
磨床主轴轴向热误差检测装置.pdf

Ch****91

1/10
2/10
3/10

4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
磨床主轴轴向热误差检测装置.pdf
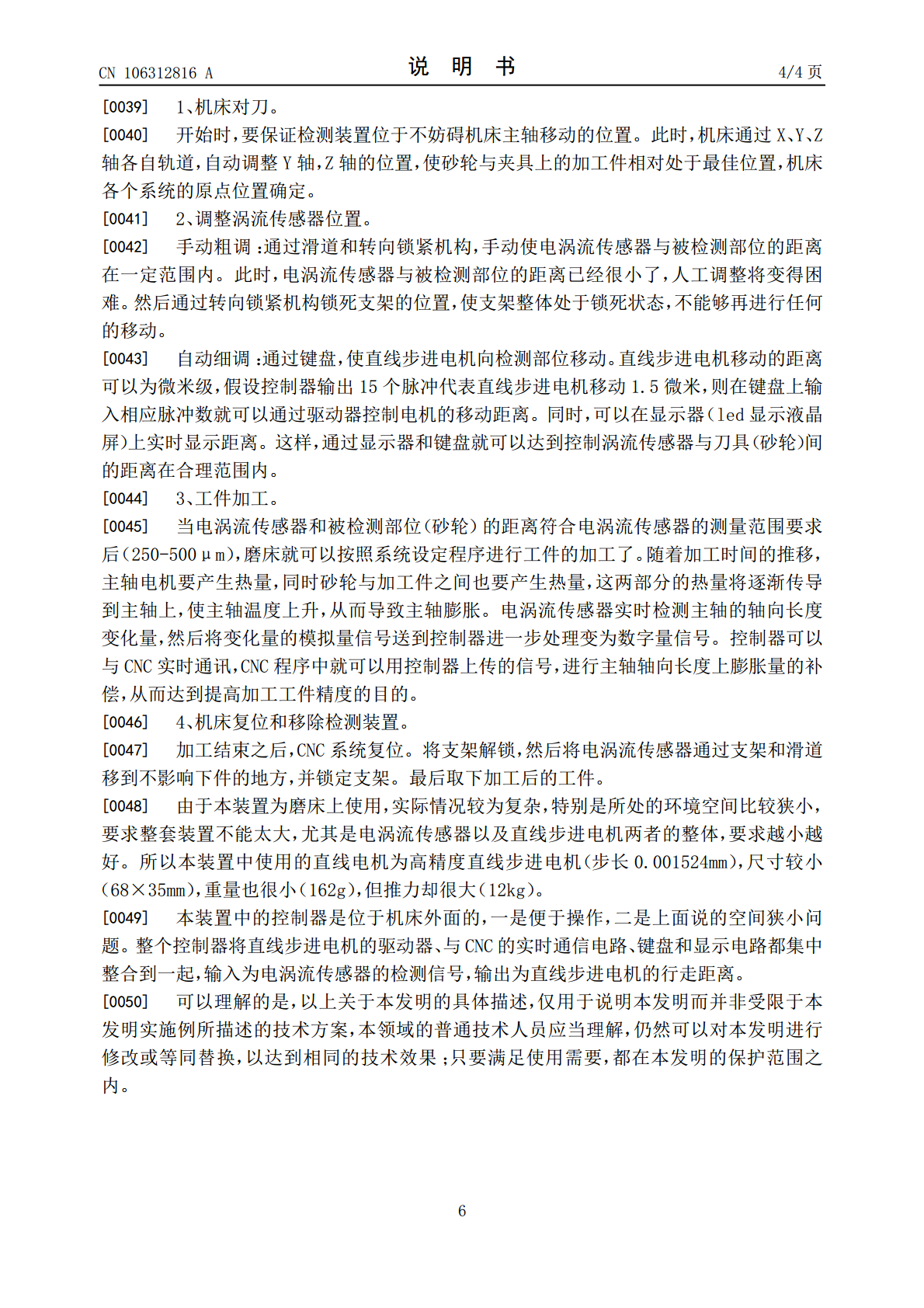
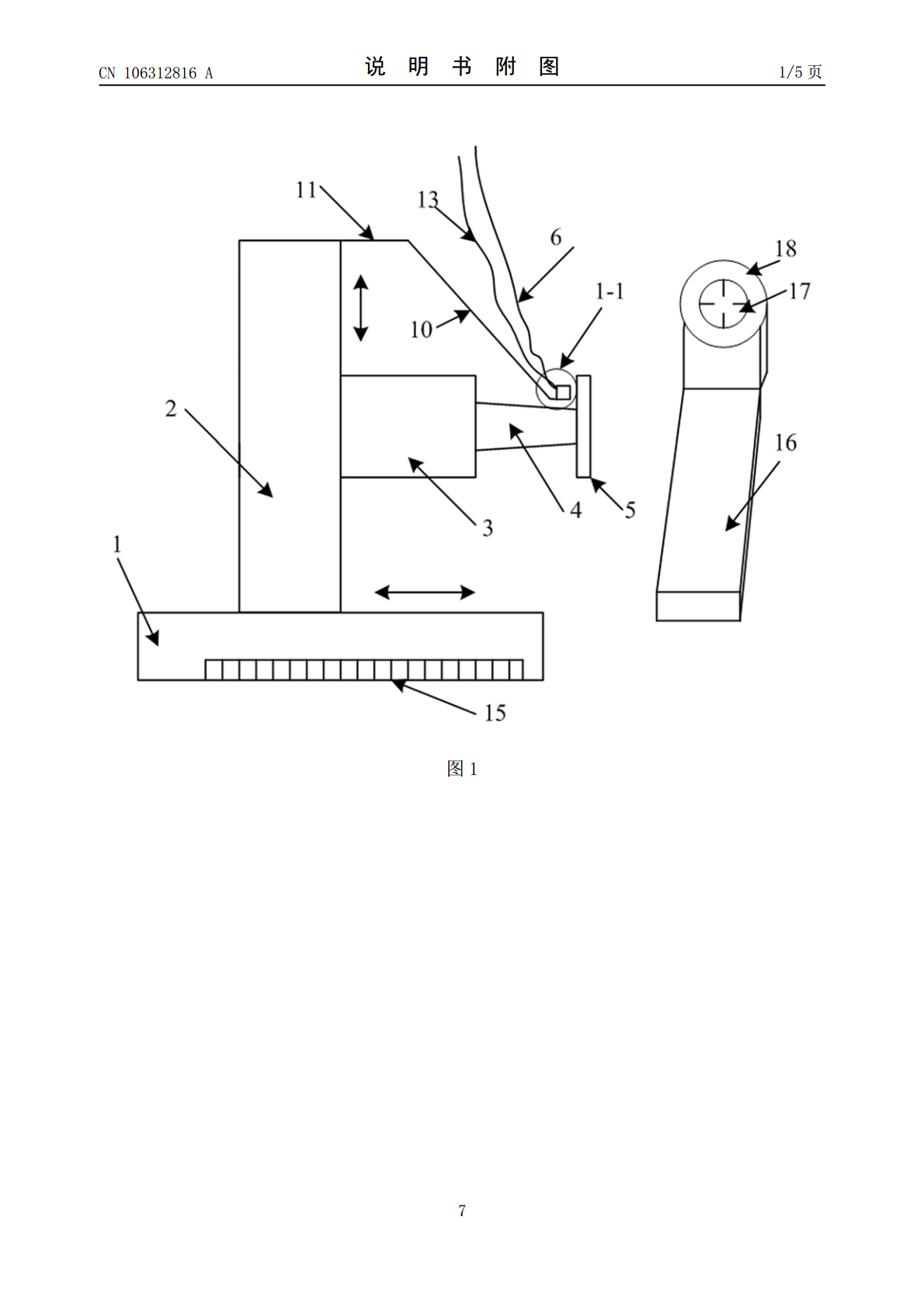
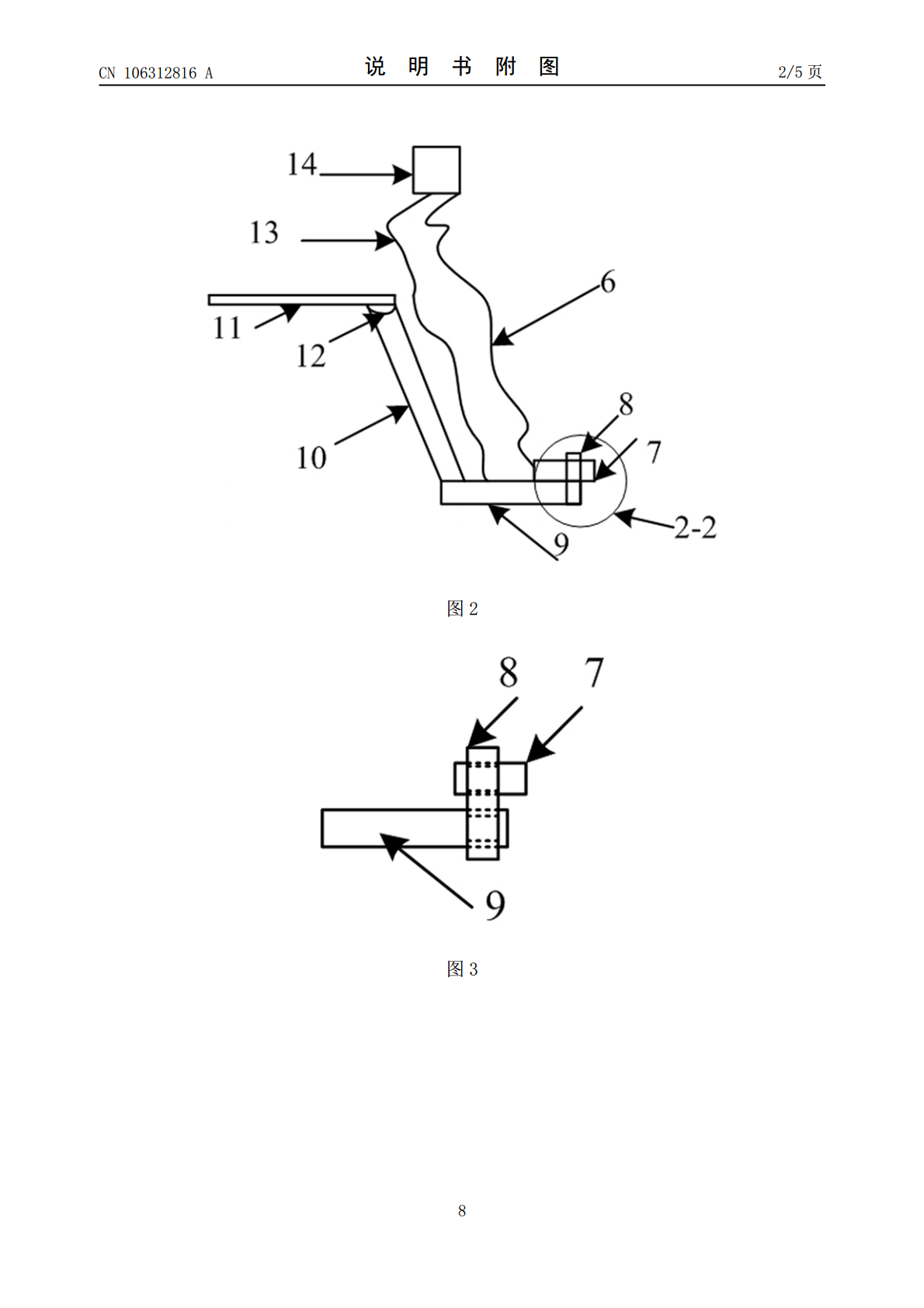
