
用于船用低速柴油机曲轴链轮装配的定位工具及方法.pdf

梅雪****67


1/8

2/8

3/8
4/8
5/8

6/8
7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
用于船用低速柴油机曲轴链轮装配的定位工具及方法.pdf
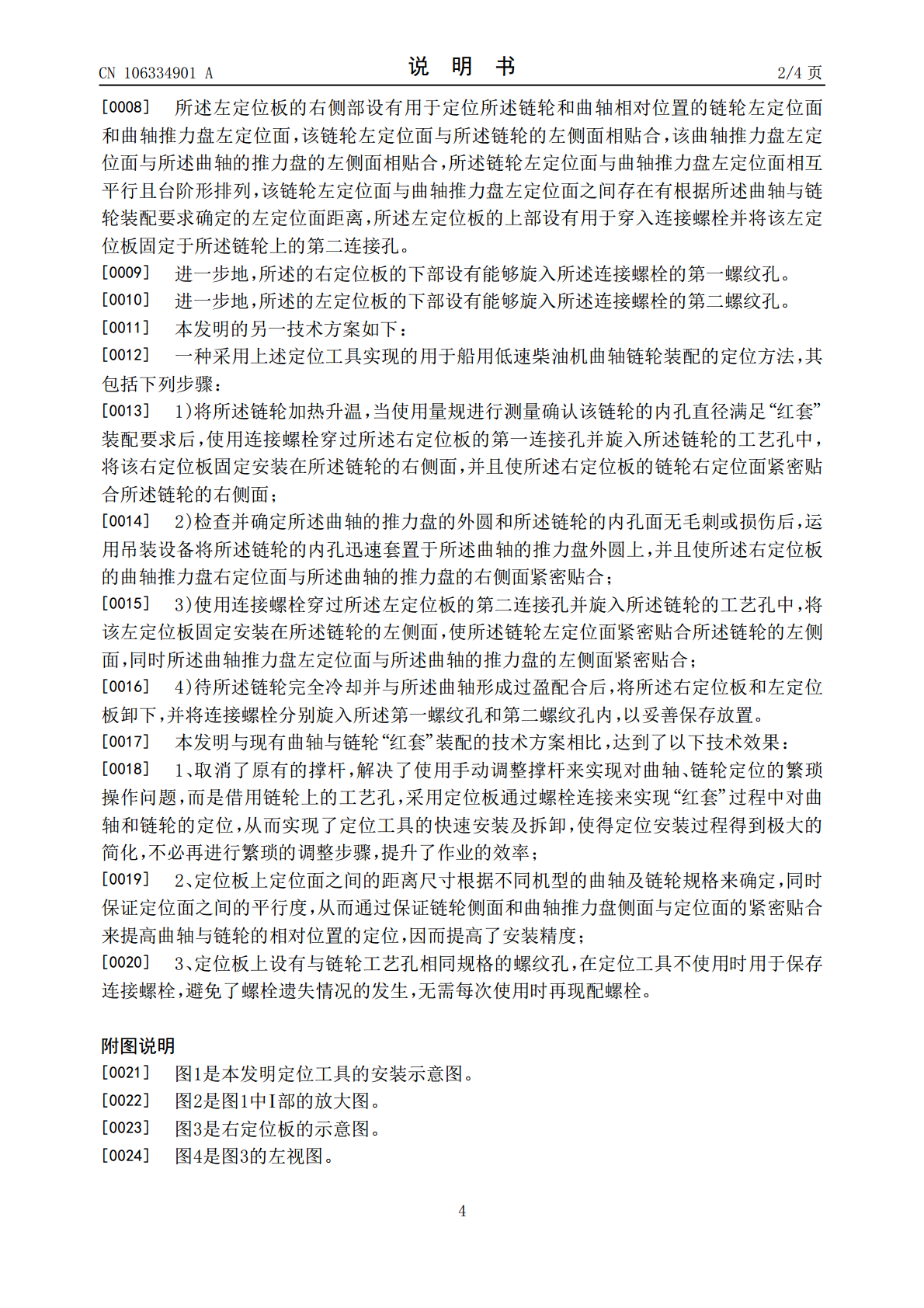
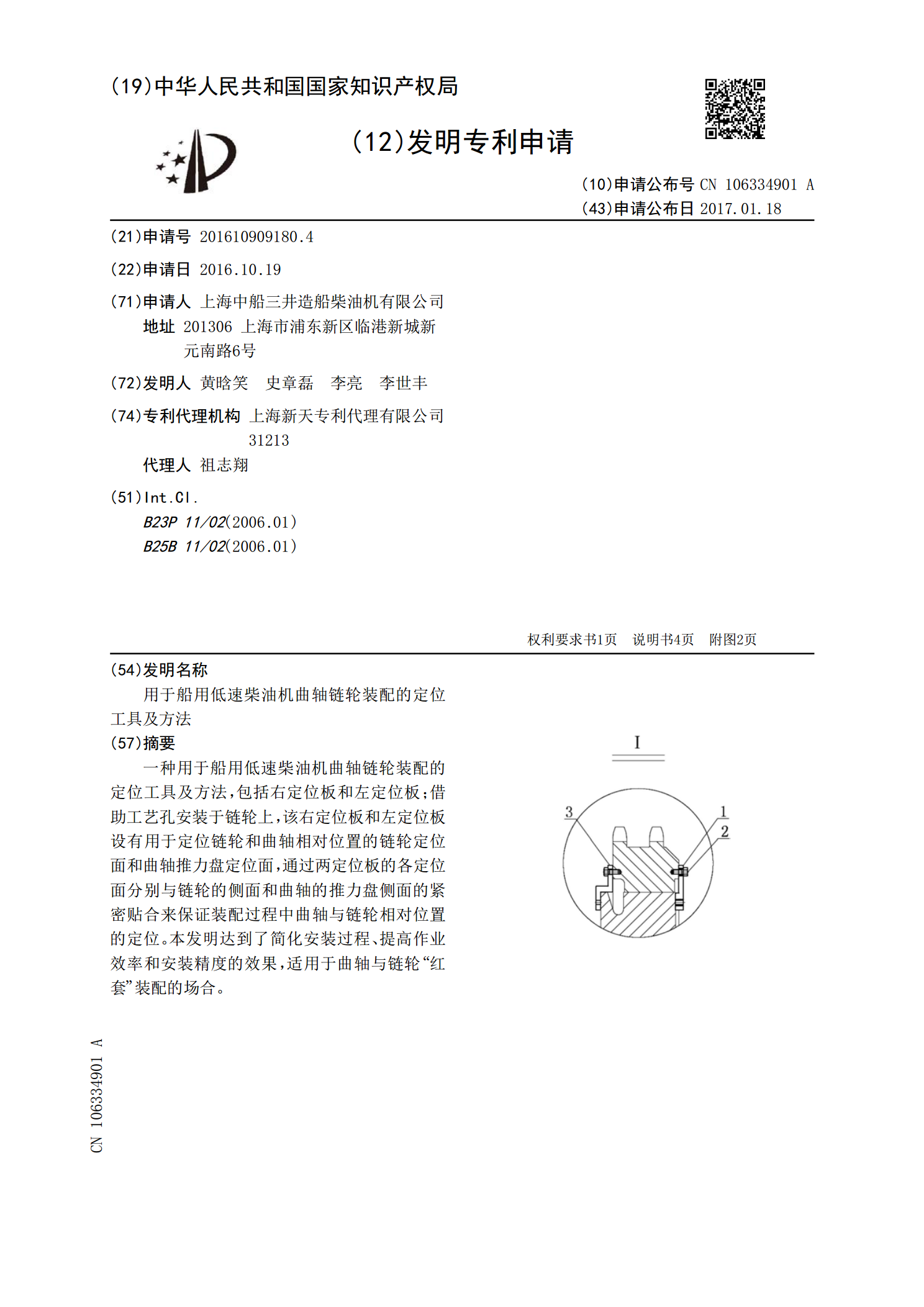
一种用于船用低速柴油机曲轴链轮装配的定位工具及方法,包括右定位板和左定位板;借助工艺孔安装于链轮上,该右定位板和左定位板设有用于定位链轮和曲轴相对位置的链轮定位面和曲轴推力盘定位面,通过两定位板的各定位面分别与链轮的侧面和曲轴的推力盘侧面的紧密贴合来保证装配过程中曲轴与链轮相对位置的定位。本发明达到了简化安装过程、提高作业效率和安装精度的效果,适用于曲轴与链轮“红套”装配的场合。

