
一种肋骨冷弯成型机.pdf

贤惠****66

1/10
2/10
3/10
4/10
5/10
6/10

7/10
8/10
9/10
10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种肋骨冷弯成型机.pdf
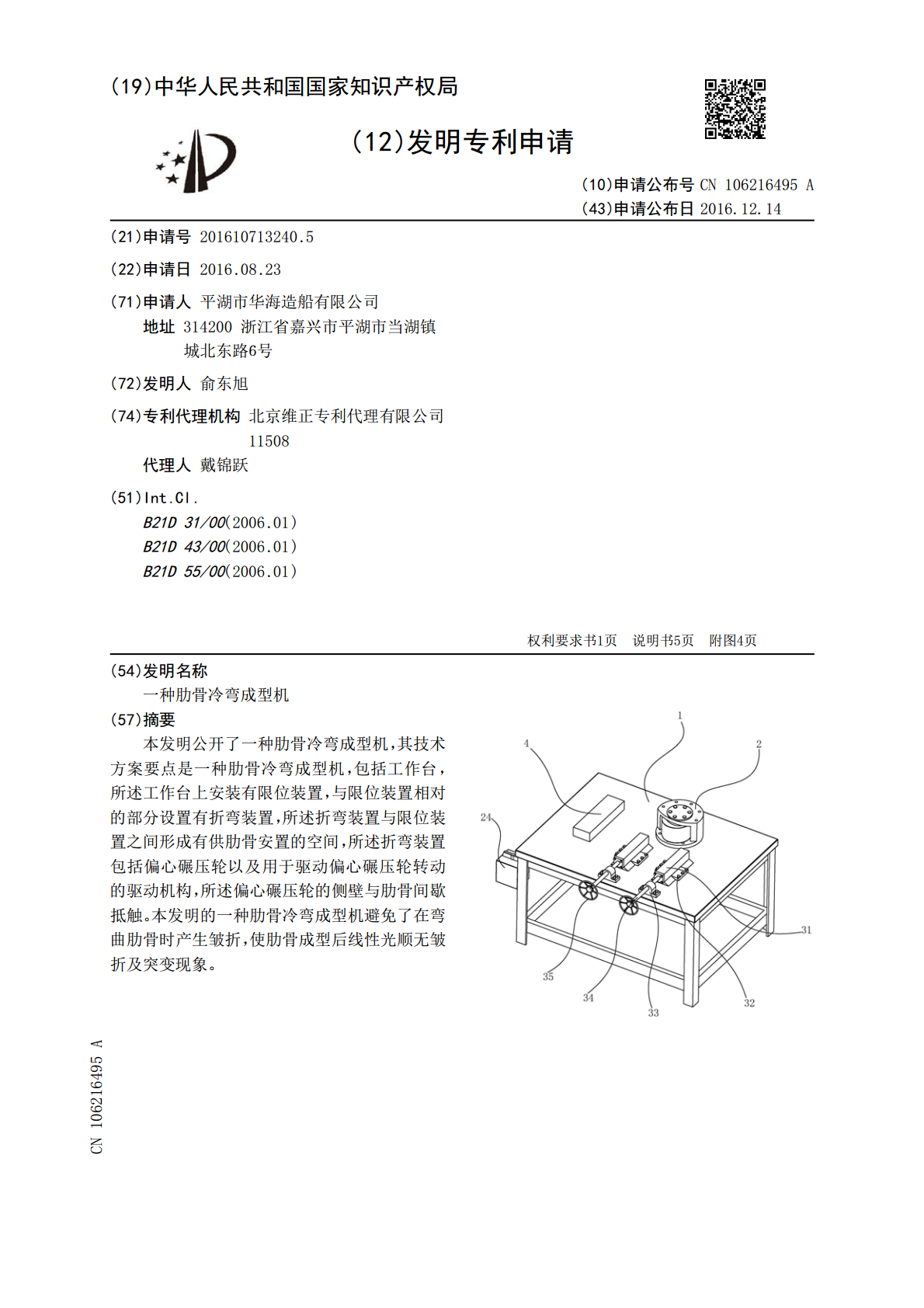
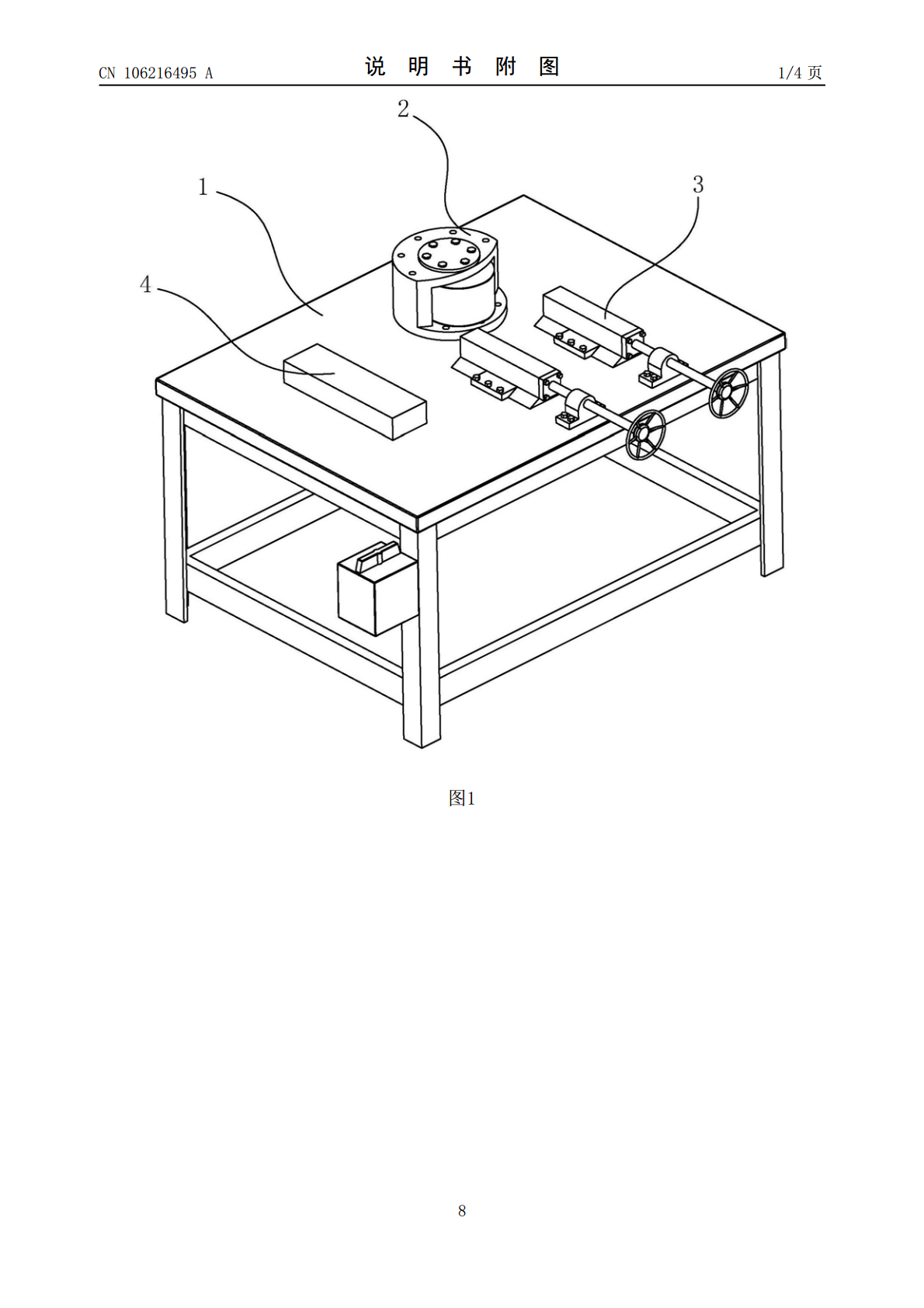
