
一种同步裁切无膜纸板生产设备.pdf

一吃****瀚文


1/7
2/7

3/7
4/7

5/7
6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种同步裁切无膜纸板生产设备.pdf
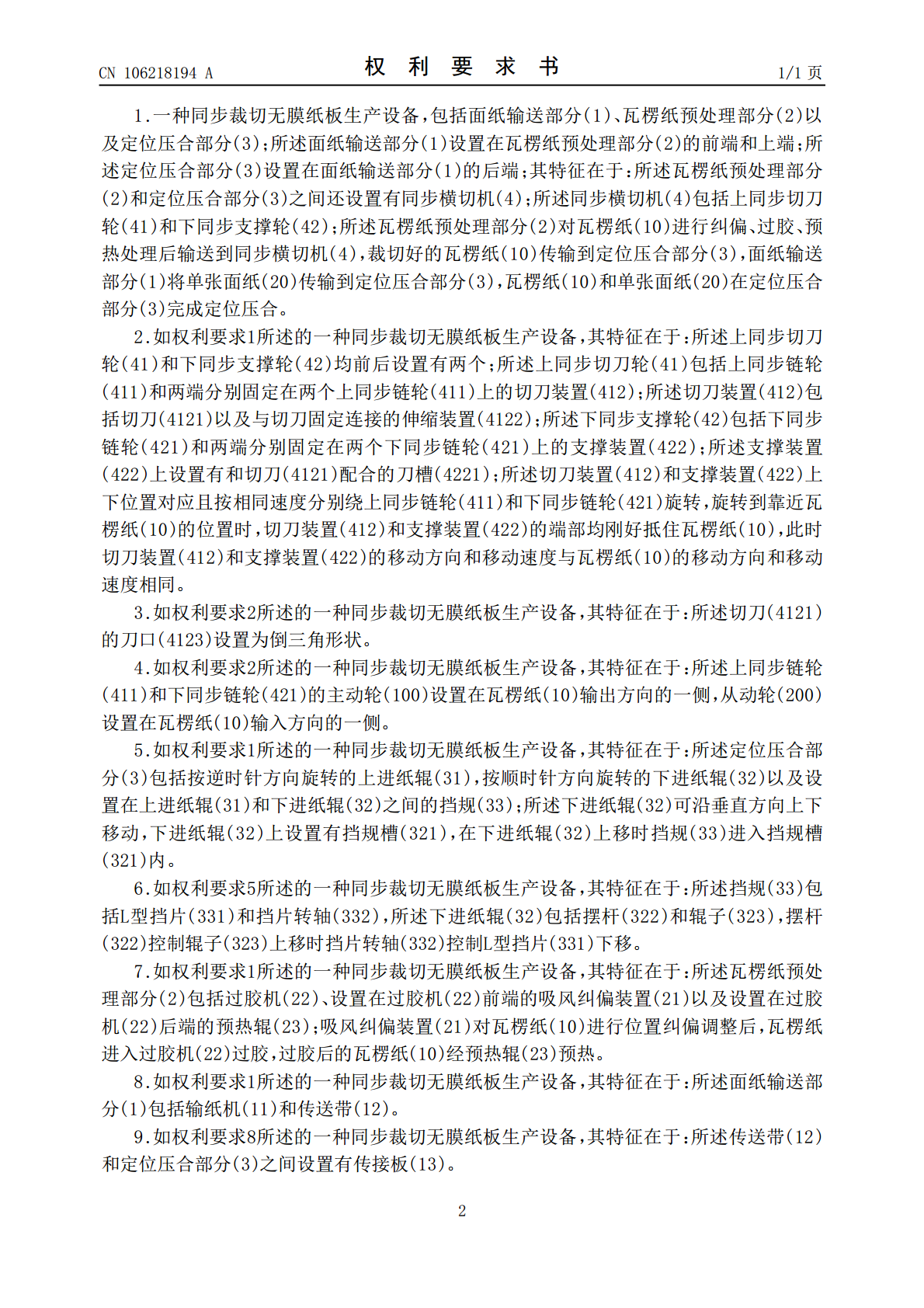
本发明涉及一种精确裁切同步裁切无膜纸板生产设备,包括面纸输送部分、瓦楞纸预处理部分以及定位压合部分;所述面纸输送部分设置在瓦楞纸预处理部分的前端和上端;所述定位压合部分设置在面纸输送部分的后端;所述瓦楞纸预处理部分和定位压合部分之间还设置有同步横切机;所述同步横切机包括上同步切刀轮和下同步支撑轮;克服了瓦楞纸板生产能耗高,污染大,裁切不稳定以及生产效率低的问题。
一种无膜纸板同步裁切自然固化生产设备.pdf
本发明涉及一种无膜纸板同步裁切自然固化生产设备,包括面纸输送部分、瓦楞纸预处理部分、瓦楞纸横切机、定位压合部分以及层叠固化输送部分;所述面纸输送部分设置在瓦楞纸预处理部分的前端和上端;所述瓦楞纸横切机设置在瓦楞纸预处理部分的后端;所述定位压合部分设置在瓦楞纸横切机以及面纸输送部分的后端;层叠固化输送部分设置在定位压合部分的后端;所述瓦楞纸横切机包括上同步切刀轮和下同步支撑轮;克服了瓦楞纸板生产能耗高,污染大,浪费材料成本高,裁切困难以及生产效率低的问题。

