
一种复杂内型面小螺旋的加工方法.pdf

含秀****66


1/7

2/7
3/7
4/7

5/7
6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种复杂内型面小螺旋的加工方法.pdf
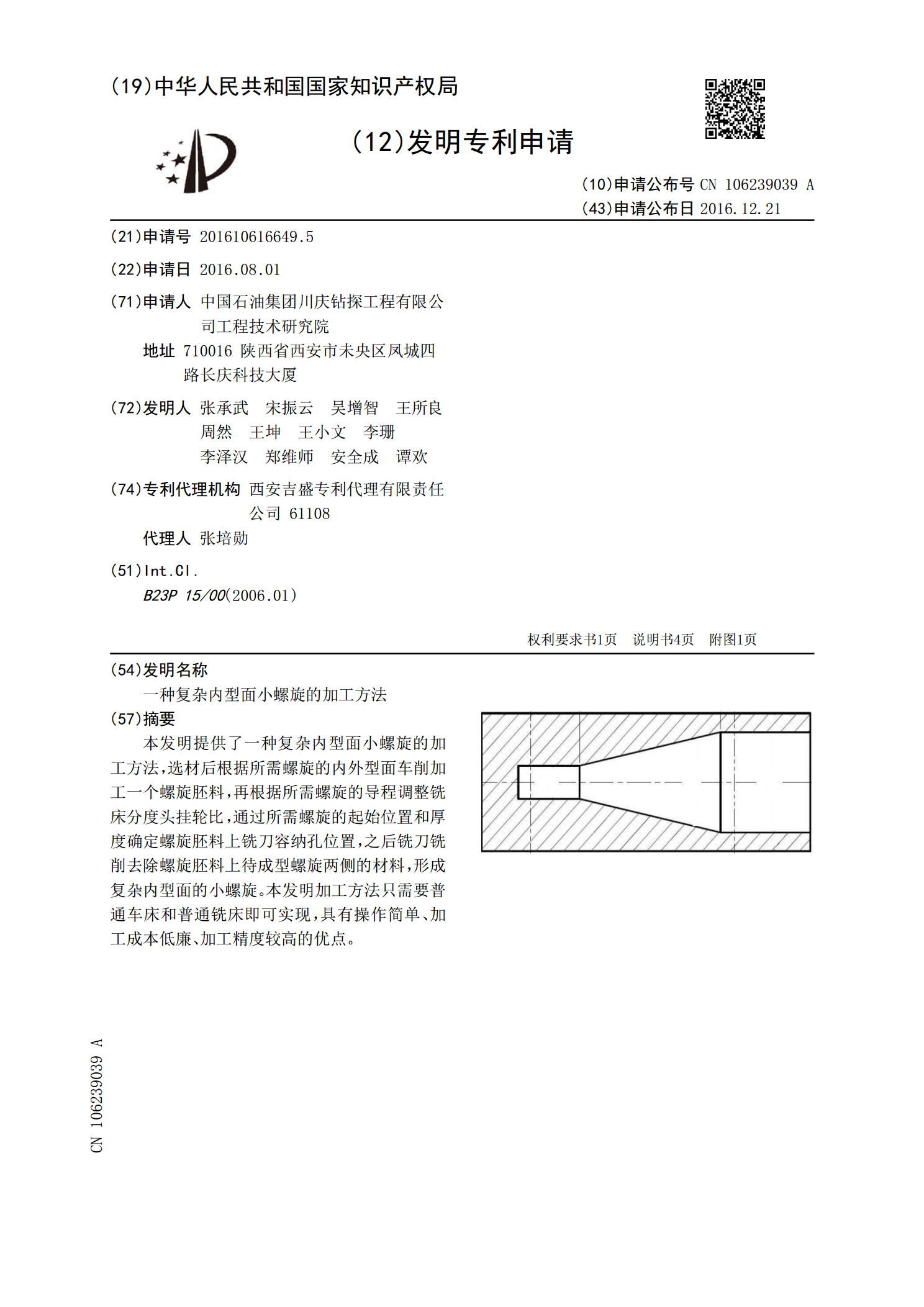
本发明提供了一种复杂内型面小螺旋的加工方法,选材后根据所需螺旋的内外型面车削加工一个螺旋胚料,再根据所需螺旋的导程调整铣床分度头挂轮比,通过所需螺旋的起始位置和厚度确定螺旋胚料上铣刀容纳孔位置,之后铣刀铣削去除螺旋胚料上待成型螺旋两侧的材料,形成复杂内型面的小螺旋。本发明加工方法只需要普通车床和普通铣床即可实现,具有操作简单、加工成本低廉、加工精度较高的优点。
