
连体式金属芯MC尼龙轮封闭式模具.pdf

一只****iu

1/5
2/5
3/5

4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
连体式金属芯MC尼龙轮封闭式模具.pdf
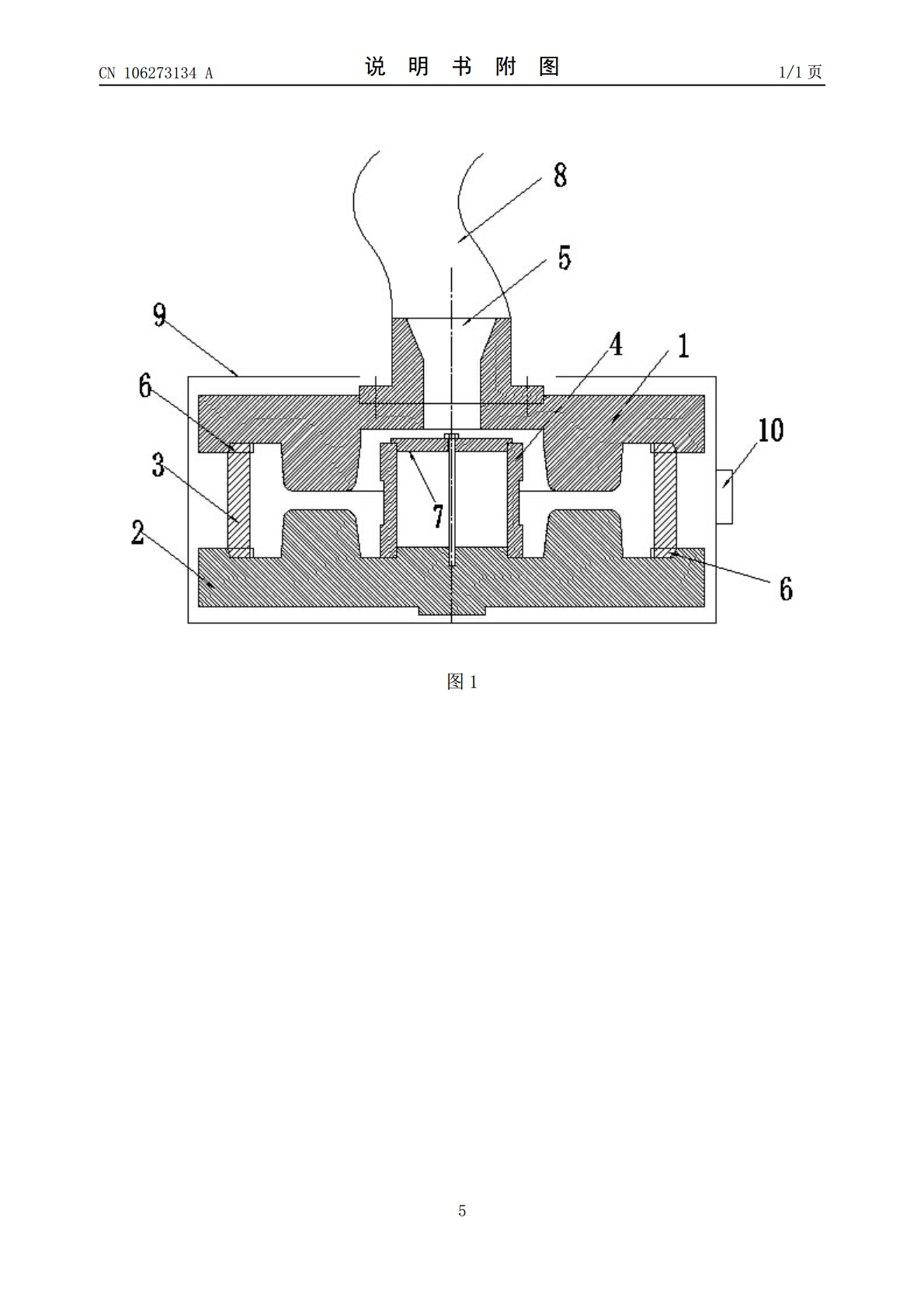
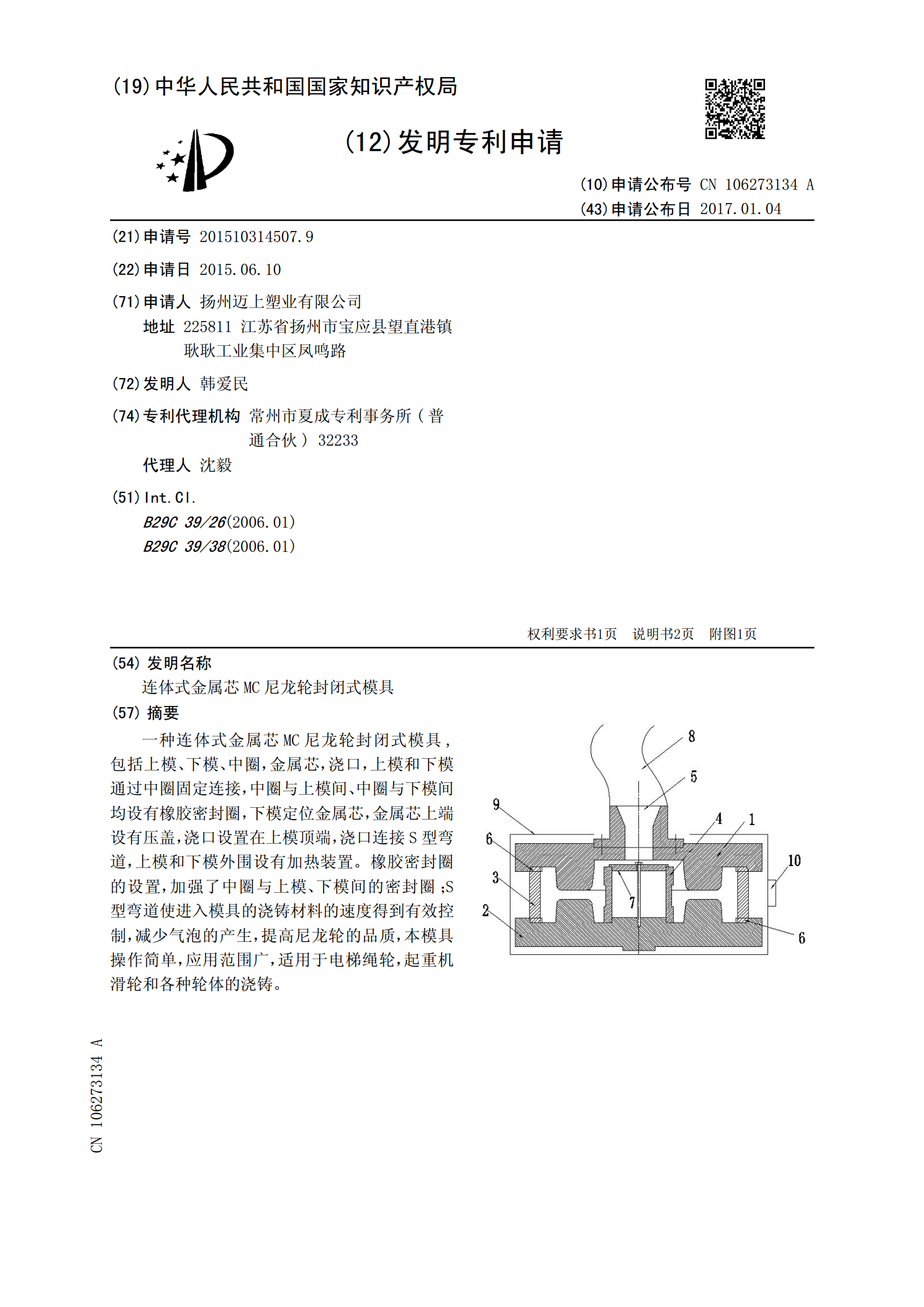
一种连体式金属芯MC尼龙轮封闭式模具,包括上模、下模、中圈,金属芯,浇口,上模和下模通过中圈固定连接,中圈与上模间、中圈与下模间均设有橡胶密封圈,下模定位金属芯,金属芯上端设有压盖,浇口设置在上模顶端,浇口连接S型弯道,上模和下模外围设有加热装置。橡胶密封圈的设置,加强了中圈与上模、下模间的密封圈;S型弯道使进入模具的浇铸材料的速度得到有效控制,减少气泡的产生,提高尼龙轮的品质,本模具操作简单,应用范围广,适用于电梯绳轮,起重机滑轮和各种轮体的浇铸。