船用低速柴油机分段曲轴的拆装方法及装置.pdf
一种船用低速柴油机分段曲轴的拆装方法及装置,包括下轴瓦固定工具、机内作业平台、对中工具、前后曲轴连接液压膨胀螺栓、曲轴链轮连接液压膨胀螺栓、短止动板和长止动板;本发明采用液压膨胀螺栓代替传统的紧配螺栓,安装时借助液压使锥形衬套膨胀,实现液压膨胀螺栓与连接孔表面的过盈配合,保证了扭矩的传递,拆卸时借助液压使锥形衬套复原,使孔轴之间恢复间隙配合,避免了对连接孔内壁造成损伤。本发明实现了无损拆卸,降低了废返率,具有拆装过程简便、作业效率高、工装通用性强和使用寿命长的优点,适用于一切具备分段曲轴结构的大型船舶用低

船用大型低速柴油机曲轴的修复与分析.pptx
汇报人:CONTENTS曲轴修复技术概述曲轴修复的重要性曲轴修复技术的发展历程曲轴修复技术的分类曲轴修复技术的选择原则曲轴修复工艺流程曲轴损伤检测曲轴清洗除锈曲轴裂纹修复曲轴表面强化处理曲轴质量检测与验收曲轴修复材料选择曲轴材质分析修复材料性能要求常用修复材料种类修复材料的选择依据曲轴修复案例分析案例一:某船用柴油机曲轴修复案例二:某大型船舶曲轴修复工程案例三:某海洋工程装备曲轴修复案例四:某港口机械曲轴修复曲轴修复技术展望曲轴修复技术的发展趋势未来曲轴修复技术的挑战与机遇提高曲轴修复质量的措施与建议促进

船用低速柴油机推力块取出工具及方法.pdf
本发明公开了一种船用低速柴油机推力块取出工具,包括底板和一对连接块,底板包括直板以及分别从直板上端向两侧延伸的倾斜翼板,连接块形状与倾斜翼板外端形状匹配,固定在倾斜翼板的外端上,连接块上还分别设有径向通孔和轴向通孔。倾斜设置的两块连接块的下侧面成八字形,支撑在曲轴推力盘的圆盘形外周面上。使用取出工具的方法包括取出正车面推力块和取出倒车面推力块的不同步骤,将取出工具分别固定在曲轴推力盘和曲轴链轮上,转动曲轴,取出工具推动推力块转动到其大端弧形面位于向上的便于吊运的位置。本发明的取出工具结构简单、方法简便,提

船用低速柴油机曲轴飞轮的同钻铰加工方法及设备.pdf
一种船用低速柴油机曲轴飞轮的同钻铰加工方法及设备,采用由轻型镗孔机、对刀设备和刀具组成的便携式设备,通过机座和安装板等安装构件安装在曲轴上,先使用对刀设备和支头螺栓保证进刀方向与同钻铰加工孔轴线的同轴度和平行度,再根据同钻铰加工孔的尺寸选择相应的刀具,然后调节进刀量和刀具转速后进行加工,每次切削后检查孔的光洁度及圆周度,必要时置换刀具再切削,直至全部项目达标,如此加工至所有孔满足质量要求。本发明具有占地面积小、可移动使用、操作简单、成本低廉、保证精度和通用性高等优点,可用于曲轴与飞轮及其他所有同铰部件的同