
数控蜗杆砂轮磨齿机床.pdf

悠柔****找我


1/7

2/7
3/7
4/7

5/7
6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
数控蜗杆砂轮磨齿机床.pdf
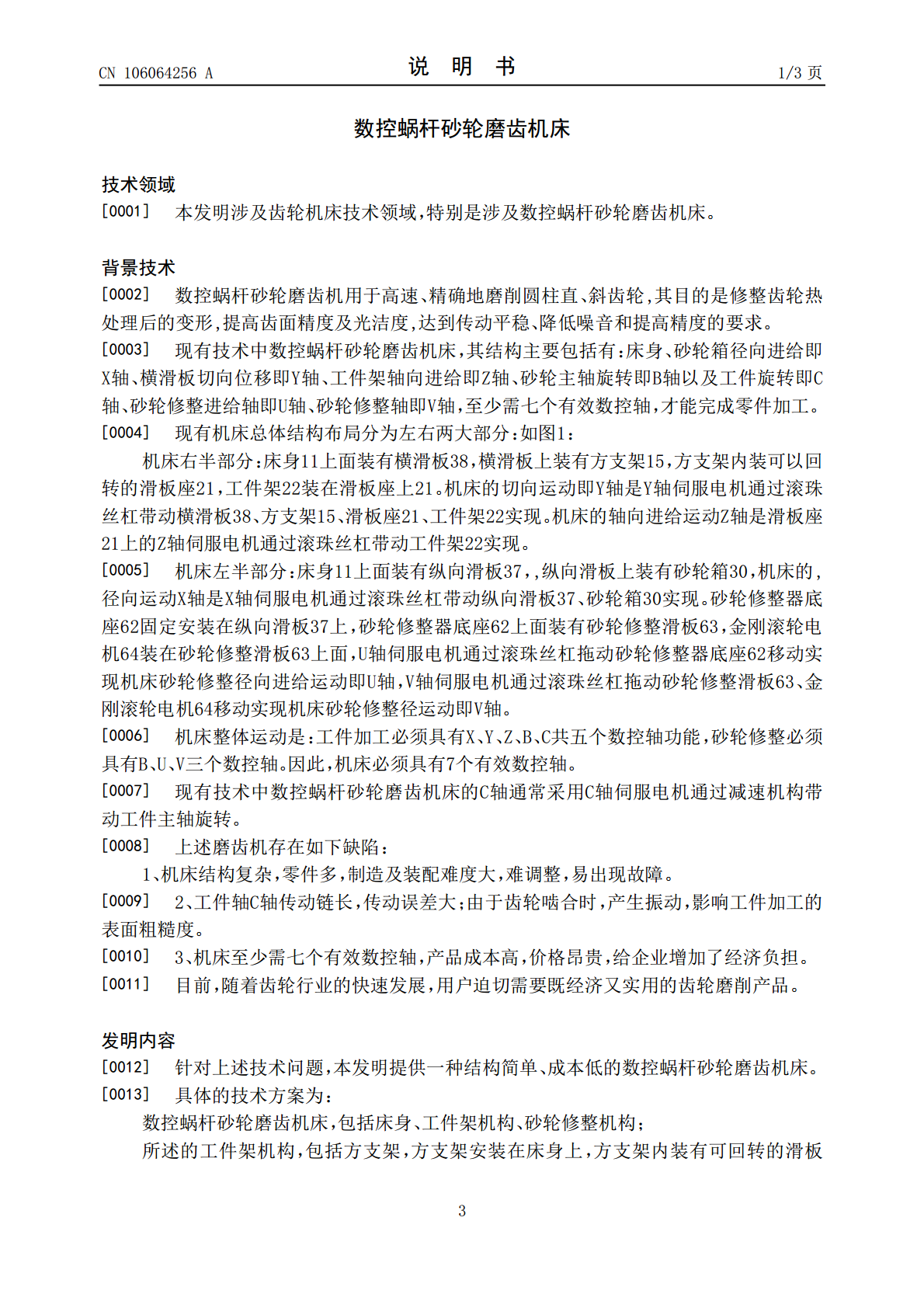
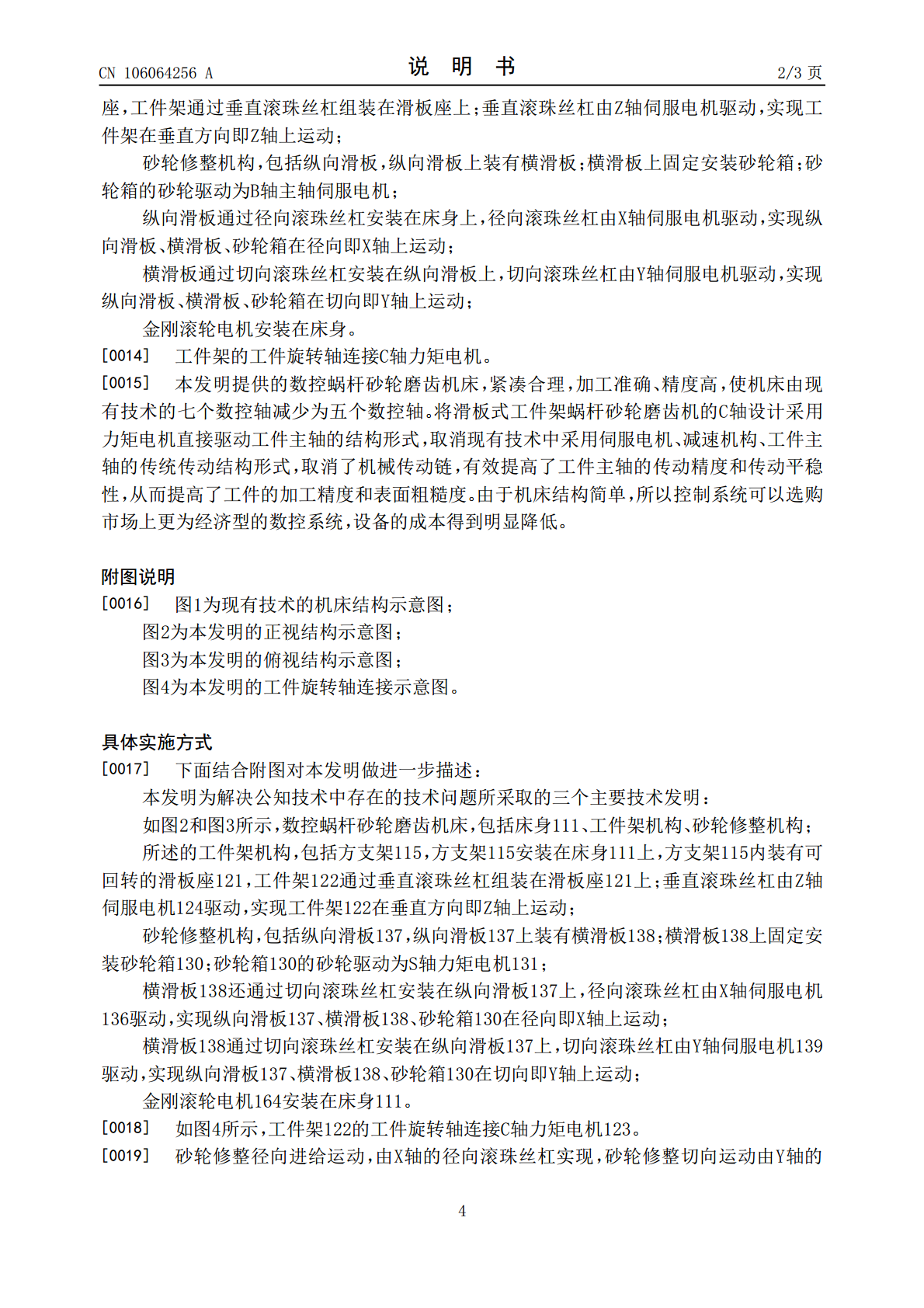
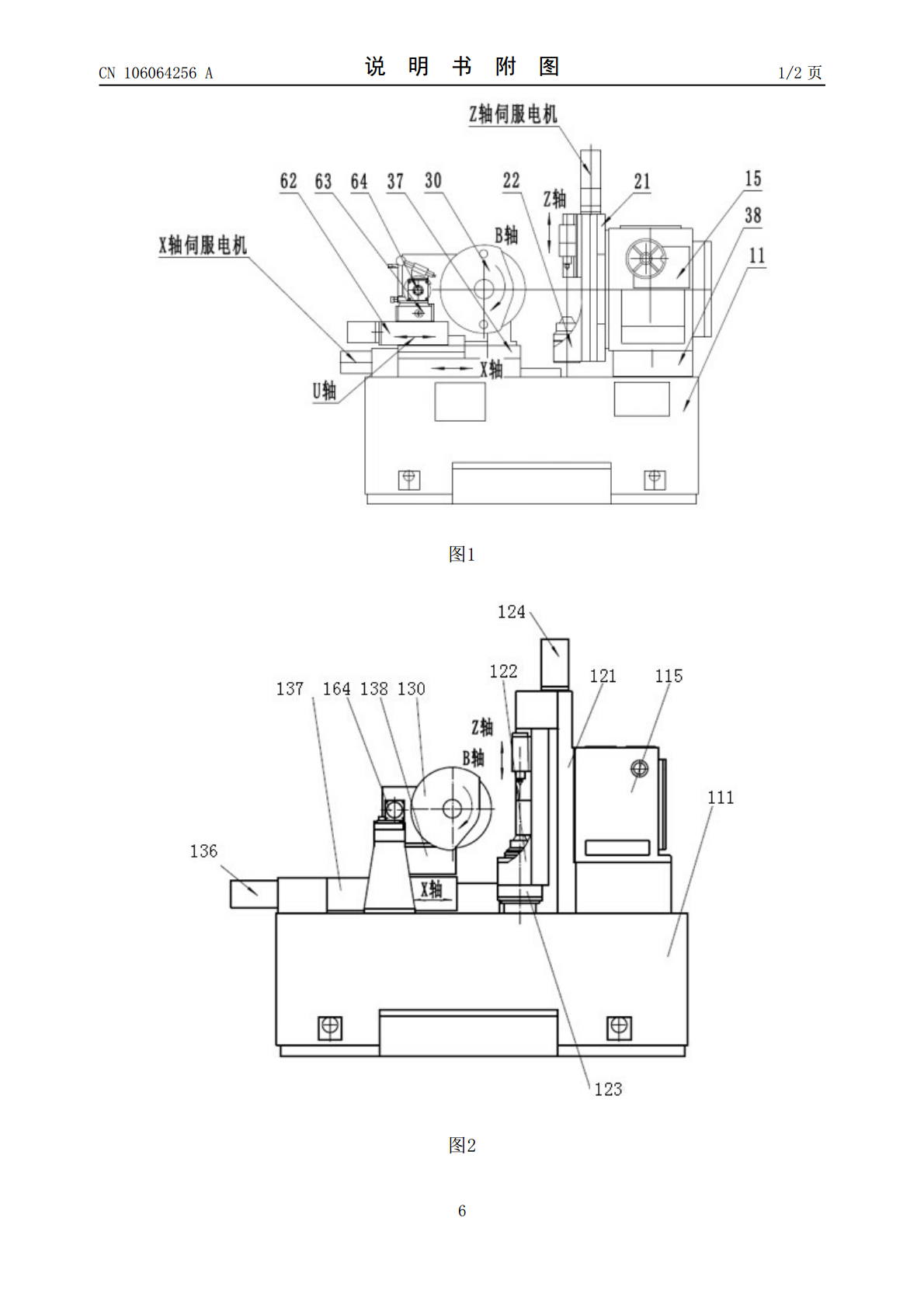