一种同步裁切复膜纸板生产设备.pdf
本发明涉及一种同步裁切复膜纸板生产设备,面纸定位复膜部分、瓦楞纸处理部分、压合部分以及裁切部分;面纸定位复膜部分设置在压合部分的前端;瓦楞纸处理部分设置在压合部分的下端;裁切部分设置压合部分的后端,裁切部分包括用于对纸板裁切起支撑作用的支撑辊和同步横切机;横同步切机上同步切刀轮和下同步支撑轮;上同步切刀轮包括上同步链轮和固定在上同步链轮上的切刀装置;切刀装置包括切刀以及与切刀固定连接的伸缩装置;下同步支撑轮包括下同步链轮和固定在下同步链轮上的支撑装置;支撑装置上设置有和切刀配合的刀槽;克服了瓦楞纸板生产过
一种预烘干无膜纸板生产设备.pdf
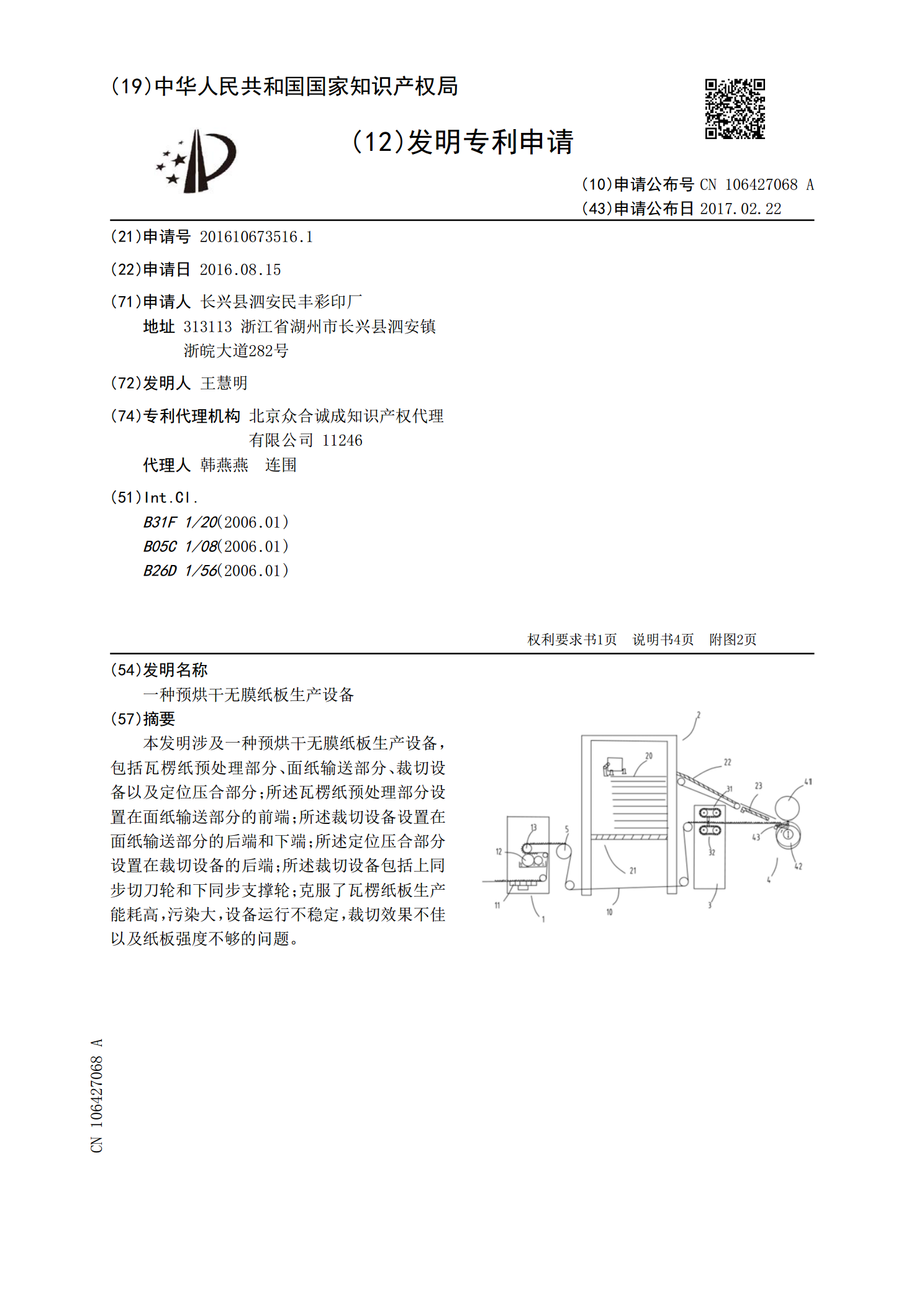
本发明涉及一种预烘干无膜纸板生产设备,包括瓦楞纸预处理部分、面纸输送部分、裁切设备以及定位压合部分;所述瓦楞纸预处理部分设置在面纸输送部分的前端;所述裁切设备设置在面纸输送部分的后端和下端;所述定位压合部分设置在裁切设备的后端;所述裁切设备包括上同步切刀轮和下同步支撑轮;克服了瓦楞纸板生产能耗高,污染大,设备运行不稳定,裁切效果不佳以及纸板强度不够的问题。

一种纸箱生产用的纸板裁切设备.pdf
本实用新型公开了一种纸箱生产用的纸板裁切设备,涉及纸箱生产技术领域。一种纸箱生产用的纸板裁切设备,包括裁切台,所述裁切台的内侧设置有定向输送架构,所述裁切台的上表面固定安装有裁切装置,所述裁切装置的正面固定安装有控制面板,所述裁切装置位于定向输送架构的后方。利用输送带可带动待裁切纸板进行快速运输,再配合电动推杆带动导向板进行滑动,且两个导向板的运动方向相对,所以两个导向板之间的距离可根据待裁切纸板的尺寸进行适配性调节,使得待裁切纸板被限制在两个导向板之间,可极大程度减少裁切时出现偏移的现象,使得切割位置更