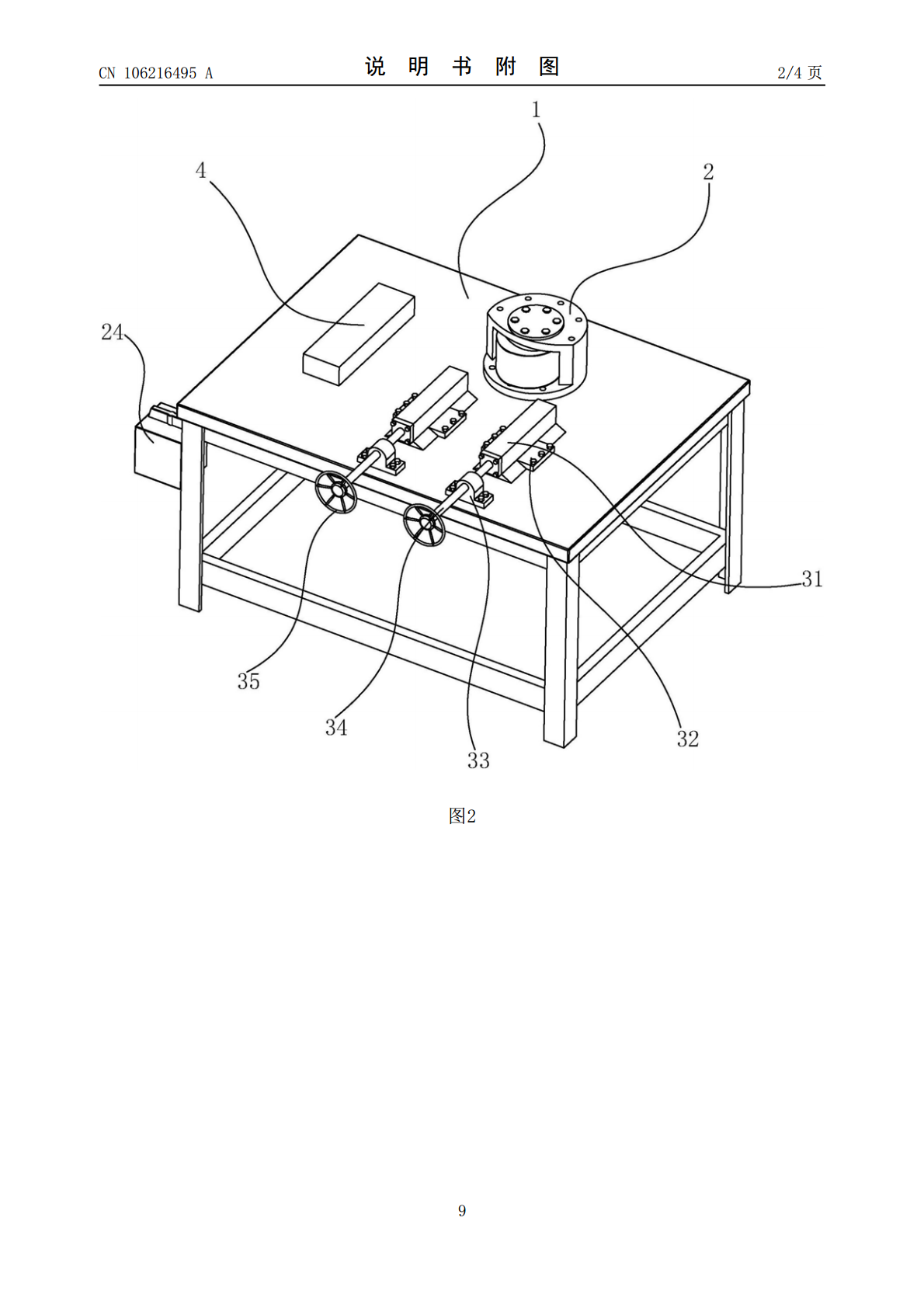
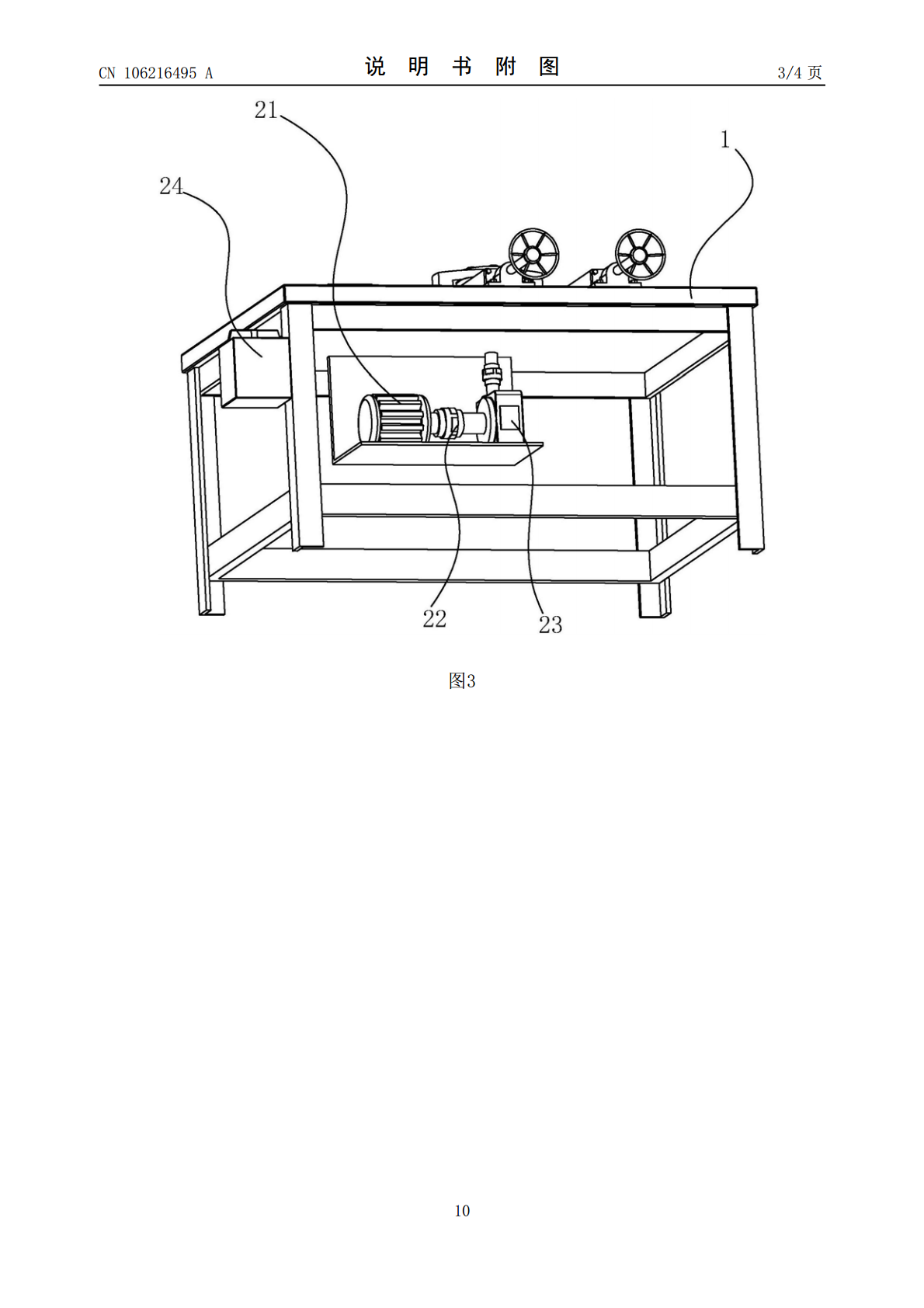
本发明公开了一种肋骨冷弯成型机,其技术方案要点是一种肋骨冷弯成型机,包括工作台,所述工作台上安装有限位装置,与限位装置相对的部分设置有折弯装置,所述折弯装置与限位装置之间形成有供肋骨安置的空间,所述折弯装置包括偏心碾压轮以及用于驱动偏心碾压轮转动的驱动机构,所述偏心碾压轮的侧壁与肋骨间歇抵触。