
用于面型的工件的磨削和去毛刺的装置.pdf

一条****涛k


1/9

2/9

3/9
4/9
5/9

6/9

7/9
8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

用于面型的工件的磨削和去毛刺的装置.pdf
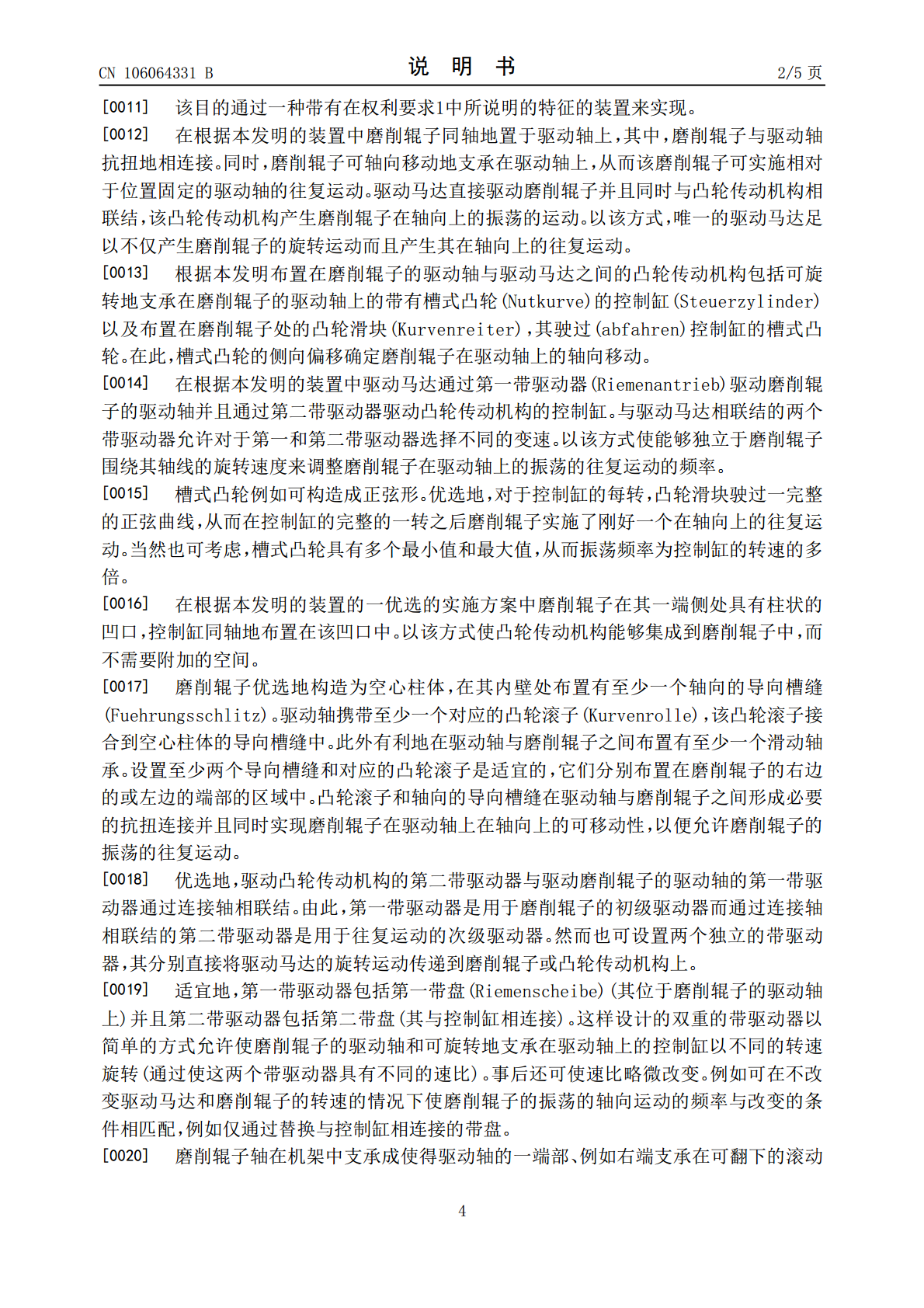
