
一种适用于包边机的包板装置.pdf

书生****66


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种适用于包边机的包板装置.pdf
本发明涉及机械设备领域,具体涉及一种适用于包边机的包板装置。本发明的上述技术目的是通过以下技术方案得以实现的:一种适用于包边机的包板装置,包含用于吸取极板的吸料装置和用于承托极板的承托装置,其特征在于:还包含包纸装置,所述包纸装置按隔板纸运输方向依次设有初折痕装置、切割装置和靠近所述承托装置的二次折痕装置,所述二次折痕装置包含能在水平方向上滑动的移动块和设在所述移动块靠近所述承托装置一端的推轮,所述吸料装置能按靠近远离所述二次折痕装置往返移动。本发明的目的是提供一种适用于包边机的包板装置,经过了初次折痕、
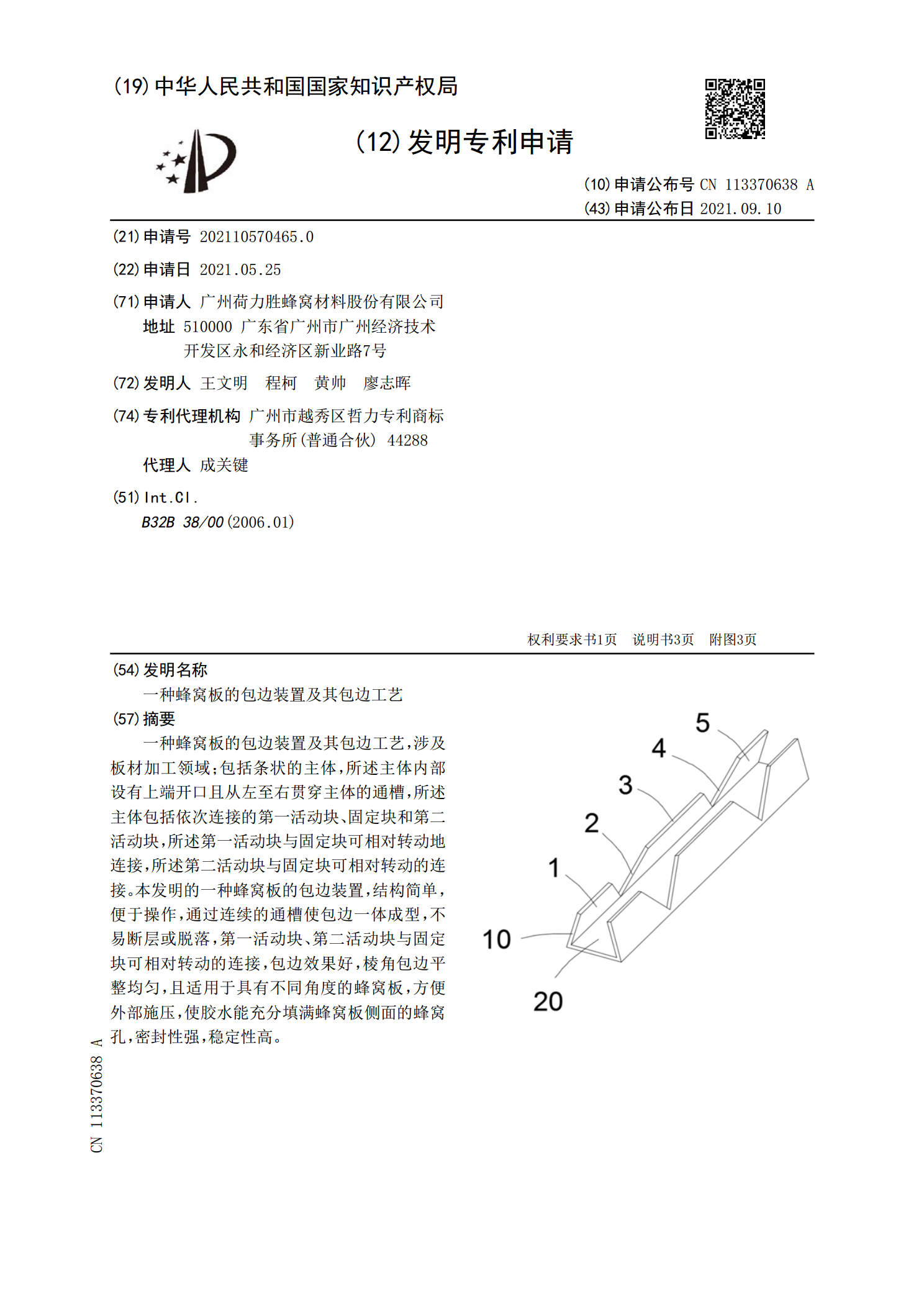
一种蜂窝板的包边装置及其包边工艺.pdf
一种蜂窝板的包边装置及其包边工艺,涉及板材加工领域;包括条状的主体,所述主体内部设有上端开口且从左至右贯穿主体的通槽,所述主体包括依次连接的第一活动块、固定块和第二活动块,所述第一活动块与固定块可相对转动地连接,所述第二活动块与固定块可相对转动的连接。本发明的一种蜂窝板的包边装置,结构简单,便于操作,通过连续的通槽使包边一体成型,不易断层或脱落,第一活动块、第二活动块与固定块可相对转动的连接,包边效果好,棱角包边平整均匀,且适用于具有不同角度的蜂窝板,方便外部施压,使胶水能充分填满蜂窝板侧面的蜂窝孔,密封