本发明的一种肋骨冷弯成型机避免了在弯曲肋骨时产生皱折,使肋骨成型后线性光顺无皱折及突变现象。
一种用于肋骨冷弯机的组合模具.pdf
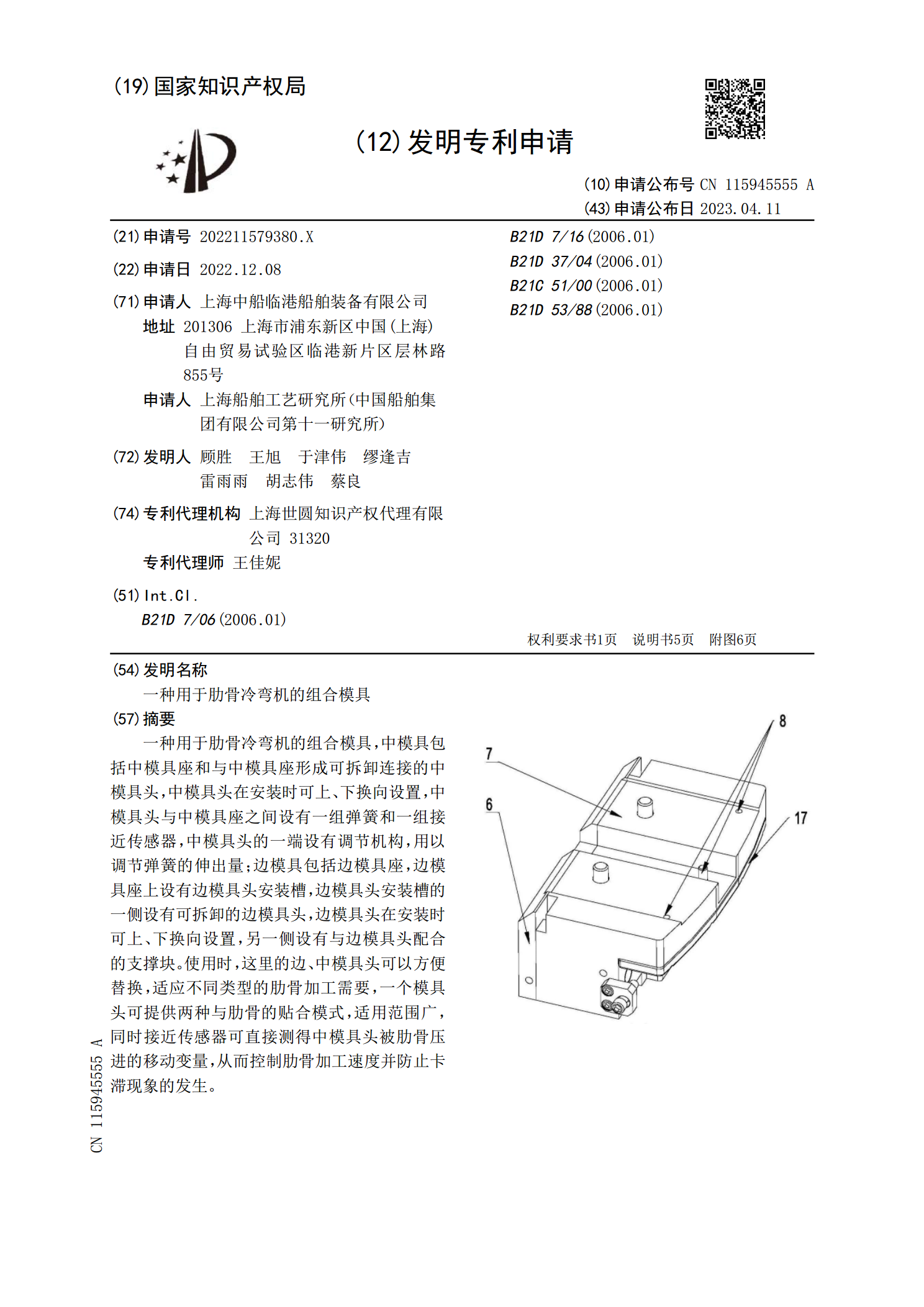
一种用于肋骨冷弯机的组合模具,中模具包括中模具座和与中模具座形成可拆卸连接的中模具头,中模具头在安装时可上、下换向设置,中模具头与中模具座之间设有一组弹簧和一组接近传感器,中模具头的一端设有调节机构,用以调节弹簧的伸出量;边模具包括边模具座,边模具座上设有边模具头安装槽,