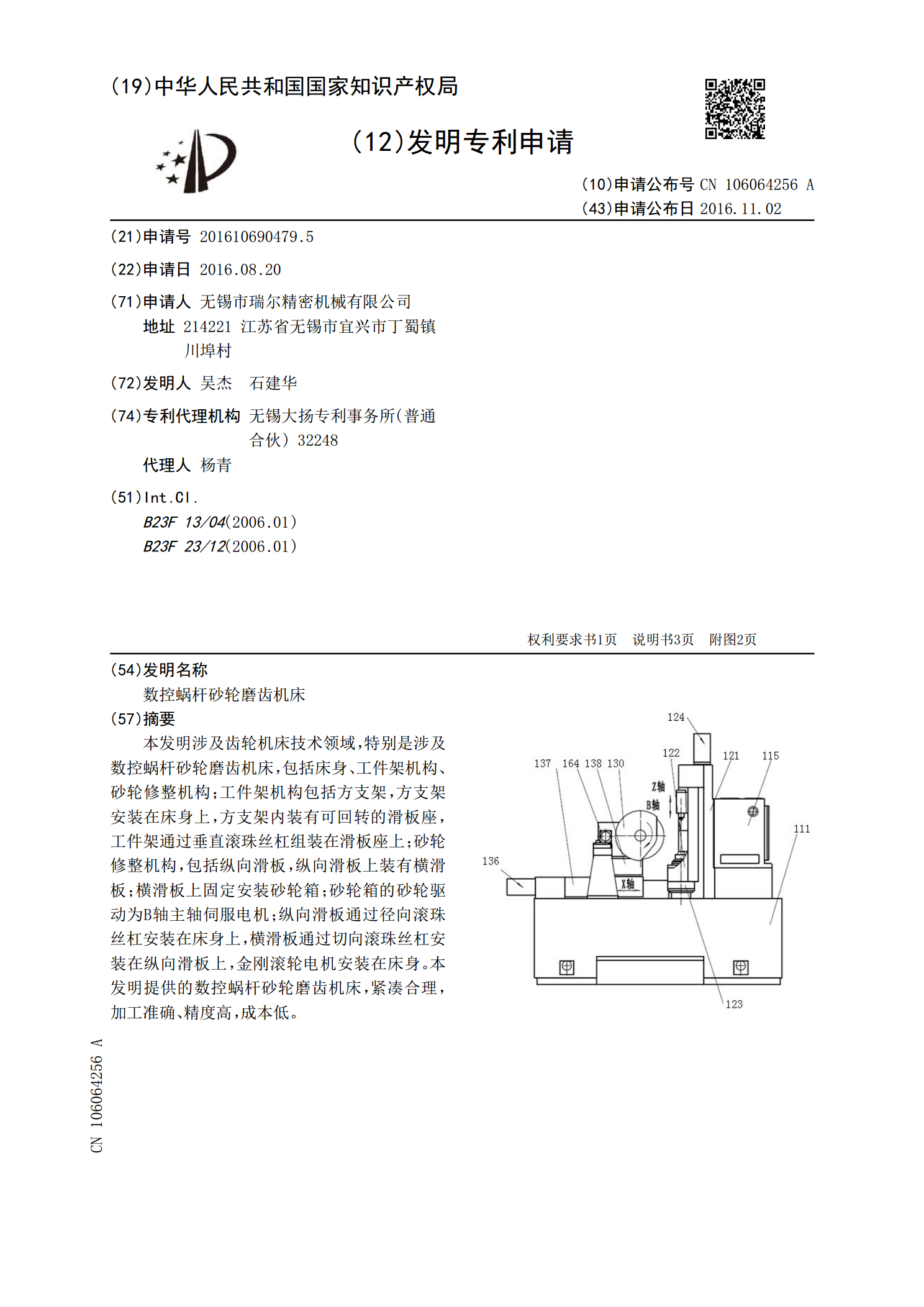
本发明涉及齿轮机床技术领域,特别是涉及数控蜗杆砂轮磨齿机床,包括床身、工件架机构、砂轮修整机构;工件架机构包括方支架,方支架安装在床身上,方支架内装有可回转的滑板座,工件架通过垂直滚珠丝杠组装在滑板座上;砂轮修整机构,包括纵向滑板,纵向滑板上装有横滑板;横滑板上固定安装砂轮箱;砂轮箱的砂轮驱动为B轴主轴伺服电机;纵向滑板通过径向滚珠丝杠安装在床身上,横滑板通过切向滚珠丝杠安装在纵向滑板上,金刚滚轮电机安装在床身。