
糊盒机自动收纸纠偏装置.pdf

书錦****by

1/9
2/9
3/9
4/9
5/9
6/9
7/9
8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
糊盒机自动收纸纠偏装置.pdf
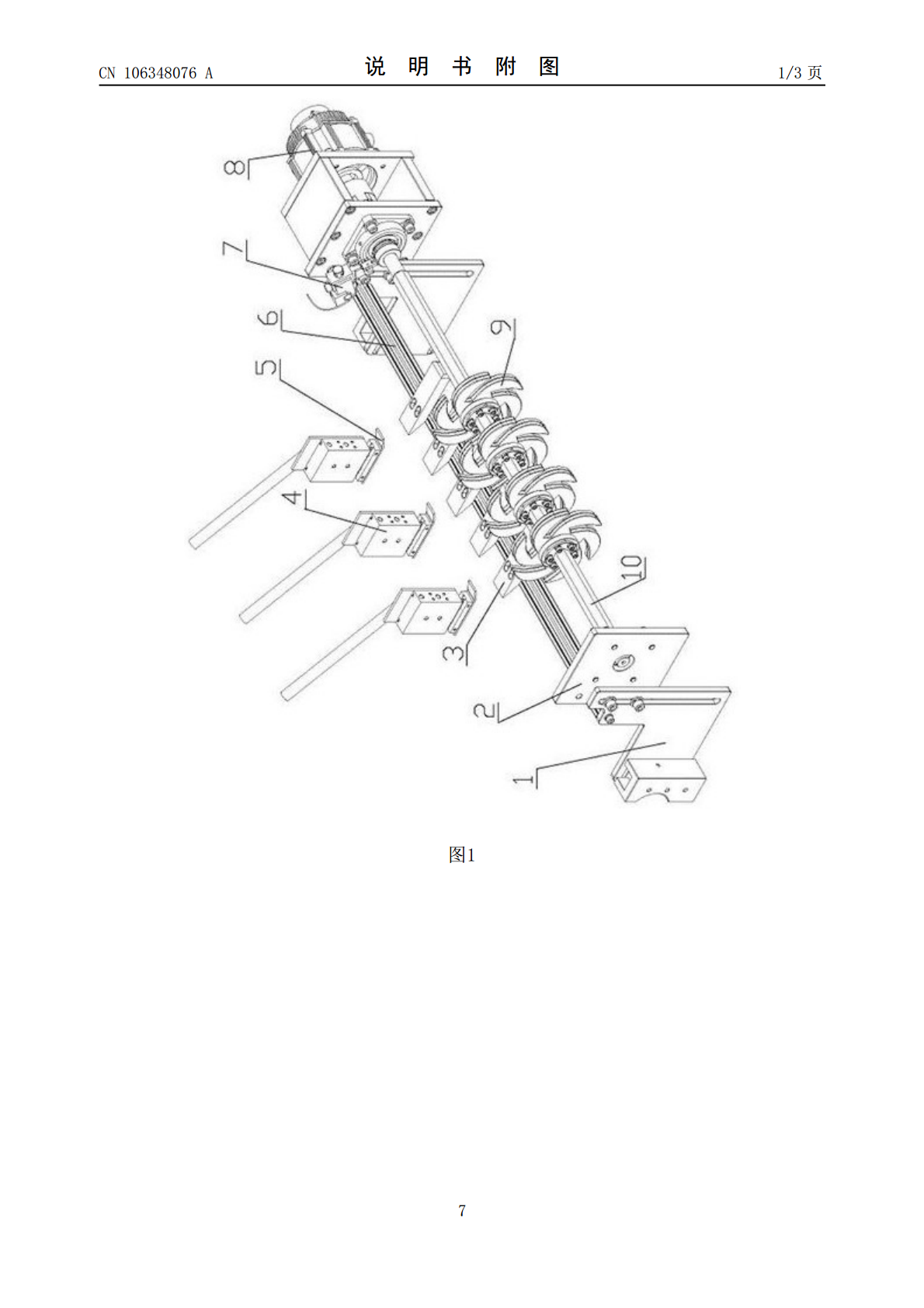