一种复杂型面管材的加工成型方法.pdf
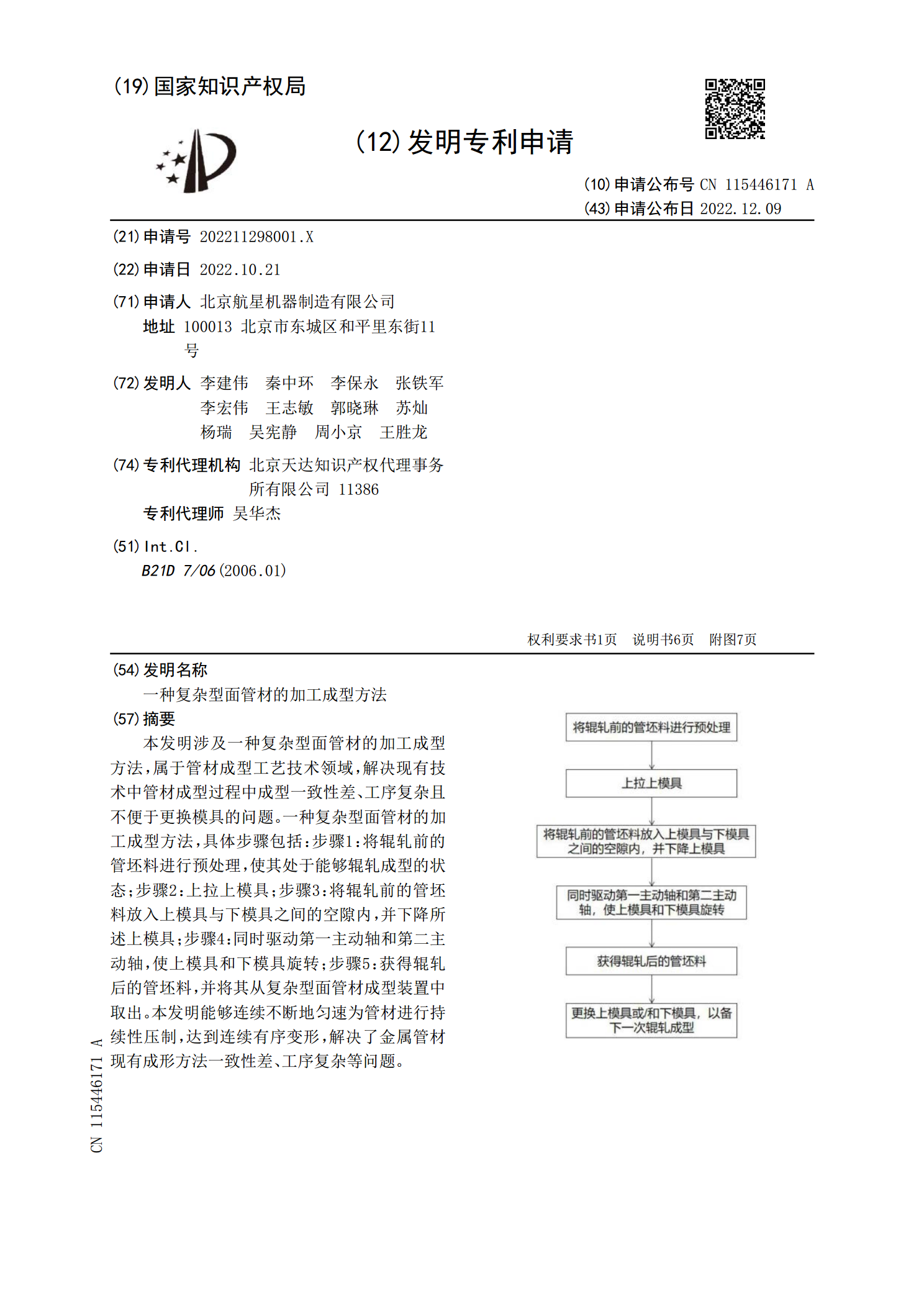
本发明涉及一种复杂型面管材的加工成型方法,属于管材成型工艺技术领域,解决现有技术中管材成型过程中成型一致性差、工序复杂且不便于更换模具的问题。一种复杂型面管材的加工成型方法,具体步骤包括:步骤1:将辊轧前的管坯料进行预处理,使其处于能够辊轧成型的状态;步骤2:上拉上模具;步骤3:将辊轧前的管坯料放入上模具与下模具之间的空隙内,并下降所述上模具;步骤4:同时驱动第一主动轴和第二主动轴,使上模具和下模具旋转;步骤5:获得辊轧后的管坯料,并将其从复杂型面管材成型装置中取出。本发明能够连续不断地匀速为管材进行持续