边模具头安装槽的一侧设有可拆卸的边模具头,边模具头在安装时可上、下换向设置,另一侧设有与边模具头配合的支撑块。使用时,这里的边、中模具头可以方便替换,适应不同类型的肋骨加工需要,一个模具头可提供两种与肋骨的贴合模式,适用范围广,同时接近传
一种笼式双轮冷弯波纹型板成型机.pdf
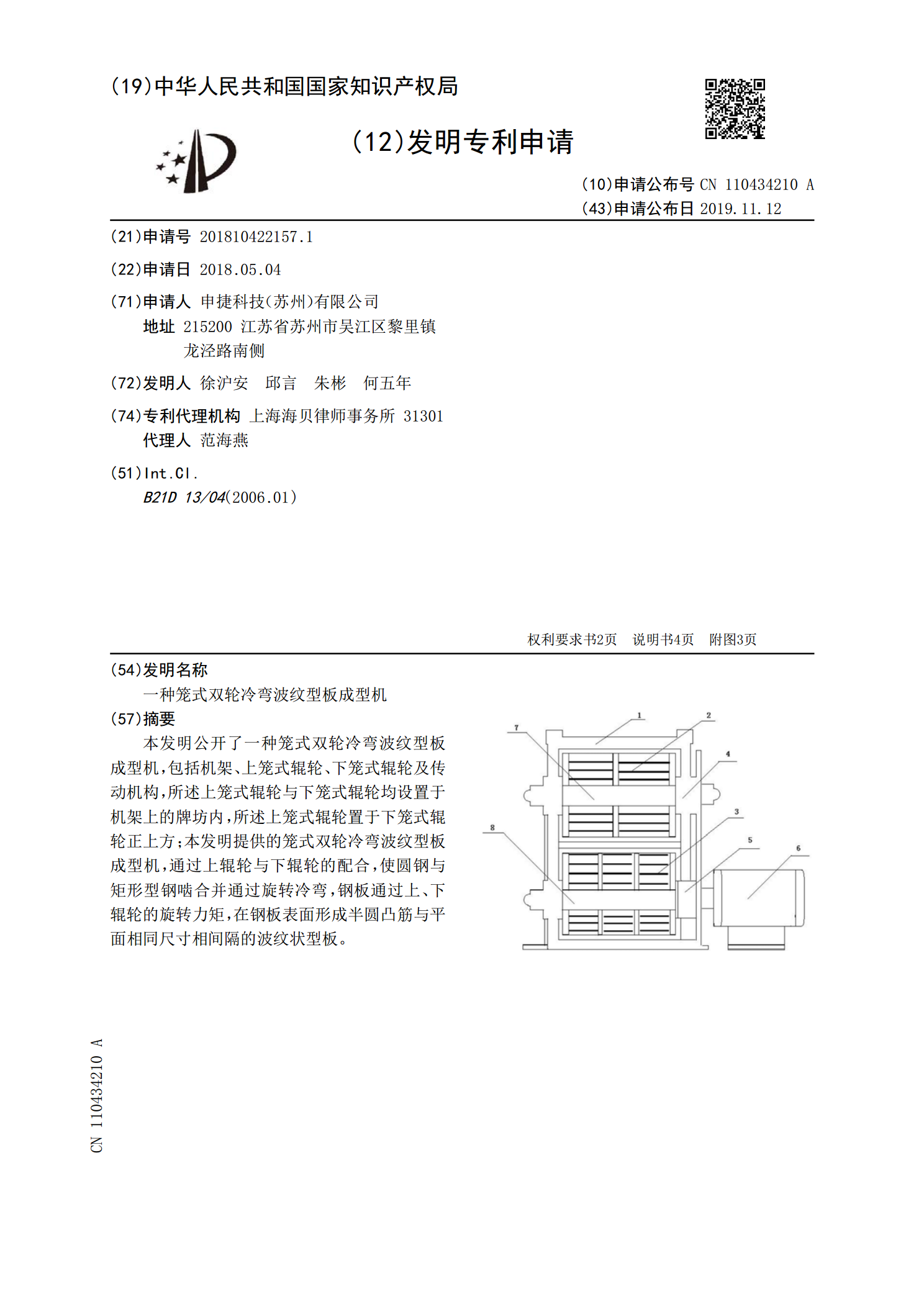
本发明公开了一种笼式双轮冷弯波纹型板成型机,包括机架、上笼式辊轮、下笼式辊轮及传动机构,所述上笼式辊轮