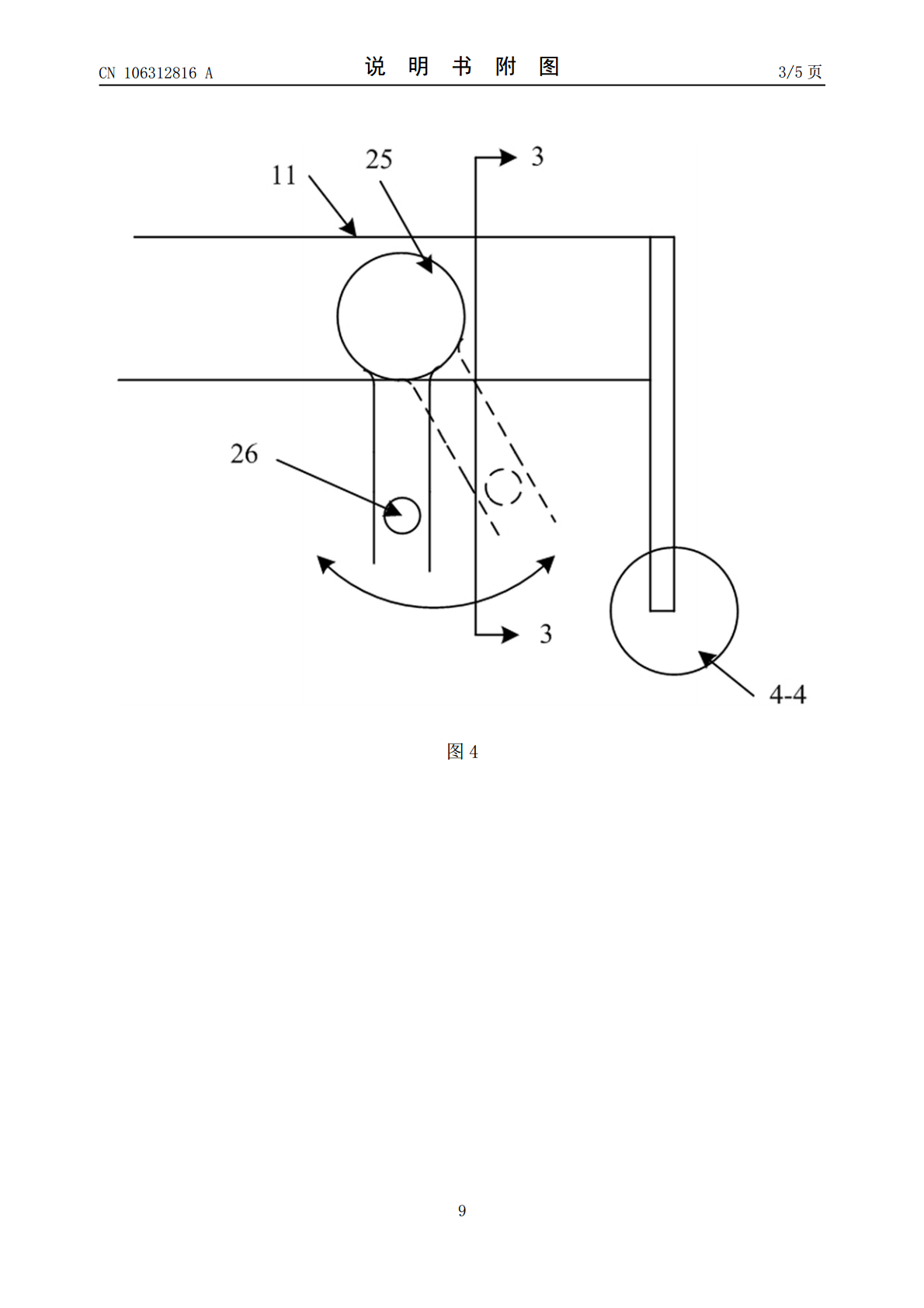
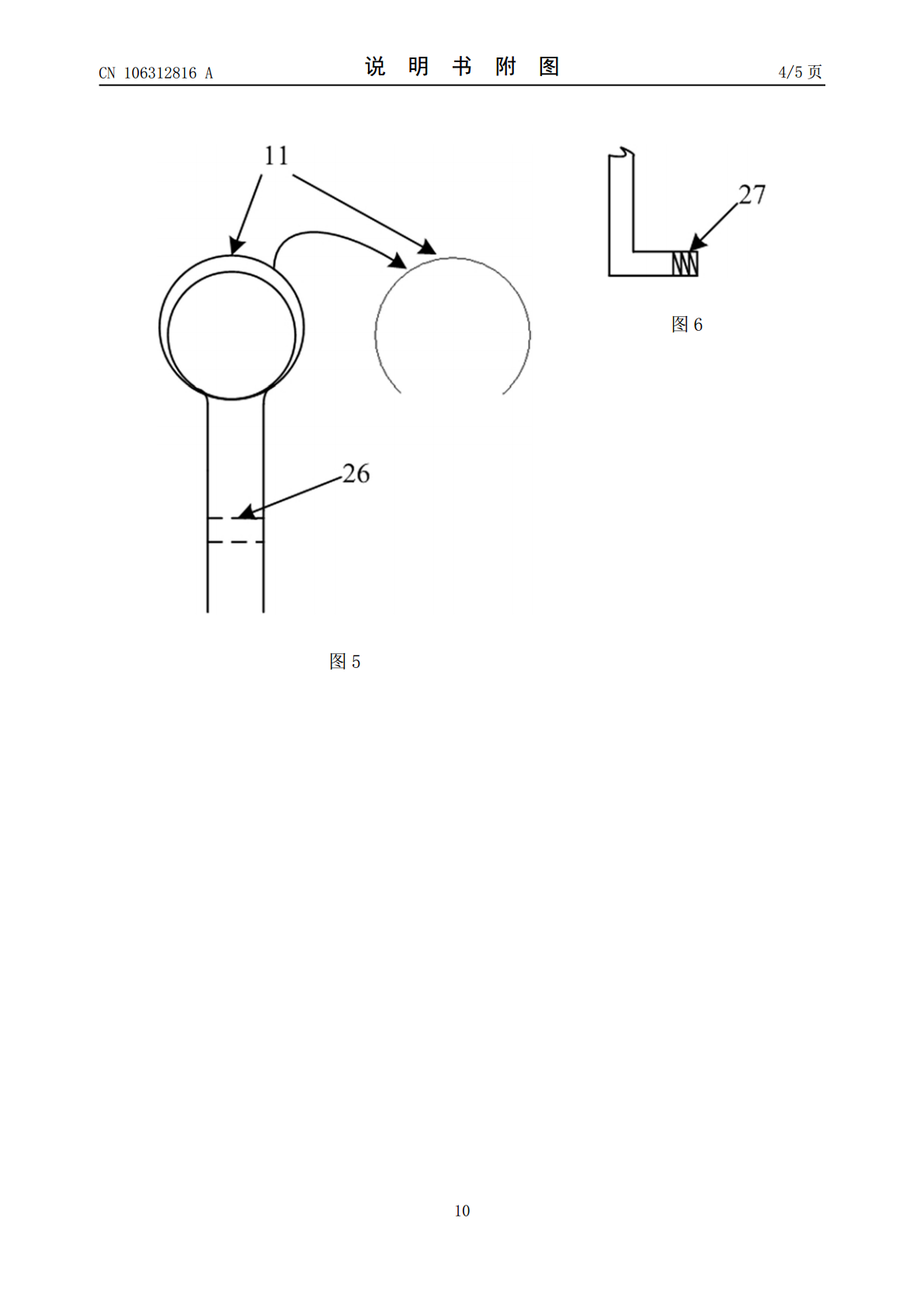
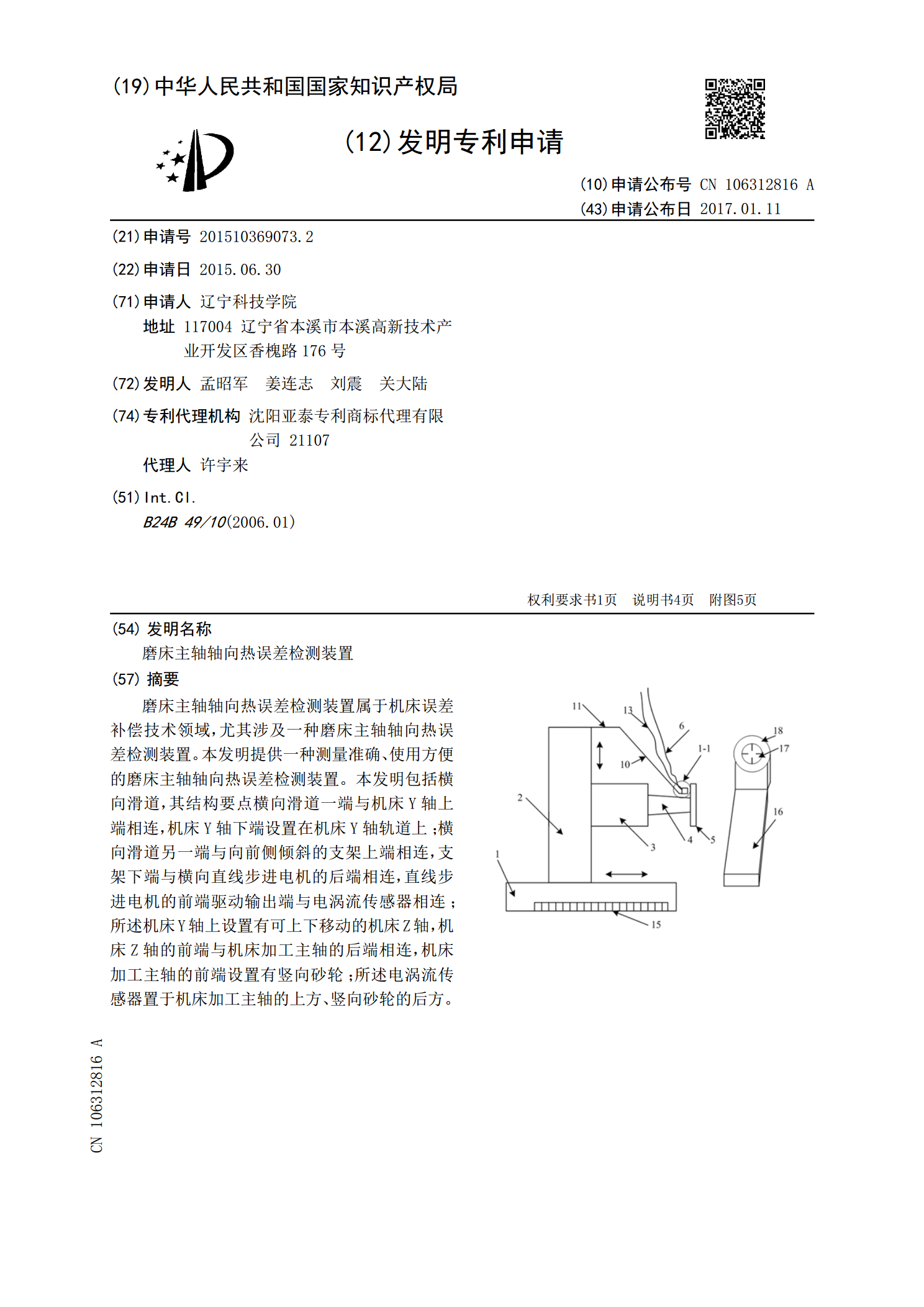
磨床主轴轴向热误差检测装置属于机床误差补偿技术领域,尤其涉及一种磨床主轴轴向热误差检测装置。本发明提供一种测量准确、使用方便的磨床主轴轴向热误差检测装置。