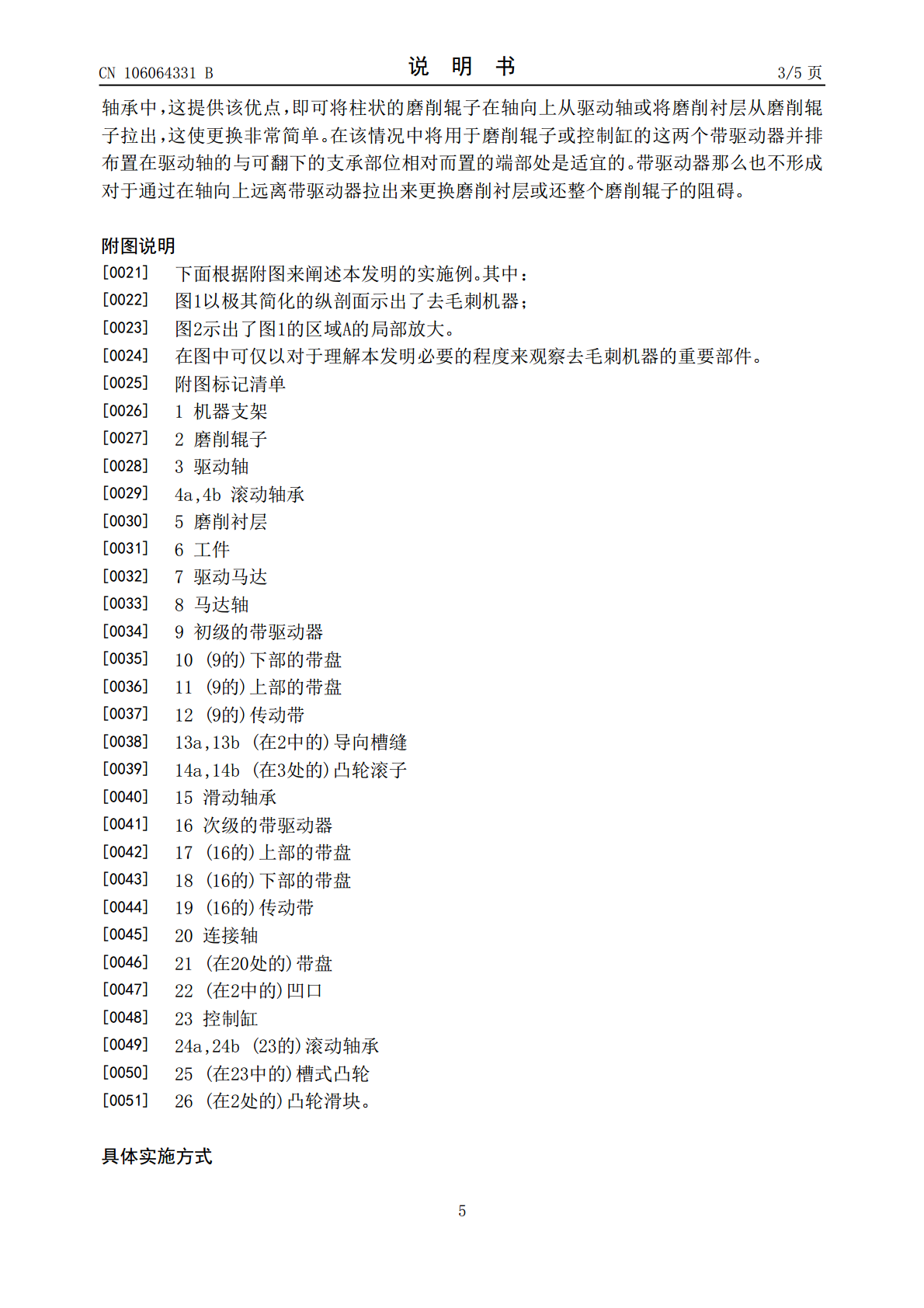
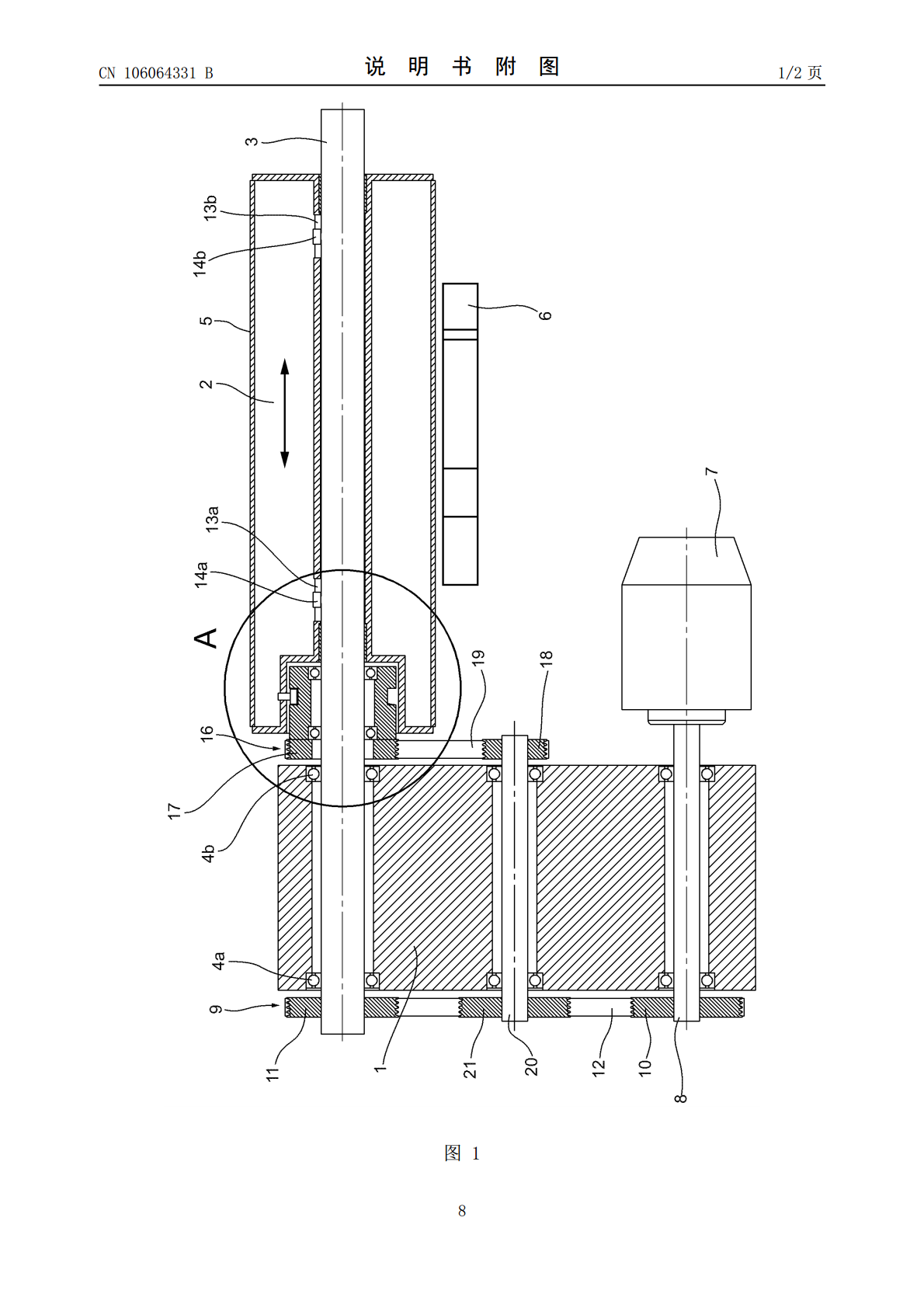
本发明涉及一种用于面型的工件(6)的磨削和去毛刺的装置,其包括带有磨削衬层(5)的磨削辊子(2)。同轴的、与磨削辊子(2)抗扭地连接的驱动轴(3)由驱动马达(7)通过初级的带驱动器(9)来驱动。磨削辊子(2)可轴向移动地支承在驱动轴(3)上。