
一种磨床送料机构及其控制方法.pdf

书生****66


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种磨床送料机构及其控制方法.pdf
一种磨床送料机构及其控制方法,该磨床送料机构包括加装在磨床前的送料机构和控制系统,所述送料机构上设有送料圆盘,所述送料圆盘固定在通过其中心孔的主轴上,所述主轴由电机驱动;所述送料圆盘的一侧设于两个平行砂轮之间;所述送料机构的上方设有夹持机构;在所述送料圆盘上沿周向均匀分布有多个大小和形状不一的料孔;所述控制系统包括上位机模块和下位机模块。本发明还包括一种磨床送料机构的控制方法。本发明能够满足生产线多样化的产品加工要求,使得各种加工对象能够匹配到自身所需的料孔,大大节约成本,提高工作效率,以及提高零件加工和

一种磨床送料机构.pdf
本实用新型公开了一种磨床送料机构,包括储料仓,所述储料仓的底端设有送料斜面,所述储料仓内置有可拆的定位隔板,在送料时,首先分料板向上移动,挡板向下移动,工件顺着坡度落入到U型送料板内,当送入后,此时分料板下降,将两个工件分开,在分开后,此时挡板上升,物料便可顺着坡度落入到接料架内,此时,电动推杆工作推动推料板,然后通过推料板将工件移入到机械臂一侧,然后通过机械臂将物料抓出,便可完成一次送料操作,在对不同长度工件进行送料时,可以转动把手,来根据不同长度工件来调整储料仓之间储料的间距,当整体的尺寸不同时,可以
一种NCK高速伺服送料机及其控制方法.pdf
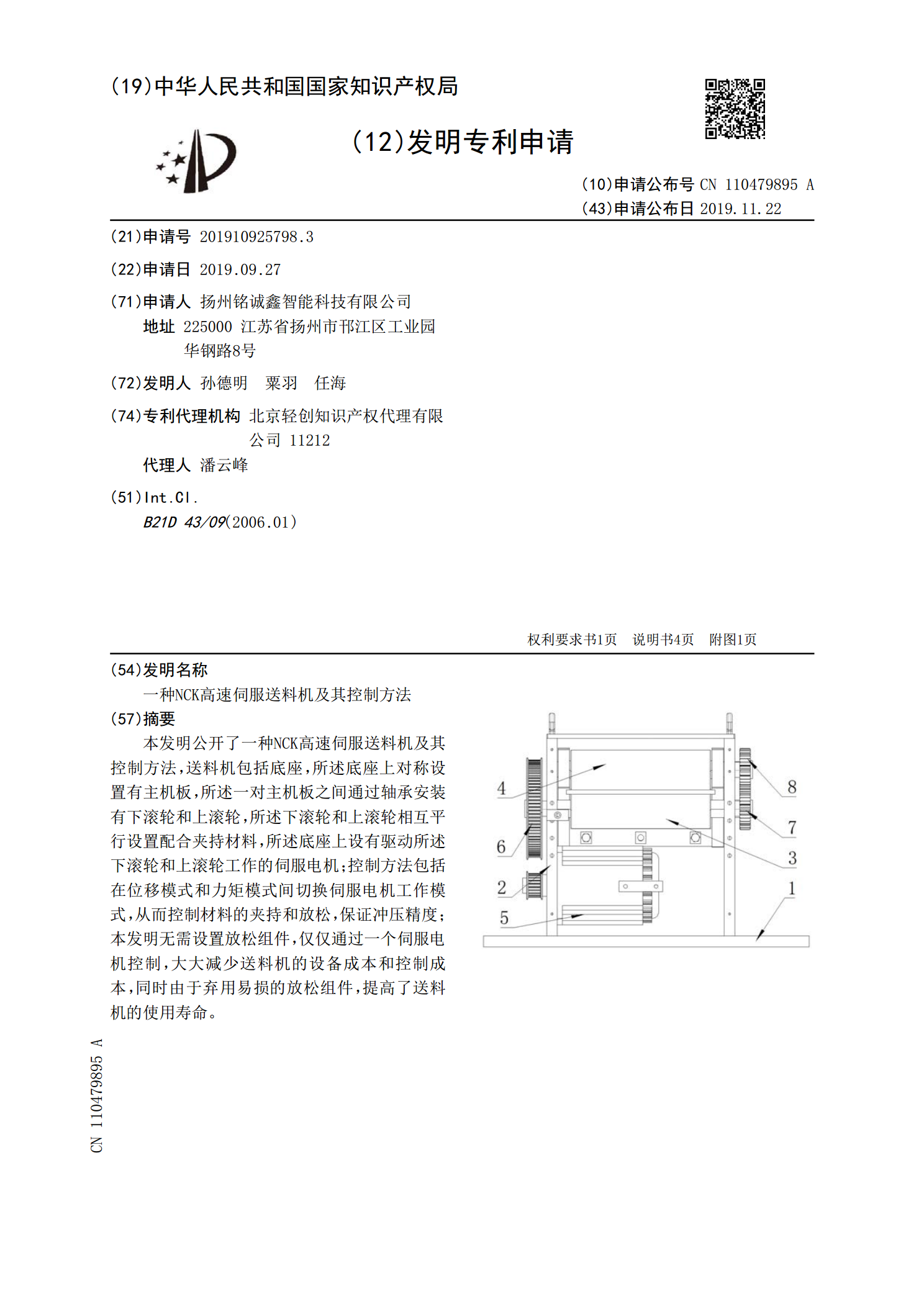
本发明公开了一种NCK高速伺服送料机及其控制方法,送料机包括底座,所述底座上对称设置有主机板,所述一对主机板之间通过轴承安装有下滚轮和上滚轮,所述下滚轮