本发明提供的数控蜗杆砂轮磨齿机床,紧凑合理,加工准确、精度高,成本低。

数控蜗杆砂轮磨齿机.pdf
本发明公开了一种数控蜗杆砂轮磨齿机,包括设置在机座上的立柱部和小立柱部,立柱部上设置有螺旋角回转部和磨头部,小立柱部一侧的下方设置有工作台回转部,所述立柱部通过设置在机座顶面上的圆柱滚子直线导轨与机座移动连接。由于工作台分度和螺旋角回转采用力矩电机直接驱动,导轨采用带有预紧力的圆柱滚子直线导轨,使得本发明工作稳定、性能可靠,具有传动链短、刚性好、精度高等优点。
数控蜗杆砂轮磨齿机床扩展磨头及其加工齿轮的方法.pdf
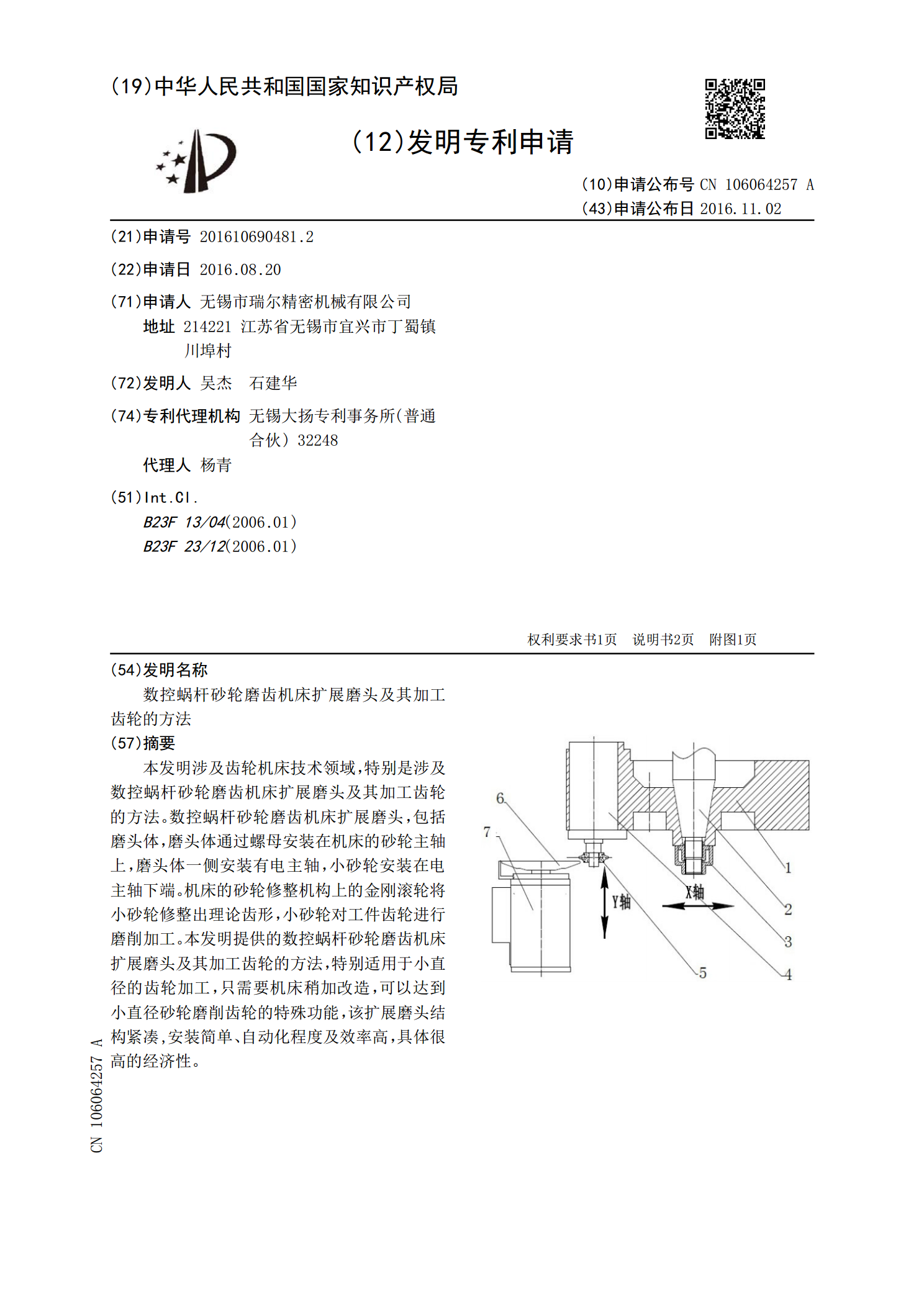
本发明涉及齿轮机床技术领域,特别是涉及数控蜗杆砂轮磨齿机床扩展磨头及其加工齿轮的方法。数控蜗杆砂轮磨齿机床扩展磨头,包括磨头体,磨头体通过螺母安装在机床的砂轮主轴上,磨头体一侧安装有电主轴,小砂轮安装在电主轴下端。机床的砂轮修整机构上的金刚滚轮将小砂轮修整出理论齿形,小砂轮对工件齿轮进行磨削加工。