驱动马达(7)通过次级的第二带驱动器(16)来驱动凸轮传动机构,其包括可旋转地支承在磨削辊子(2)的驱动轴(3)上的带有槽式凸轮(25)的控制缸(23)以及布置在磨削辊子(2)处的凸轮滑块(26)。因此,旋转的磨削辊子(2)在轴向上实施振荡的往复运动。
用于在工件处的非圆形轮廓的去毛刺的去毛刺工具.pdf
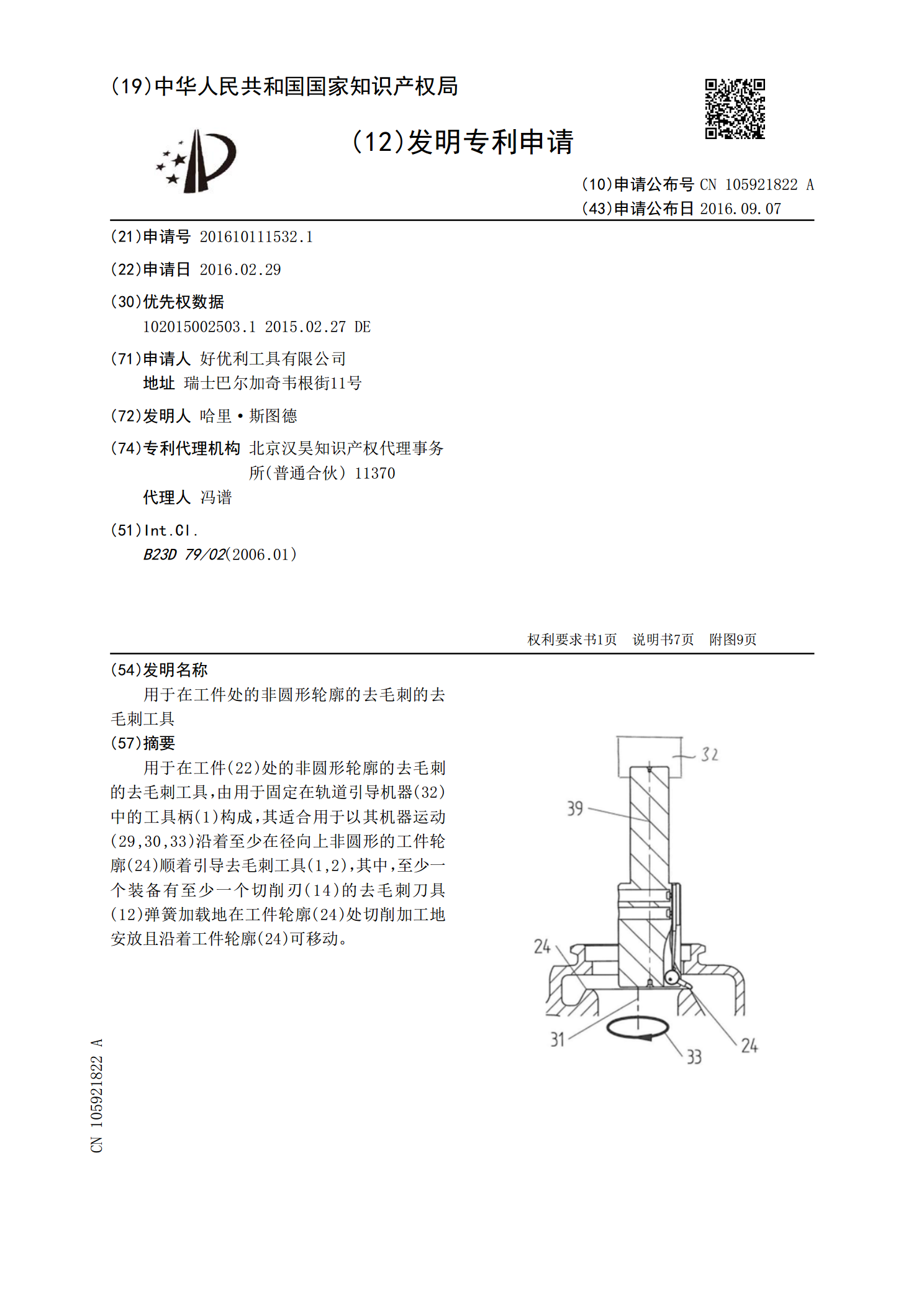
用于在工件(22)处的非圆形轮廓的去毛刺的去毛刺工具,由用于固定在轨道引导机器(32)中的工具柄(1)构成,其适合用于以其机器运动(29,30,33)沿着至少在径向上非圆形的工件轮廓(24)顺着引导去毛刺工具(1,2),其中,至少一个装备有至少一个切削刃(14)的去毛刺刀具(12)弹簧加载地在工件轮廓(24)处切削加工地安放且沿着工件轮廓(24)可移动。