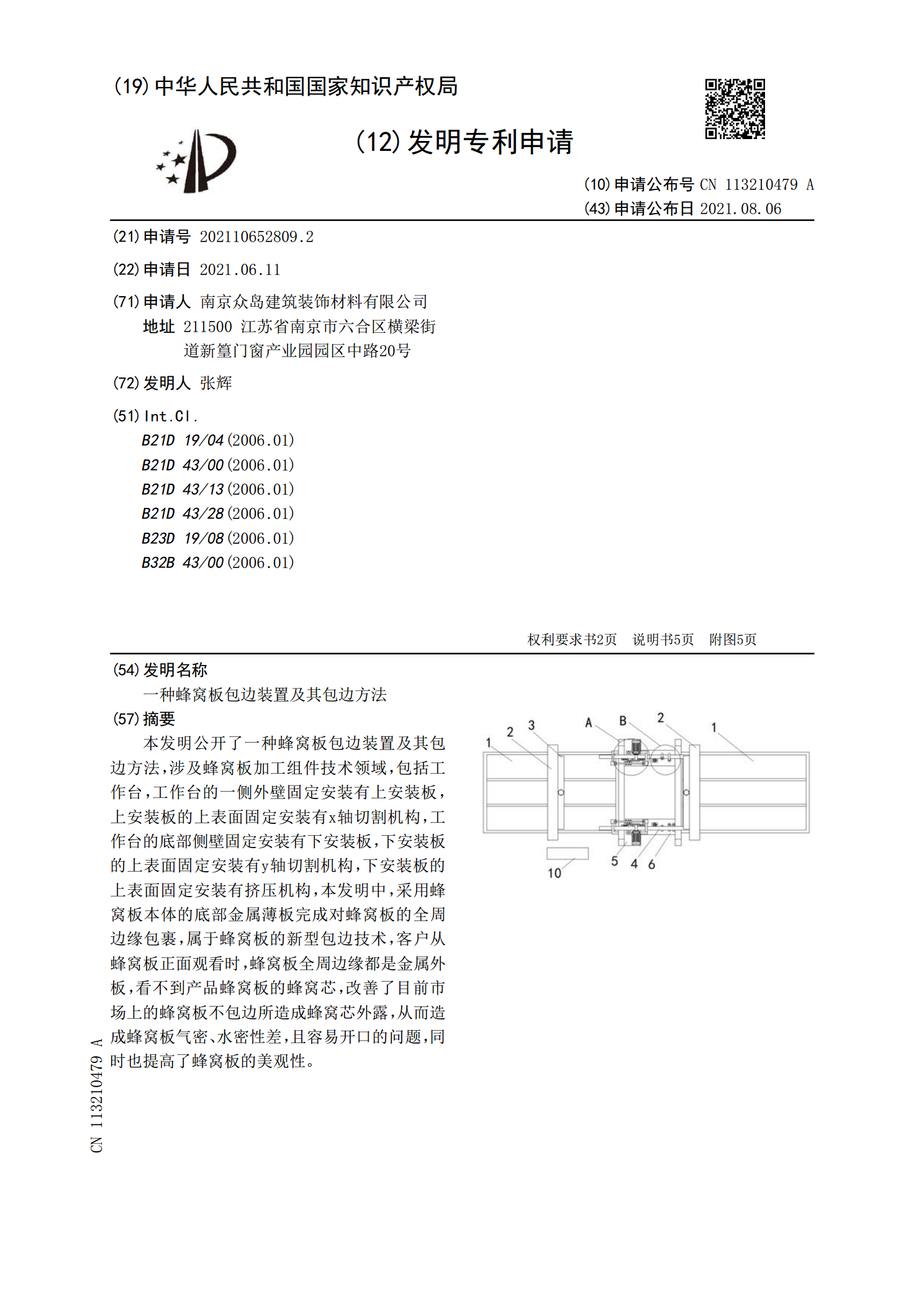
一种蜂窝板包边装置及其包边方法.pdf
本发明公开了一种蜂窝板包边装置及其包边方法,涉及蜂窝板加工组件技术领域,包括工作台,工作台的一侧外壁固定安装有上安装板,上安装板的上表面固定安装有x轴切割机构,工作台的底部侧壁固定安装有下安装板,下安装板的上表面固定安装有y轴切割机构,下安装板的上表面固定安装有挤压机构,本发明中,采用蜂窝板本体的底部金属薄板完成对蜂窝板的全周边缘包裹,属于蜂窝板的新型包边技术,客户从蜂窝板正面观看时,蜂窝板全周边缘都是金属外板,看不到产品蜂窝板的蜂窝芯,改善了目前市场上的蜂窝板不包边所造成蜂窝芯外露,从而造成蜂窝板气密、

石膏板包边机.pdf
本发明公开了一种石膏板包边机,包括机架,机架上沿传动方向成排设置有托辊,在托辊两端设有包边装置,机架上设有轮子,机架下侧设有承托装置。本发明是一种结构简单,可移至任意地点使用的石膏板包边机。

PP蜂窝板的包边机.pdf
本发明公开了一种PP蜂窝板的包边机,包括一机架,机架的工作台面凸设有一水平加工平台,水平加工平台的正上方设有一可升降的压板;所述机架工作台面在水平加工平台的包边侧设有一加工通道,加工通道的上下侧分别设有上包边夹块和下包边夹块,两包边夹块在各自升降机构的带动下进行闭合或分离操作;同时加工通道另一侧设有一可内外移动的热风管,热风管在内移到位后其出风口紧贴待包边PP蜂窝板的切边,热风管的下方通过管路与一热风机相连。本发明设计可快速高效地实现PP蜂窝板的包边加工,具有自动化程度高、工作效率高和产品加工质量稳定的特