和上滚轮相互平行设置配合夹持材料,所述底座上设有驱动所述下滚轮和上滚轮工作的伺服电机;控制方法包括在位移模式和力矩模式间切换伺服电机工作模式,从而控制材料的夹持和放松,保证冲压精度;本发明无需设置放松组件,仅仅通过一个伺服电机控制,大大减少送料机的设备成本和控制成本,同时由于弃用易损的放松组件,提高了送料机的使用寿命。
一种无心磨床自动送料机.pdf
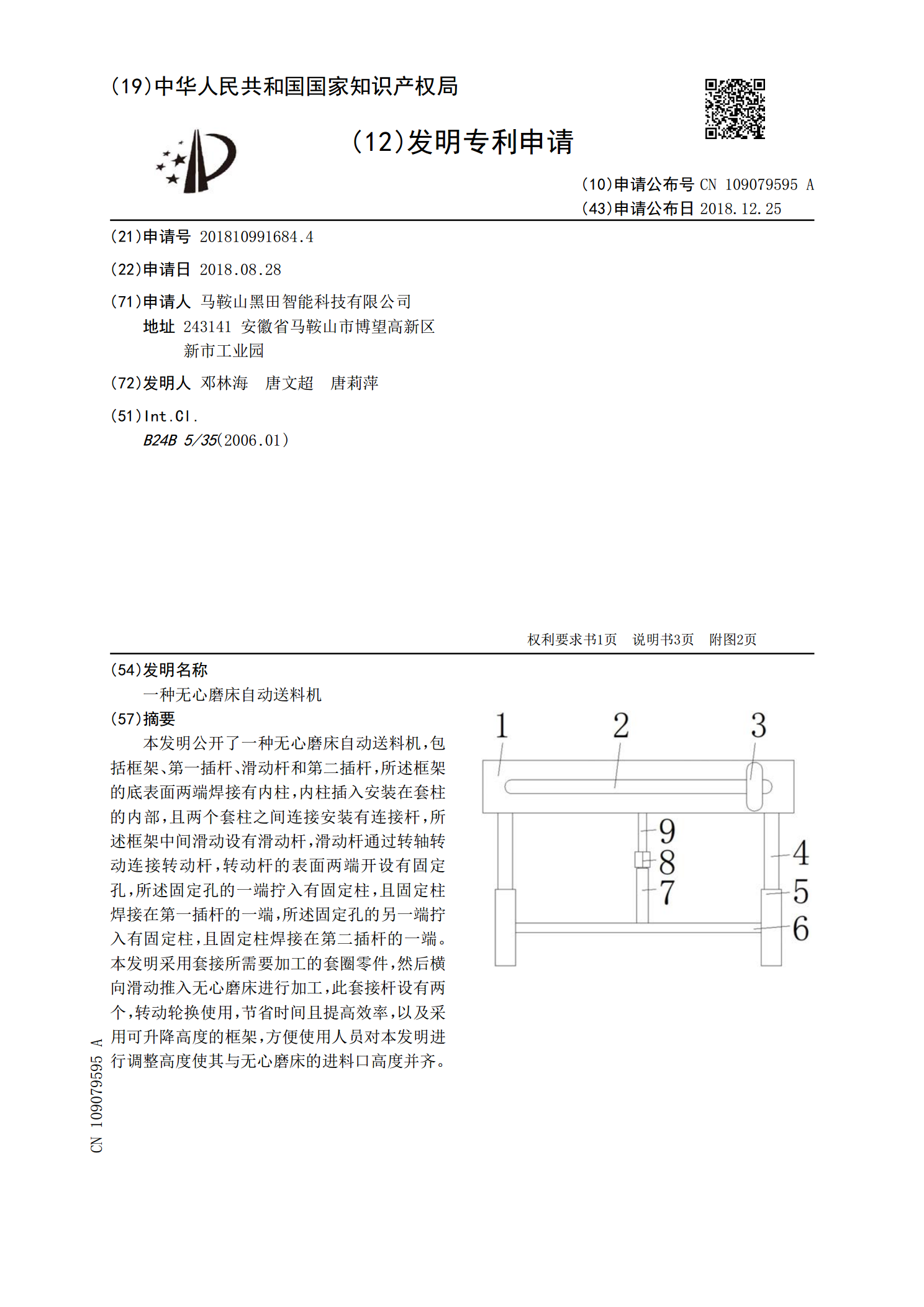
本发明公开了一种无心磨床自动送料机,包括框架、第一插杆、滑动杆和第二插杆,所述框架的底表面两端焊接有内柱,内柱插入安装在套柱的内部,且两个套柱之间连接安装有连接杆,所述框架中间滑动设有滑动杆,滑动杆通过转轴转动连接转动杆,转动杆的表面两端开设有固定孔,所述固定孔的一端拧入有固定柱,且固定柱焊接在第一插杆的一端,所述固定孔的另一端拧入有固定柱,且固定柱焊接在第二插杆的一端。