
离心风轮叶片制造方法及其冲压模具.pdf

小琛****82

1/6
2/6
3/6
4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
离心风轮叶片制造方法及其冲压模具.pdf
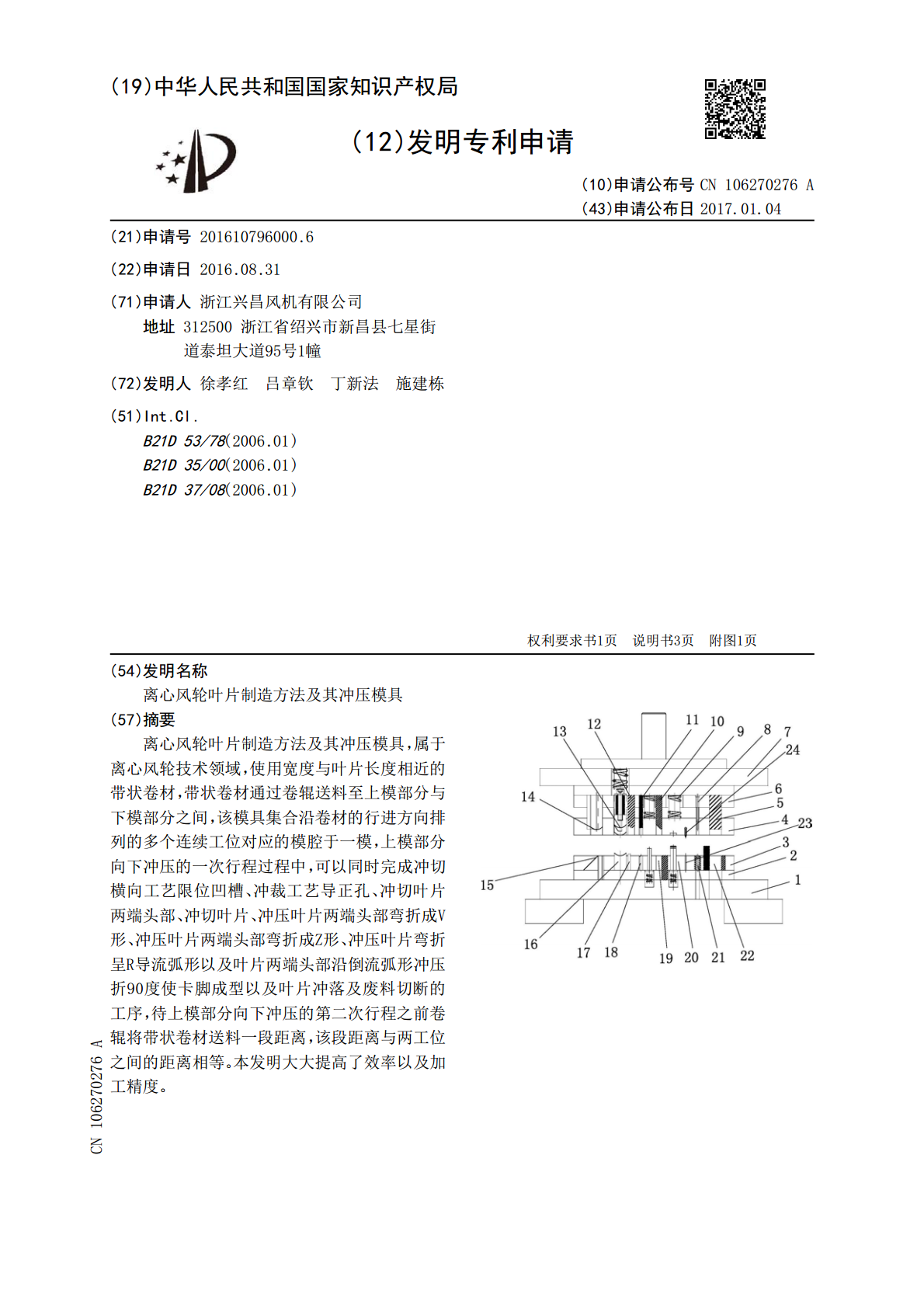
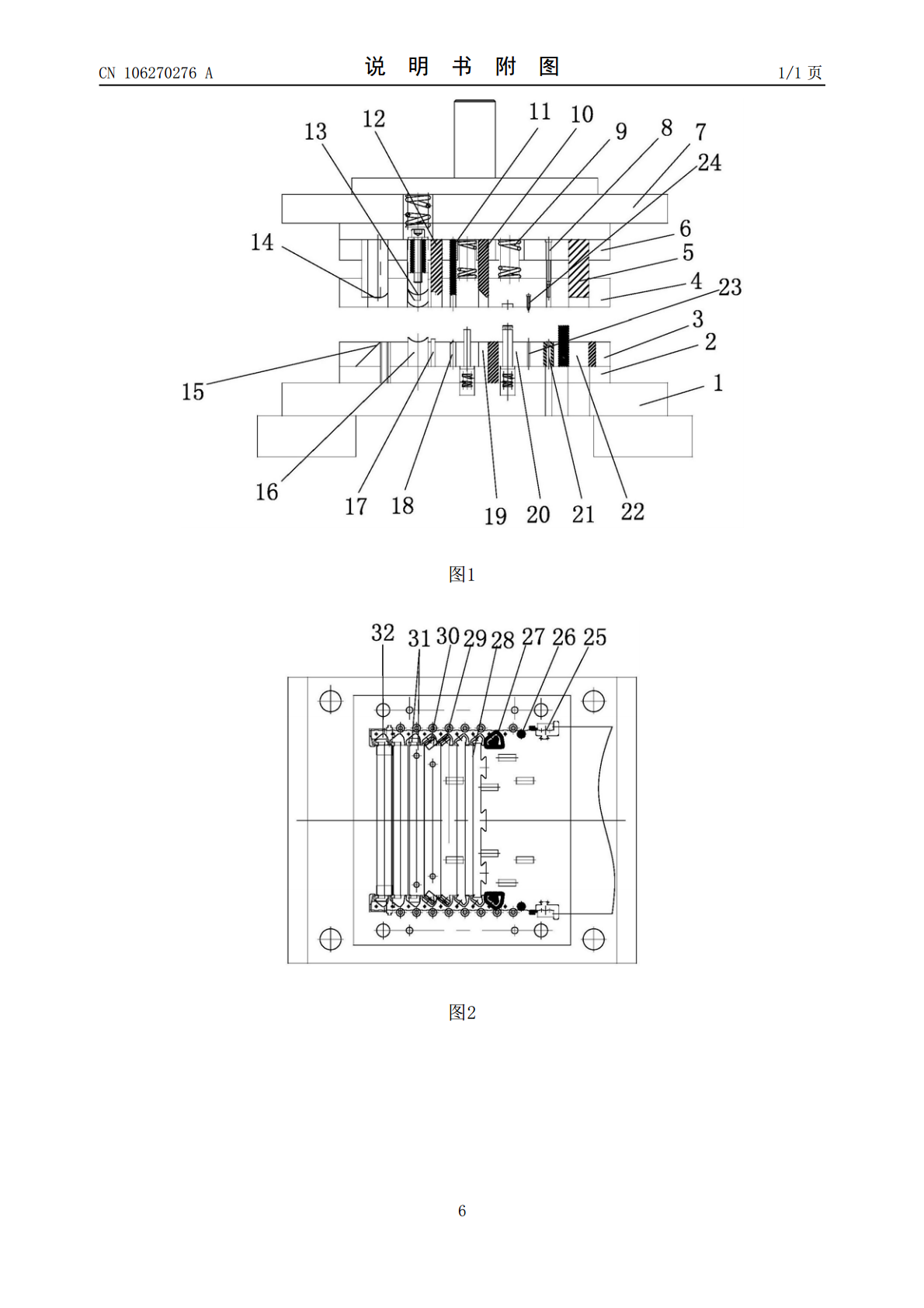
离心风轮叶片制造方法及其冲压模具,属于离心风轮技术领域,使用宽度与叶片长度相近的带状卷材,带状卷材通过卷辊送料至上模部分与下模部分之间,该模具集合沿卷材的行进方向排列的多个连续工位对应的模腔于一模,上模部分向下冲压的一次行程过程中,可以同时完成冲切横向工艺限位凹槽、冲裁工艺导正孔、冲切叶片两端头部、冲切叶片、冲压叶片两端头部弯折成V形、冲压叶片两端头部弯折成Z形、冲压叶片弯折呈R导流弧形以及叶片两端头部沿倒流弧形冲压折90度使卡脚成型以及叶片冲落及废料切断的工序,待上模部分向下冲压的第二次行程之前卷辊将带