本发明提供的数控蜗杆砂轮磨齿机床扩展磨头及其加工齿轮的方法,特别适用于小直径的齿轮加工,只需要机床稍加改造,可以达到小直径砂轮磨削齿轮的特殊功能,该扩展磨头结构紧凑,安装简单、自动化程度及效率高,具体很高的经济性

蜗杆砂轮磨齿机数控系统.pdf
本发明公开了一种蜗杆砂轮磨齿机数控系统。该系统包括一立柜式机舱,所述机舱内包括AC交流电源模块、DC直流电源模块、主控制单元、功率驱动单元。所述主控制单元和功率驱动单元包括信号接收处理模块、电子齿轮比模块、差补模块、锁频锁相模块、以及功率驱动放大模块。该系统作为磨齿机专用的数控系统,采用直流伺服技术控制工件旋转轴,同时由于系统本身采用大规模硬件集成电路,并应用锁频锁相技术,使得在该系统控制下的磨齿机能达到同类型机床无法达到的磨削精度。平均精度比同类型产品高一至二级。
数控蜗杆砂轮磨齿机活动顶尖机构.pdf
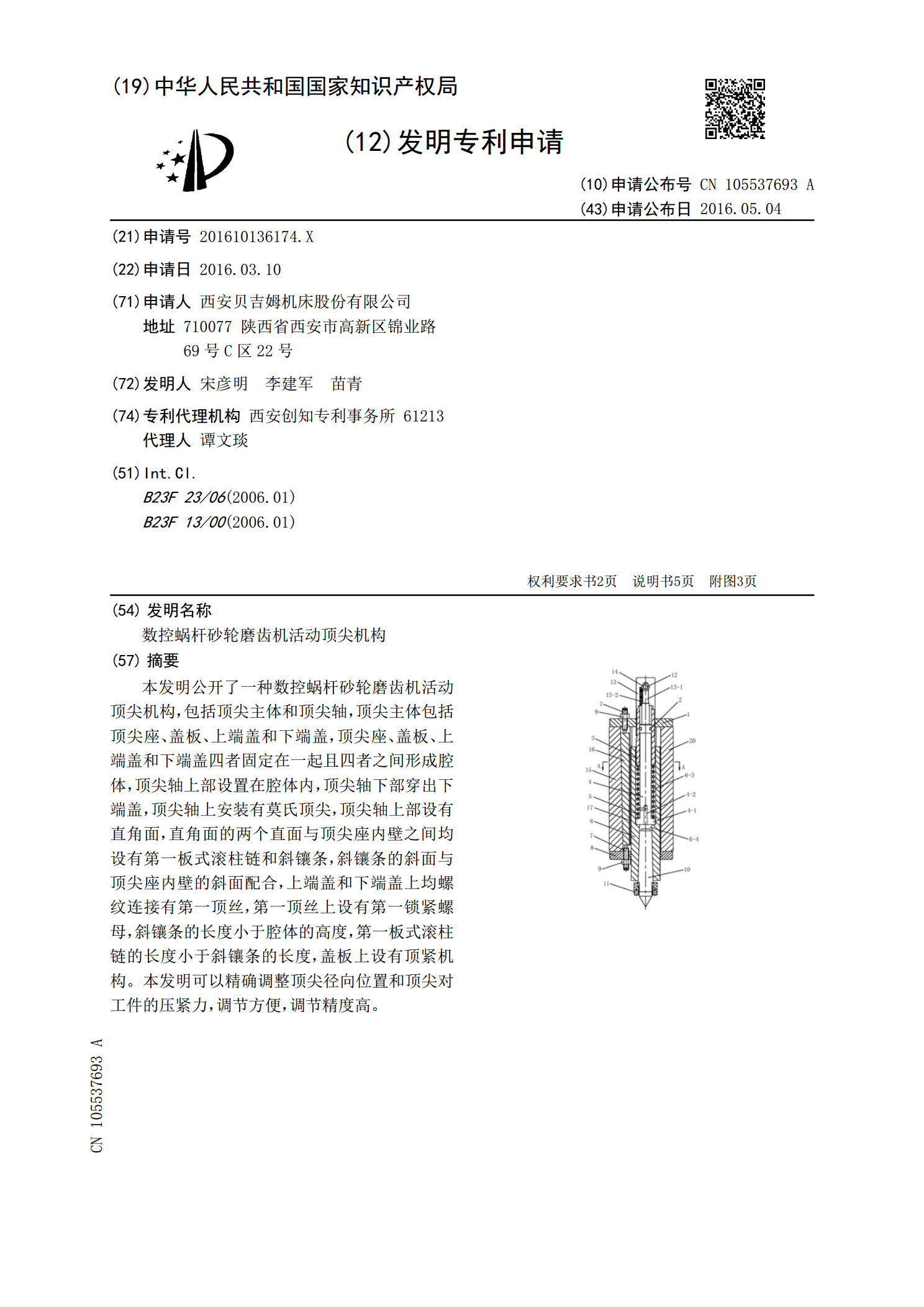
本发明公开了一种数控蜗杆砂轮磨齿机活动顶尖机构,包括顶尖主体和顶尖轴,顶尖主体包括顶尖座、盖板、上端盖和下端盖,顶尖座、盖板、上端盖和下端盖四者固定在一起且四者之间形成腔体,顶尖轴上部设置在腔体内,顶尖轴下部穿出下端盖,顶尖轴上安装有莫氏顶尖,顶尖轴上部设有直角面,直角面的两个直面与顶尖座内壁之间均设有第一板式滚柱链和斜镶条,斜镶条的斜面与顶尖座内壁的斜面配合,上端盖和下端盖上均螺纹连接有第一顶丝,第一顶丝上设有第一锁紧螺母,斜镶条的长度小于腔体的高度,第一板式滚柱链的长度小于斜镶条的长度,盖板上设有顶紧