与下笼式辊轮均设置于机架上的牌坊内,所述上笼式辊轮置于下笼式辊轮正上方;本发明提供的笼式双轮冷弯波纹型板成型机,通过上辊轮与下辊轮的配合,使圆钢与矩形型钢啮合并通过旋转冷弯,钢板通过上、下辊轮的旋转力矩,在钢板表面形成半圆凸筋与平面相同尺寸相间隔的波纹状型板。

大型肋骨冷弯机结构优化研究的综述报告.docx
大型肋骨冷弯机结构优化研究的综述报告大型肋骨冷弯机是一种专业用于冷弯肋骨的设备,其主要优点包括能够快速高效地加工肋骨、成本低廉、加工精度高等。然而,由于肋骨的尺寸和形状不一,加工难度较大,因此需要对冷弯机的结构进行优化。大型肋骨冷弯机的结构主要包括:机身、导轨、弯形轮驱动装置和输送机构等。在这些结构中,机身是最主要的部分,它要求具有高强度、高刚度、低振动等特点。优化机身的材料和工艺可以提高整机的稳定性和寿命。同时,导轨和弯形轮驱动装置的设计也会直接影响肋骨的加工精度和效率。一般来说,大型肋骨冷弯机的机身采

船舶肋骨(角钢)冷弯成形中旁弯的数值模拟.docx
船舶肋骨(角钢)冷弯成形中旁弯的数值模拟摘要本文研究了船舶肋骨(角钢)冷弯成形过程中旁弯问题,并采用数值模拟分析方法对旁弯现象进行了研究。通过建立数值模型模拟船舶肋骨冷弯成形过程,对不同工艺参数、材料性能、几何形状等因素对旁弯的影响进行了分析,以期为提高船舶肋骨冷弯成形的质量和效率提供理论和技术支持。关键词:船舶肋骨;冷弯成形;旁弯;数值模拟引言船舶肋骨是船体结构的主要组成部分,其质量和几何形状的精度直接影响着船舶的性能和安全。目前,船舶肋骨的冷弯成形技术已经成为船体结构加工中不可或缺的一环。然而,在实际