风轮机叶片及其制造方法.pdf
一种制造用于风轮机叶片的翼梁帽(146)的方法,所述方法包括:(a)提供多个细长的拉挤成型的纤维复合材料条(100),每个条具有由相互对置且纵向延伸的第一侧面(102)和第二侧面(104)并由第一纵向边缘(110)和第二纵向边缘(112)限定的大致恒定的横截面,所述第一侧面和所述第二侧面分别包括平面的第一抵接表面和第二抵接表面(118),所述条在所述第一抵接表面和所述第二抵接表面之间具有大致均一的厚度,所述条的第一边缘区域(120)包括所述条的具有相对减小厚度的第一边缘,所述条的所述第一侧面包括在所述条的

用于制造风轮机叶片的模具.pdf
本发明涉及一种用于制造风轮机叶片的模具系统。模具系统包括被成形用于模制相应的叶片半体的两个模具半体。第一模具由铰链系统支撑,所述铰链系统能够将模具从模具朝上的第一位置移动到第一模具面对第二模具的位置。第一模具的最后的线性位移由致动器执行,所述致动器可与第一或第二模具形成一体。致动器与铰链系统接合,使得第一模具是可移位的或保持第一模具的铰链系统是可移位的。在两个可选方案中,致动器仅经由铰链系统将第一模具的载荷传递到支撑结构。

风轮机转子叶片所用的模具的制造方法.pdf
提供一种风轮机转子叶片的一部分所用的模具的制造方法,所述风轮机转子叶片待在所述模具中模制,所述方法包括:确定所述模具的几何特性是否在容许极限内;并且假如所确定的几何特性不在所述容许极限内,则调整所述模具从而使所述几何特性在所述容许极限内。所述模具不需要制造成为制造风轮发电机转子叶片所需的最终的且窄的公差,但是调整至期望几何特性能根据所确定的几何特性和期望的公差来进行。这确保转子叶片能被制造成具有期望的几何特性和空气动力学特性并且具有窄公差。而且,所述模具能被制造得更轻,由此所述模具将是较便宜的并且更易于移

用于风轮机叶片的模具及其组装方法.pdf
一种组装用于风轮机叶片(20)的模具的方法,包括:提供具有模具壳(50、54)的模具半体(42、44),所述模具壳具有第一模具壳区段(70、80)和第二模具壳区段(72、82);将所述壳区段和至少第二壳区段沿着界面(74、84)彼此相邻定位;调节所述壳区段的相对位置,并固定所述壳区段的所述相对位置,以便维持横过所述界面的平滑过渡。