用于对具有内齿的工件进行去毛刺的方法和装置.pdf
使用具有两个切割板(12,13)的去毛刺工具(1)对工件(2)、即带有内齿的齿轮进行去毛刺,其中,工件(2)首先沿第一旋转方向旋转,其中,工件(2)的内齿(3)的齿面(7)借助于第一切割板(12)进行去毛刺,并且内齿(3)的另一个齿面(6)在稍后的机加工阶段中借助于第二切割板(13)进行去毛刺,在所述稍后的机加工阶段中,工件(2)沿相反方向旋转。
用于磨削实验的工件测温装置.pdf
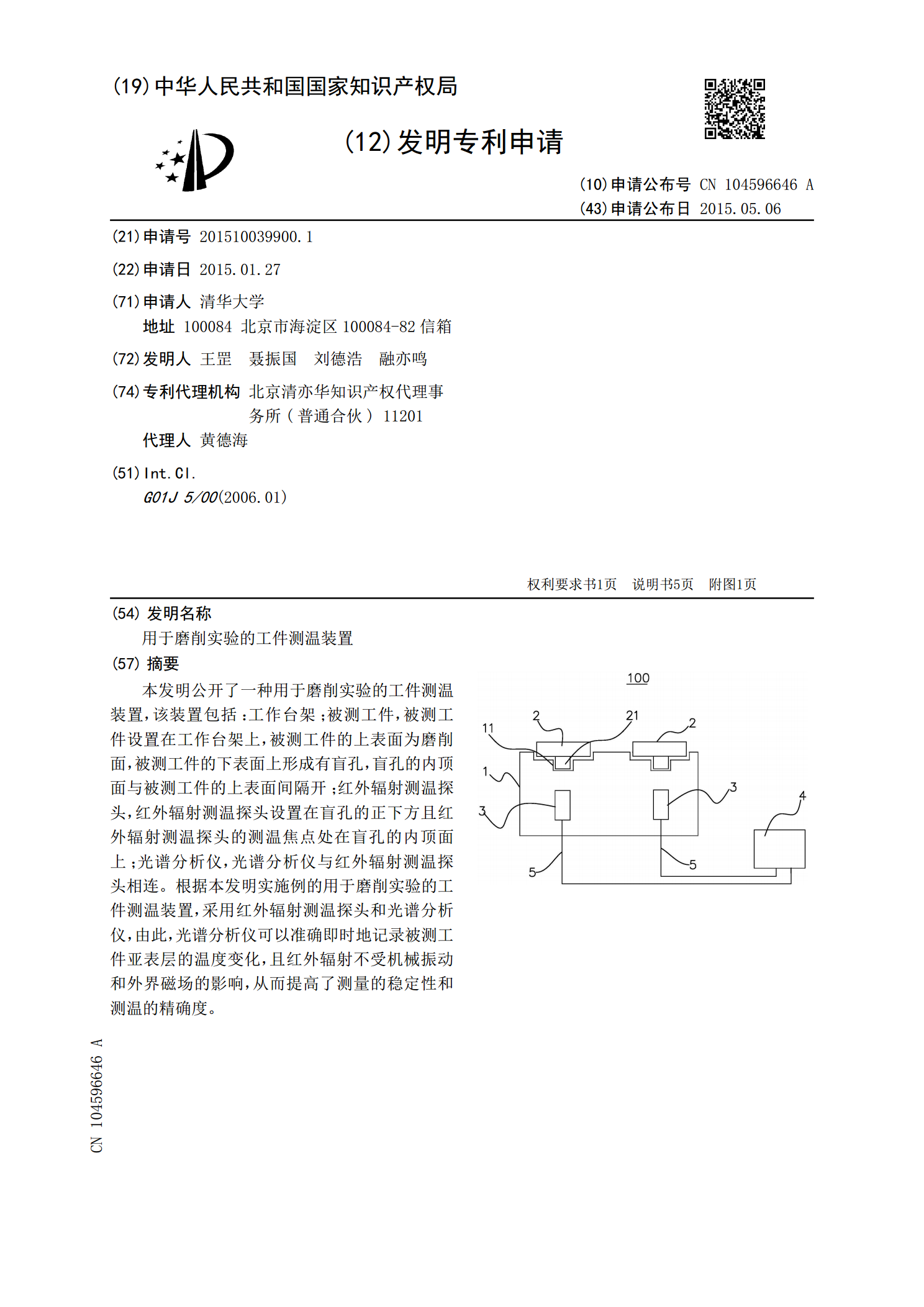
本发明公开了一种用于磨削实验的工件测温装置,该装置包括:工作台架;被测工件,被测工件设置在工作台架上,被测工件的上表面为磨削面,被测工件的下表面上形成有盲孔,盲孔的内顶面与被测工件的上表面间隔开;红外辐射测温探头,红外辐射测温探头设置在盲孔的正下方且红外辐射测温探头的测温焦点处在盲孔的内顶面上;光谱分析仪,光谱分析仪与红外辐射测温探头相连。根据本发明实施例的用于磨削实验的工件测温装置,采用红外辐射测温探头和光谱分析仪,由此,光谱分析仪可以准确即时地记录被测工件亚表层的温度变化,且红外辐射不受机械振动和外界

去毛刺机和用于去毛刺的方法.pdf
一种去除毛面金属部件毛刺的方法,包括:将毛面金属部件加载至承载架中,使毛面金属部件的第一平的表面与第一磨轮接触,使毛面金属部件的第二平的表面与第二磨轮接触。第一磨轮以第一旋转方向旋转。第二磨轮也以第一旋转方向旋转。在第一磨轮以第一旋转方向旋转之后,第一磨轮接着以与第一旋转方向相反的第二旋转方向旋转。在第二磨轮以第一旋转方向旋转之后,第二磨轮也以第二旋转方向旋转。