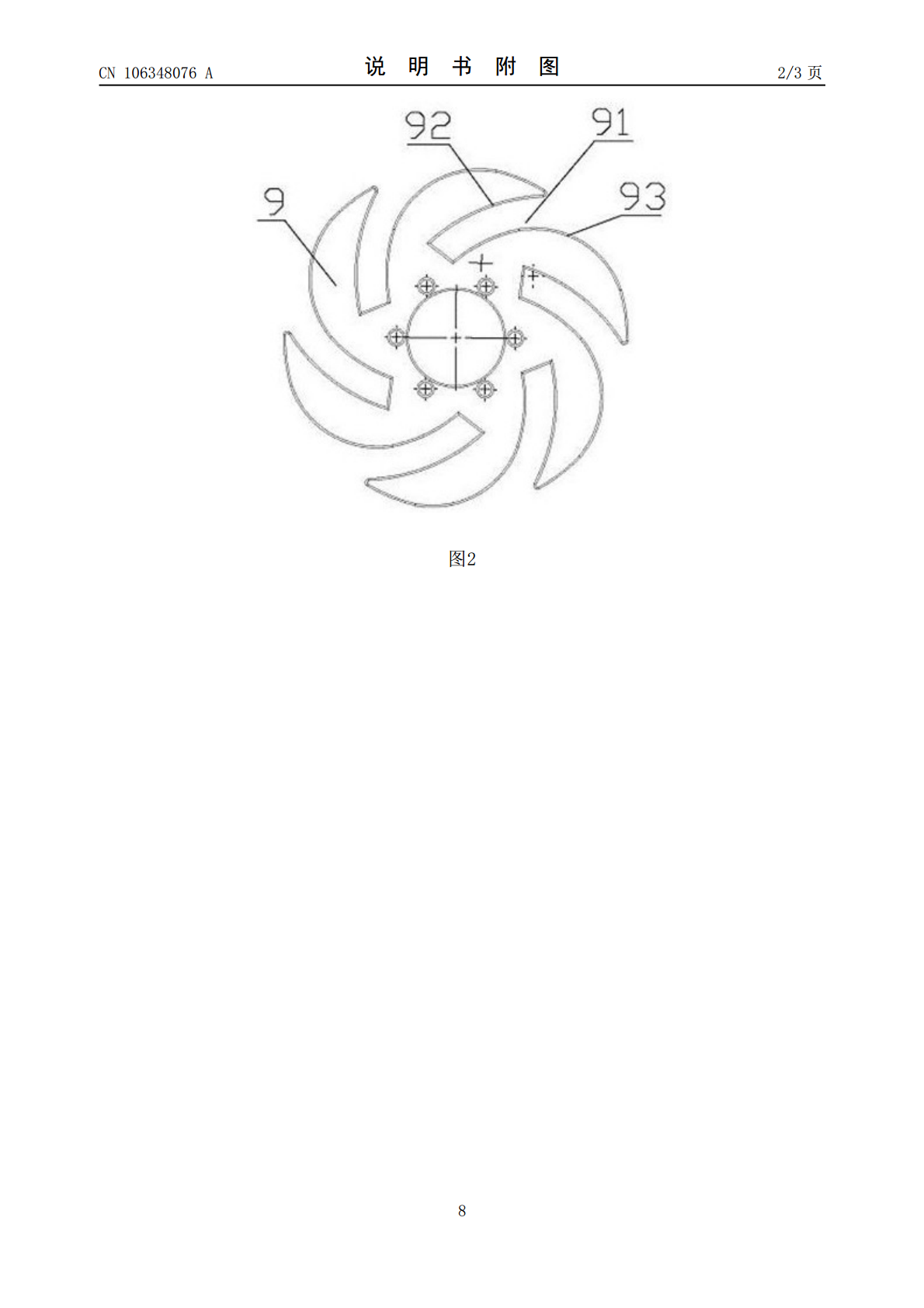
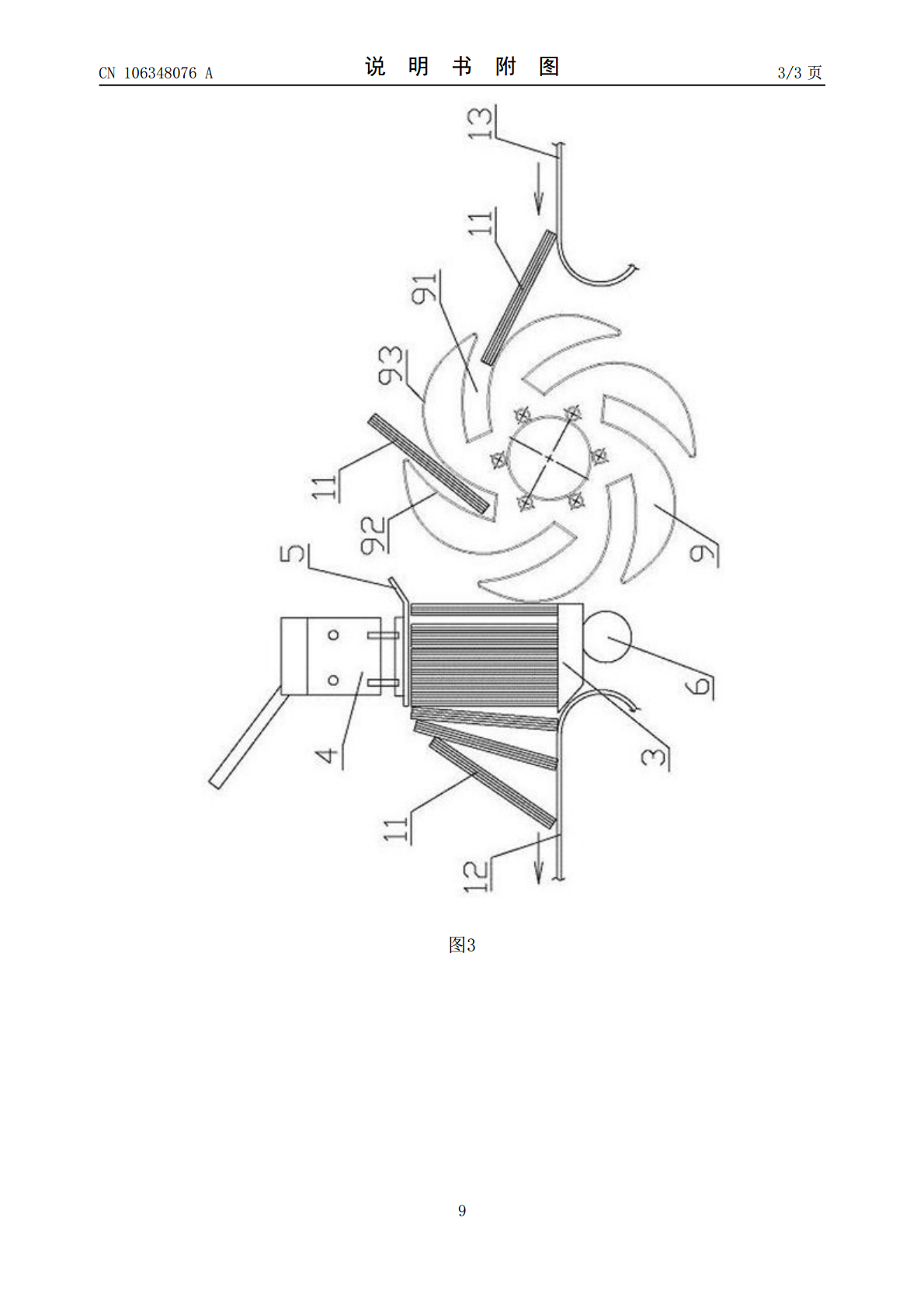
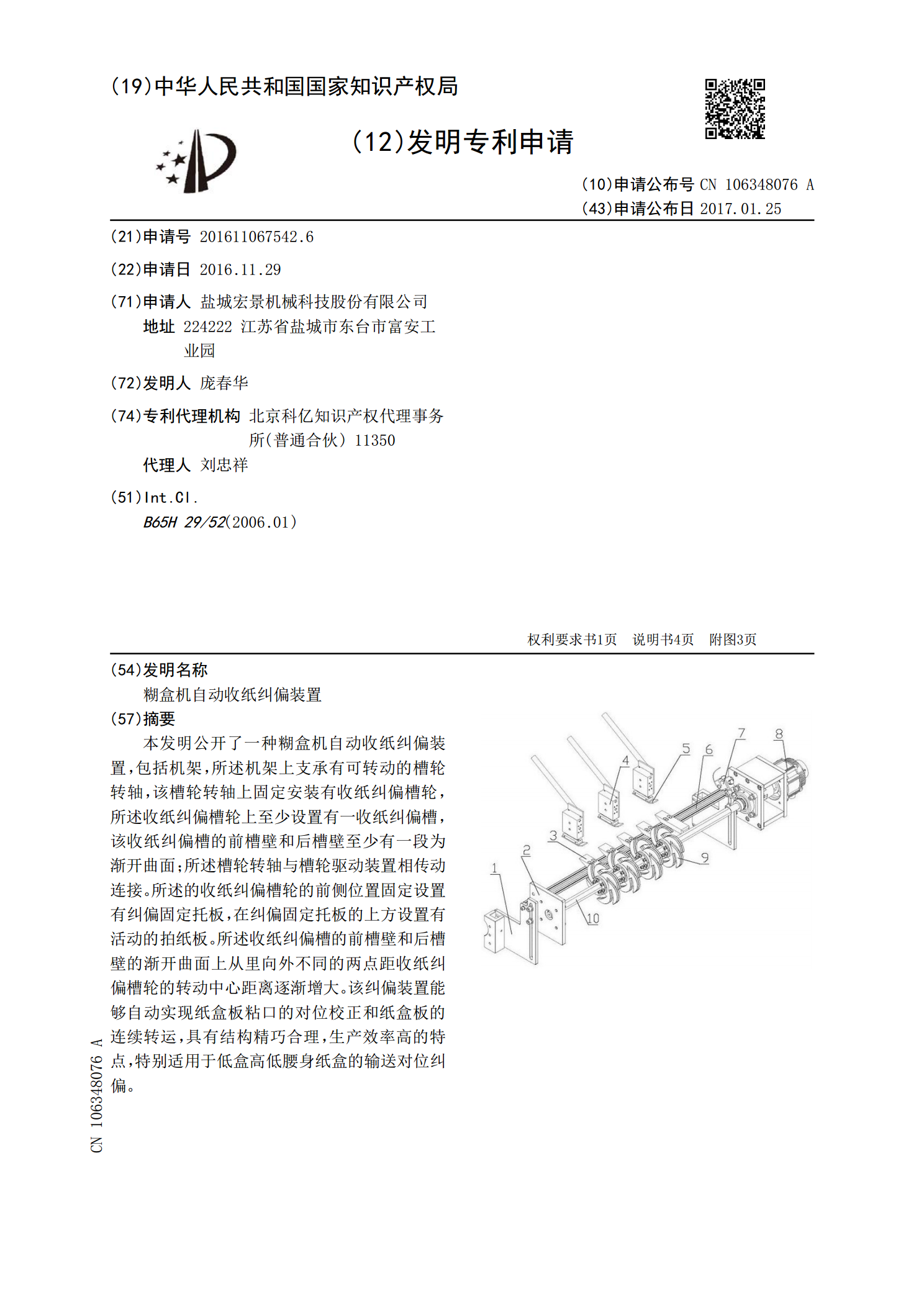
本发明公开了一种糊盒机自动收纸纠偏装置,包括机架,所述机架上支承有可转动的槽轮转轴,该槽轮转轴上固定安装有收纸纠偏槽轮