连体式金属芯MC尼龙轮.pdf
本发明公开了导轨组件技术领域内的连体式金属芯MC尼龙轮,包括由金属材料制成的轮芯和由MC尼龙材料制成的外圈,轮芯中心设有轴承安装孔,轴承安装孔中安装有轴承,轮芯的外周设有若干轴向凹槽,轮芯两侧还设有径向方向的凸缘,外圈一体浇铸于轮芯外。该装置将外圈浇铸在轮芯外,可避免单纯MC尼龙轮与轴承直接接触而产生的磨损,打滑现象;克服了MC尼龙轮因自身随温度升降低而对轴承及整体机构产生的不良影响;稳定了轴承,避免其晃动而产生的振动,其传动精度高,可提高整体机构的运行寿命。该装置可用于电梯、起重机械等机械领

分体式MC尼龙轮.pdf
本发明公开了电梯、起重机械中使用的滚轮技术领域内的分体式MC尼龙轮,包括由MC尼龙制成的轮芯和轮芯外设置的金属外圈,轮芯中心设有安装孔和键槽,轮芯外缘和金属外圈的内缘之间设有相互配合的台阶,两台阶之间经若干与轴线相平行的螺钉相连接。该装置使用时,通过安装孔和键槽将该装置安装在转轴上,可以传递扭矩,轮芯由尼龙材料制成,具有足够的弹性和强度,其耐冲击性好,可以传递较大扭矩;金属外圈为易损件,当其损坏后可以单独进行更换,而轮芯可以反复多次使用,该装置使得滚轮的整体重量降低、制造成本下降,减少了资源浪
镶铸金属套的MC尼龙电梯轮.pdf
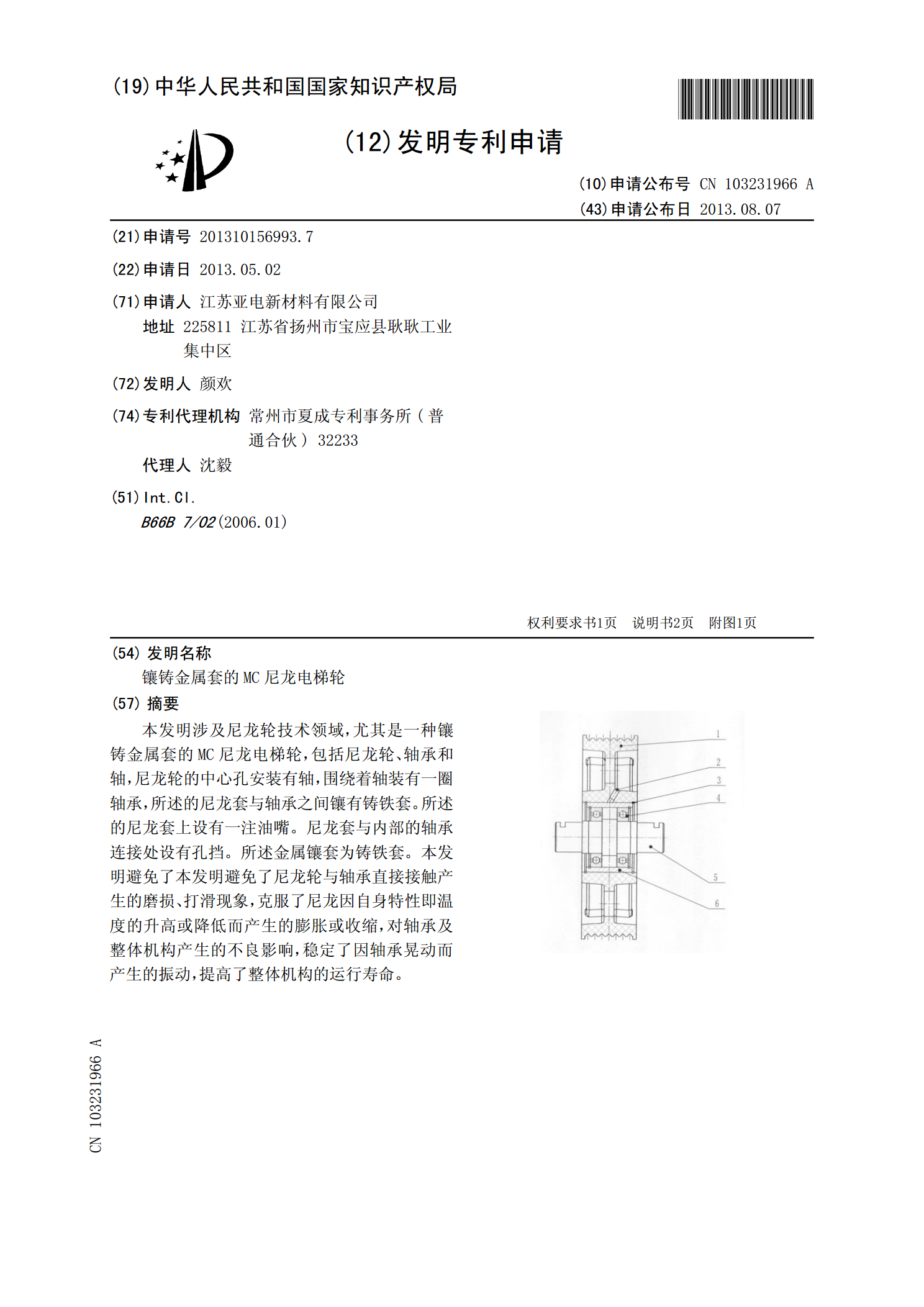
本发明涉及尼龙轮技术领域,尤其是一种镶铸金属套的MC尼龙电梯轮,包括尼龙轮、轴承和轴,尼龙轮的中心孔安装有轴,围绕着轴装有一圈轴承,所述的尼龙套与轴承之间镶有铸铁套。所述的尼龙套上设有一注油嘴。尼龙套与内部的轴承连接处设有孔挡。所述金属镶套为铸铁套。本发明避免了本发明避免了尼龙轮与轴承直接接触产生的磨损、打滑现象,克服了尼龙因自身特性即温度的升高或降低而产生的膨胀或收缩,对轴承及整体机构产生的不良影响,稳定了因轴承晃动而产生的振动,提高了整体机构的运行寿命。

分体结构MC尼龙轮.pdf
本发明公开了电梯、起重机械领域内的分体结构MC尼龙轮,分体结构MC尼龙轮,包括由MC尼龙制成的轮芯和轮芯外设置的金属外圈,轮芯中心设有支承轴承,轮芯外圆面和金属外圈的内圆面之间相互配合设置,两者之间设有定位销,定位销两端分别设有压盖压住轮芯和金属外圈,两压盖之间经螺栓相连接。该装置使用时,通过轴承将该装置安装在转轴上,作为从动轮使用;轮芯由尼龙材料制成,具有足够的弹性和强度,其耐冲击性好,不易损坏;金属外圈为易损件,其损坏后可以单独进行更换,轮芯反复使用,该装置使得滚轮重量轻、成本低,部分机构