本发明包括横向滑道,其结构要点横向滑道一端与机床Y轴上端相连,机床Y轴下端设置在机床Y轴轨道上;横向滑道另一端与向前侧倾斜的支架上端相连,支架下端与横向直线步进电机的后端相连,直线步进电机的前端驱动输出端与电涡流传感器相连;所述机床Y轴上设置有可上下移动的机床Z轴,机床Z轴的前端与机床加工主轴的后端相连,机床加工主轴的前端设置有竖向砂轮;所述电涡流传感器

磨床砂轮主轴热误差测量方法.pdf
本发明涉及一种磨床砂轮主轴热误差测量方法,具体步骤如下:1.设置非接触式位移传感器,2.确定上述任一个传感器与砂轮主轴的相对位置,3.测量主轴的热变形量,4.修正砂轮主轴热变形与随机测量误差。通过本发明能解决磨床砂轮主轴热变形的测量问题,并给出了传感器与砂轮主轴相对位置的判别方法,从而可以准确判定X、Y方向的热变形量。该方法同样适用于没有主轴定位功能的加工中心主轴热变形的测量。

主轴装置与具备该主轴装置的磨床.pdf
本发明提供一种主轴装置,该主轴装置具备砂轮轴(54)、轴支承体(60)、砂轮马达(55M)以及经由带(53)将旋转力传递至砂