一种螺旋面成形加工方法.pdf
本发明公开了一种螺旋面成形加工方法,包括选用与待加工工件螺旋面相匹配的成形刀具对待加工工件进行成形加工的步骤;加工前,先确定待加工工件螺旋面的理论截形,再根据螺旋面的理论截形确定成形刀具的理论截形,然后根据成形刀具的理论截形得出螺旋面的实际截形,将螺旋面的实际截形与螺旋面的理论截形对比,二者的最大误差小于待加工工件的精度,确定此时获得的成形刀具截形符合要求;否则,作出将螺旋面的实际截形相对于螺旋面的理论截形的对称螺旋面截形,再以对称螺旋面截形作为新的螺旋面的理论截形,进行迭代计算,直到误差符合要求。本发明

加工球型螺旋面装置.pdf
本发明涉及一种加工球型螺旋面装置,它主要由:万能旋转动力头、第一二蜗轮蜗杆、Ⅰ、Ⅱ轴对齿轮、分度头手轮、对轮、球型刀具等构成。球型刀具安装在万能旋转动力头上,并安装在床体上,夹盘装在工作台上,夹盘与第一蜗轮蜗杆相连接,对轮与第二蜗轮蜗杆相连接,第二蜗轮蜗杆分别与分度头手轮、Ⅰ轴对齿轮相连接,Ⅰ轴对齿轮与Ⅱ轴对齿轮相连接,Ⅱ轴对齿轮与丝杠相连接,丝杠与电机相连接。该产品它采用球型刀具,利用万能旋转动力头及蜗轮蜗杆加工球型螺旋面,加工工序简单,使用操作方便,提高了生产效率,在工件上可任意加工多个螺旋球面,所用

复杂型面数控加工研究论文.docx
复杂型面数控加工研究论文复杂型面数控加工研究论文1汽车模型建模复杂型面的难点之一是型面的设计问题。复杂型面没有具体的曲面方程和表达式,无法通过传统的设计方法去获得。汽车模型一般由真实汽车等比例缩放制成,结构复杂,如果需要得到比较精确的汽车形状,需要专业的测量扫描设备。由于此次主要对复杂型面的数控加工技术进行初步研究,根据实际情况,采用一定比例的光栅图像对汽车模型进行近似处理。UG是一款功能强大的CAD/CAM/CAE一体化软件,广泛应用于航空航天、汽车、通用机械及模具等行业;依托于UG强大的曲面造型能力,