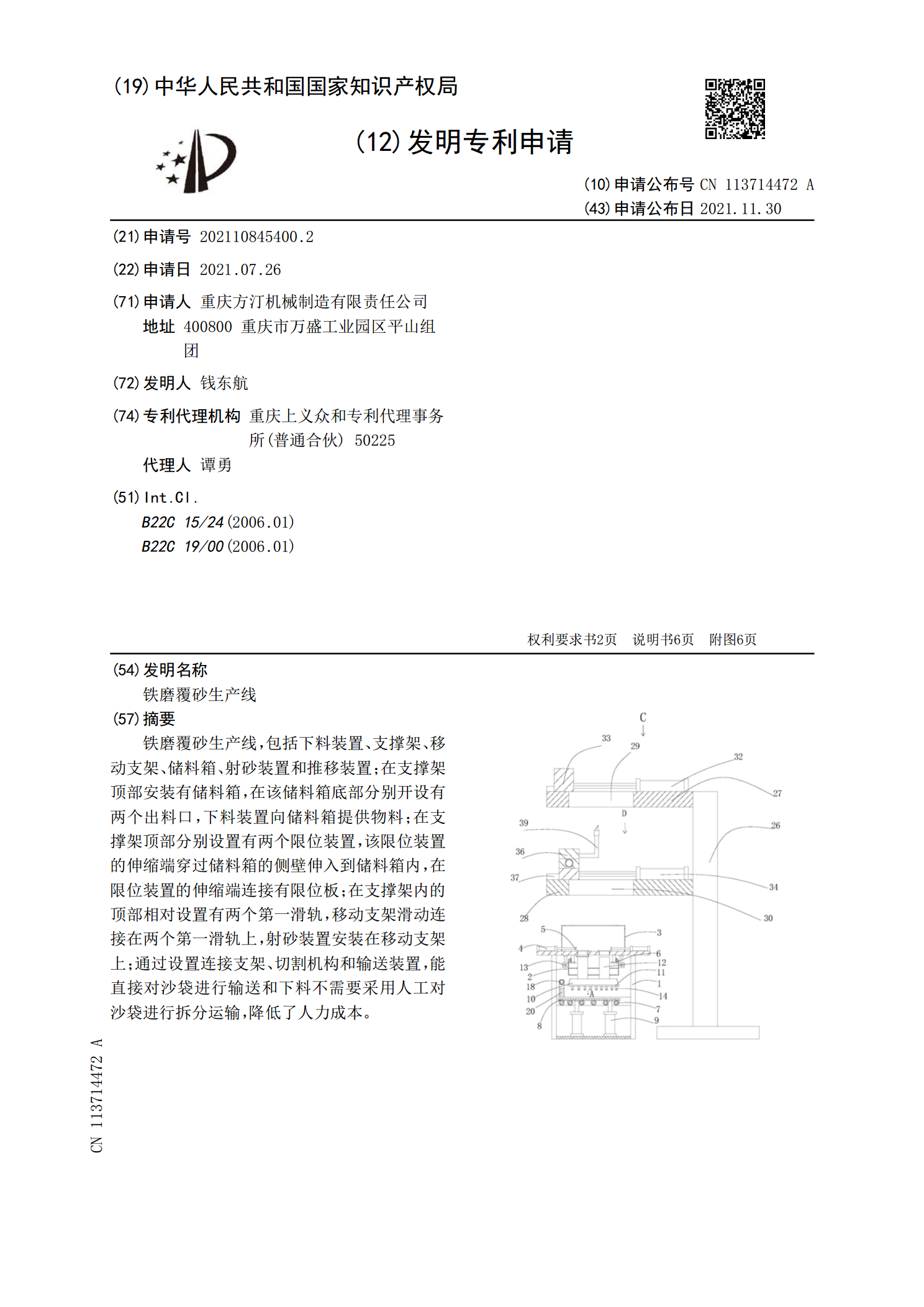
铁磨覆砂生产线,包括下料装置、支撑架、移动支架、储料箱、射砂装置和推移装置;在支撑架顶部安装有储料箱,在该储料箱底部分别开设有两个出料口,下料装置向储料箱提供物料;在支撑架顶部分别设置有两个限位装置,该限位装置的伸缩端穿过储料箱的侧壁伸入到储料箱内,在限位装置的伸缩端连接有限位板;在支撑架内的顶部相对设置有两个第一滑轨,移动支架滑动连接在两个第一滑轨上,射砂装置安装在移动支架上;通过设置连接支架、切割机构和输送装置,能直接对沙袋进行输送和下料不需要采用人工对沙袋进行拆分运输,降低了人力成本。
用于铁模覆砂生产线铸型的功率超声装置及方法.pdf
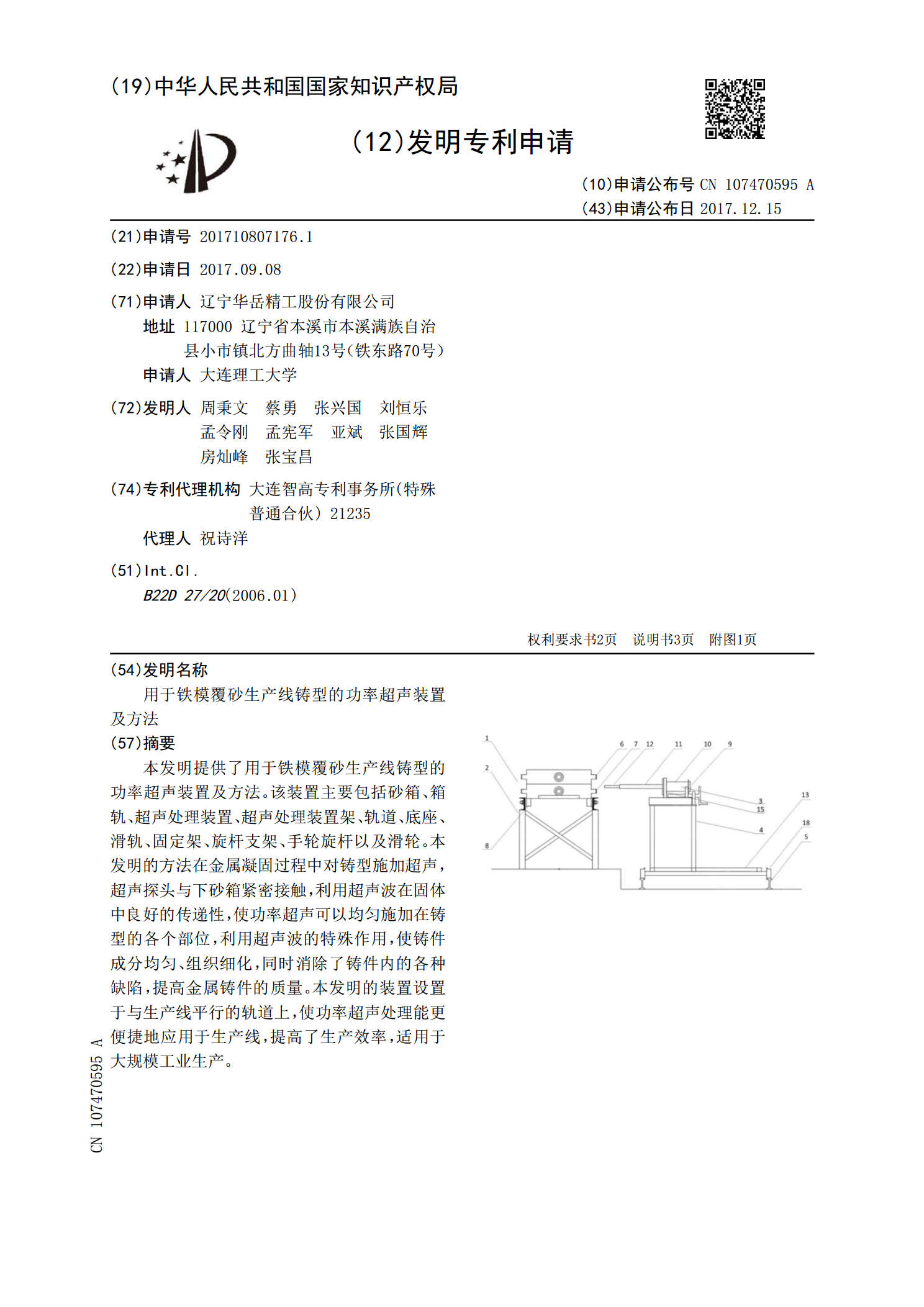
本发明提供了用于铁模覆砂生产线铸型的功率超声装置及方法。该装置主要包括砂箱、箱轨、超声处理装置、超声处理装置架、轨道、底座、滑轨、固定架、旋杆支架、手轮旋杆以及滑轮。本发明的方法在金属凝固过程中对铸型施加超声,超声探头与下砂箱紧密接触,利用超声波在固体中良好的传递性,使功率超声可以均匀施加在铸型的各个部位,利用超声波的特殊作用,使铸件成分均匀、组织细化,同时消除了铸件内的各种缺陷,提高金属铸件的质量。本发明的装置设置于与生产线平行的轨道上,使功率超声处理能更便捷地应用于生产线,提高了生产效率,适用于大规模

一种新型铁模覆砂造型线.pdf
本发明涉及铁模覆砂技术领域,尤其是一种新型铁模覆砂造型线,包括上承重板,上承重板上表面中部竖直焊接有安装板,所述安装板中部两侧垂直焊接有弧形板,所述弧形板关于安装板的竖直中线对称分布,所述弧形板端部通过卡合机构与转动环连接,所述转动环外圆为正六边形,所述转动环内圆开设有齿状缺口,所述齿状缺口内啮合有主动齿轮,所述转动环外圆上周布有四个方形框架,所述方形框架垂直焊接在转动环外圆上,所述方形框架远离转动环的一端通过开孔垂直插装有立柱,所述立柱底端安装有导向块,所述导向块滑动安装在方形框架内,将铁模覆砂线改成环