轮轴(54)的小径带轮(52)的旋转传递装置,在上述轴支承体(60)的轴向的不同位置具备径向静压轴承(82)以及对基于该径向静压轴承的支承力进行修正的修正力加压部(62),上述修正力加压部(62)在周向具有一个压油兜(96),该兜形状形成为轴向宽度在周向不同,并在规定方向产生规定的修正力。

内圆磨床的主轴装置.pdf
本发明公开了内圆磨床的主轴装置,具体涉及内圆磨床领域,包括底座,所述底座的顶部固定安装有箱体,所述底座顶部的一侧固定安装有位于箱体内腔的支撑杆,所述支撑杆的外部活动套装有套管,所述套管的外部固定连接有伸缩杆,所述伸缩杆远离于套管的一侧固定连接有缓冲箱,所述缓冲箱内腔远离于套管的一侧固定安装有传导块。本发明通过设置缓冲箱、传导块、弹簧以及缓冲垫,使得内圆磨床在工作的过程中,电动机工作产生的振动以及砂轮作用于工作对象时产生的振动,在经过缓冲箱后,有效的被弹簧以及缓冲垫吸收缓解,避免了因振动长时间作用于主轴上,

平面磨床主轴磨盘装置.pdf
本发明涉及到平面磨床主轴装置和行星式磨盘装置,该主轴装置包括内主轴和外主轴。磨盘装置包括公转盘、太阳磨盘和行星磨盘。公转盘作低速运动,太阳磨盘和行星磨盘作高速运动,内外主轴和行星式磨盘装置涉及到上齿轮箱和下齿轮箱,内外主轴由一台变频调速电机或者由二台变频调速电机驱动均可。本发明的好处是改变传统工艺,将大磨盘细化成多个小磨盘,以此减小磨盘离心力,提高了磨头综合线速度,能有效利用工件修复磨具面形衡定去除,减少磨具修复次数。以此达到增产增效节能效果,同时也可把磨床根椐加工产品的须要,再设置一层外行星系磨盘。