本发明采用套接所需要加工的套圈零件,然后横向滑动推入无心磨床进行加工,此套接杆设有两个,转动轮换使用,节省时间且提高效率,以及采用可升降
多功能送料机及其控制方法.pdf
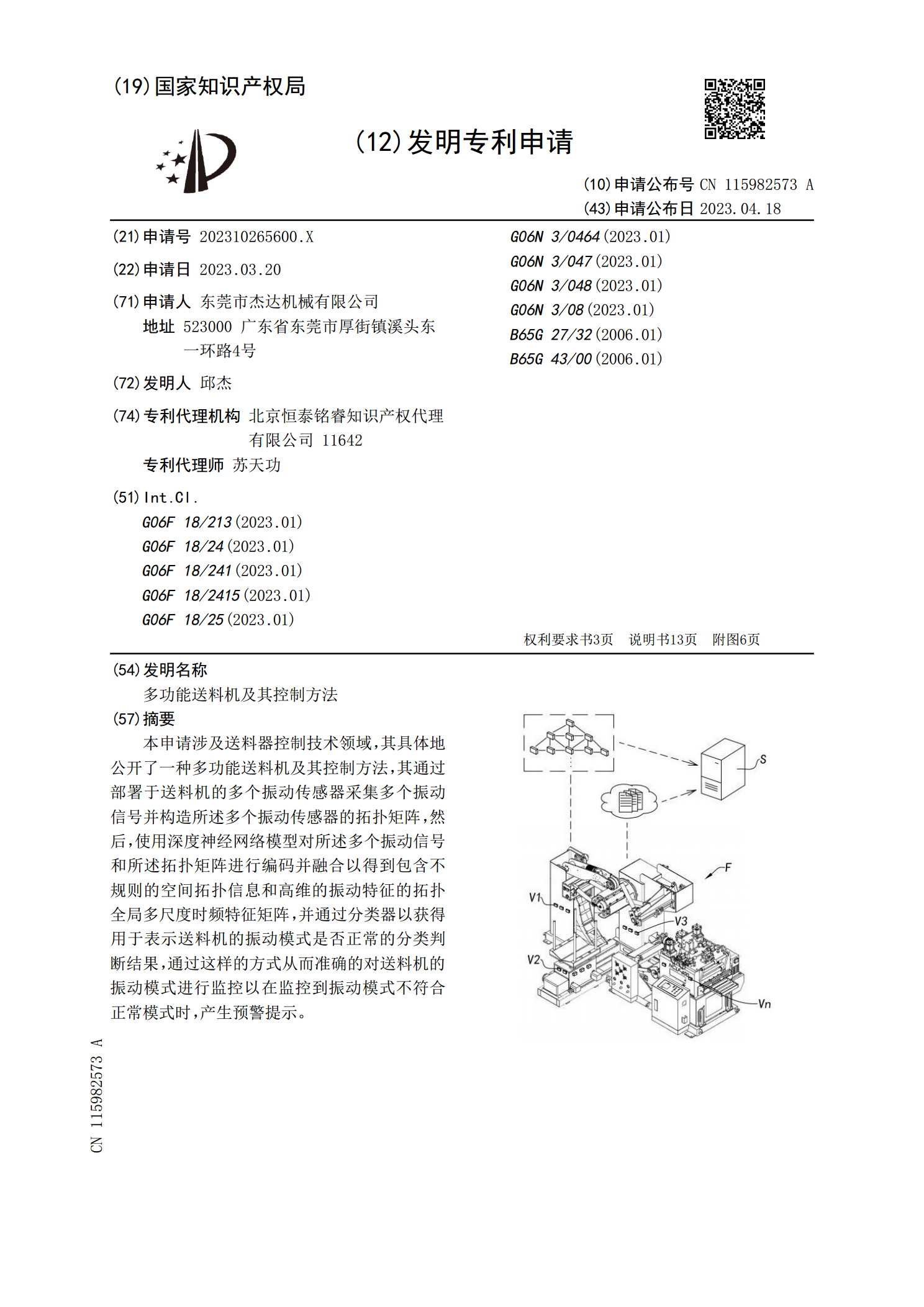
本申请涉及送料器控制技术领域,其具体地公开了一种多功能送料机及其控制方法,其通过部署于送料机的多个振动传感器采集多个振动信号并构造所述多个振动传感器的拓扑矩阵,然后,使用深度神经网络模型对所述多个振动信号和所述拓扑矩阵进行编码并融合以得到包含不规则的空间拓扑信息和高维的振动特征的拓扑全局多尺度时频特征矩阵,并通过分类器以获得用于表示送料机的振动模式是否正常的分类判断结果,通过这样的方式从而准确的对送料机的振动模式进行监控以在监控到振动模式不符合正常模式时,产生预警提示。