,所述收纸纠偏槽轮上至少设置有一收纸纠偏槽,该收纸纠偏槽的前槽壁和后槽壁至少有一段为渐开曲面;所述槽轮转轴与槽轮驱动装置相传动连接。所述的收纸纠偏槽轮的前侧位置固定设置有纠偏固定托板,在纠偏固定托板的上方设置有活动的拍纸板。所述收纸纠偏槽的前槽壁和后槽壁的渐开曲面上从里向外不同的两点距收纸纠偏槽轮的转动中心距离逐渐增大。该纠偏装置能够自动实现纸盒板粘口的对位校正和纸盒板的连续转运,具有结构
一种糊盒机的纠偏装置.pdf
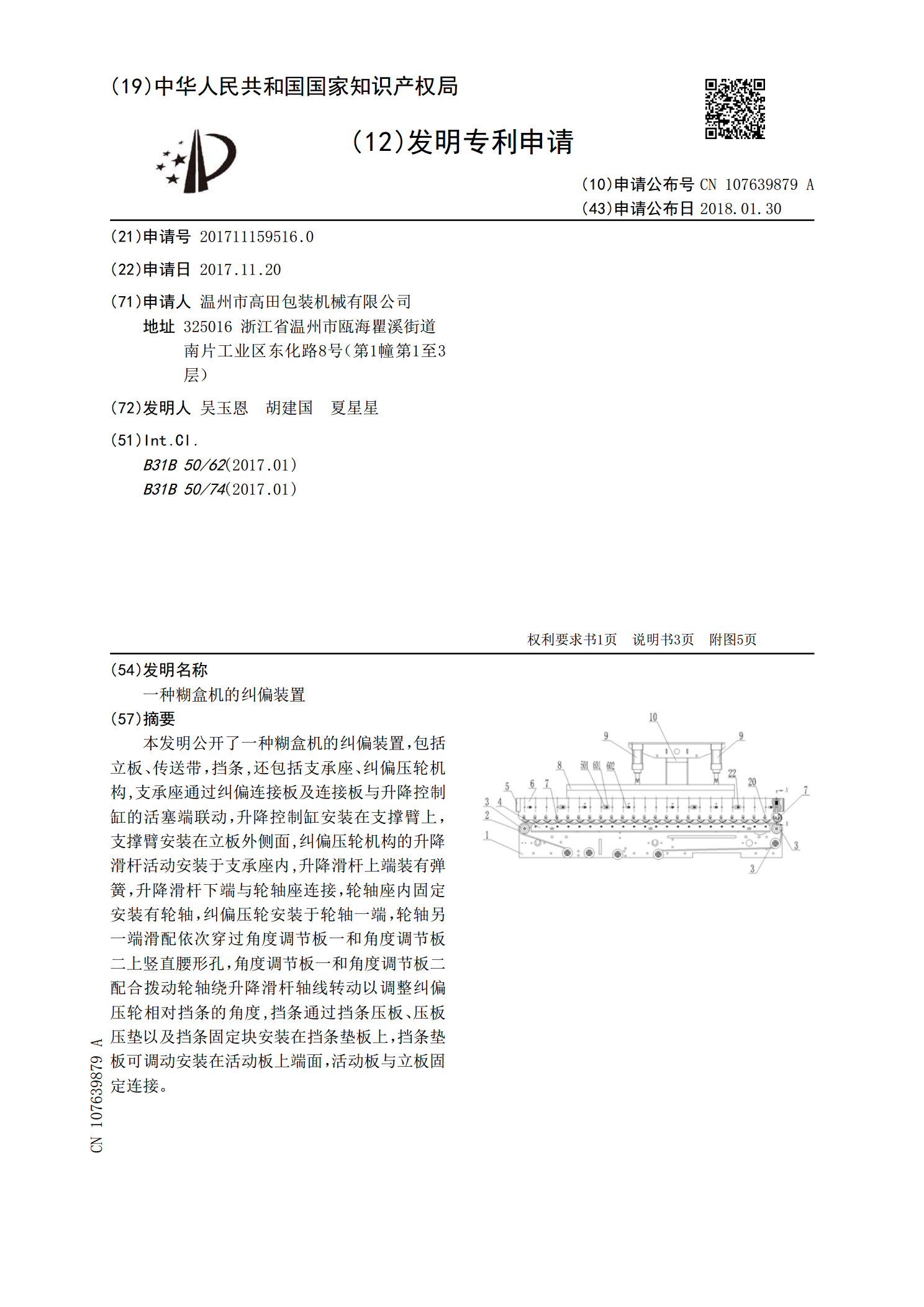
本发明公开了一种糊盒机的纠偏装置,包括立板、传送带,挡条,还包括支承座、纠偏压轮机构,支承座通过纠偏连接板及连接板与升降控制缸的活塞端联动,升降控制缸安装在支撑臂上,支撑臂安装在立板外侧面,纠偏压轮机构的升降滑杆活动安装于支承座内,升降滑杆上端装有弹簧,升降滑杆下端与轮轴座连接,轮轴座内固定安装有轮轴,纠偏压轮安装于轮轴一端,轮轴另一端滑配依次穿过角度调节板一和角度调节板二上竖直腰形孔,角度调节板一和角度调节板二配合拨动轮轴绕升降滑杆轴线转动以调整纠偏压轮相对挡条的角度,挡条通过挡条压板、压板压垫以及挡条
一种收卷自动纠偏装置.pdf
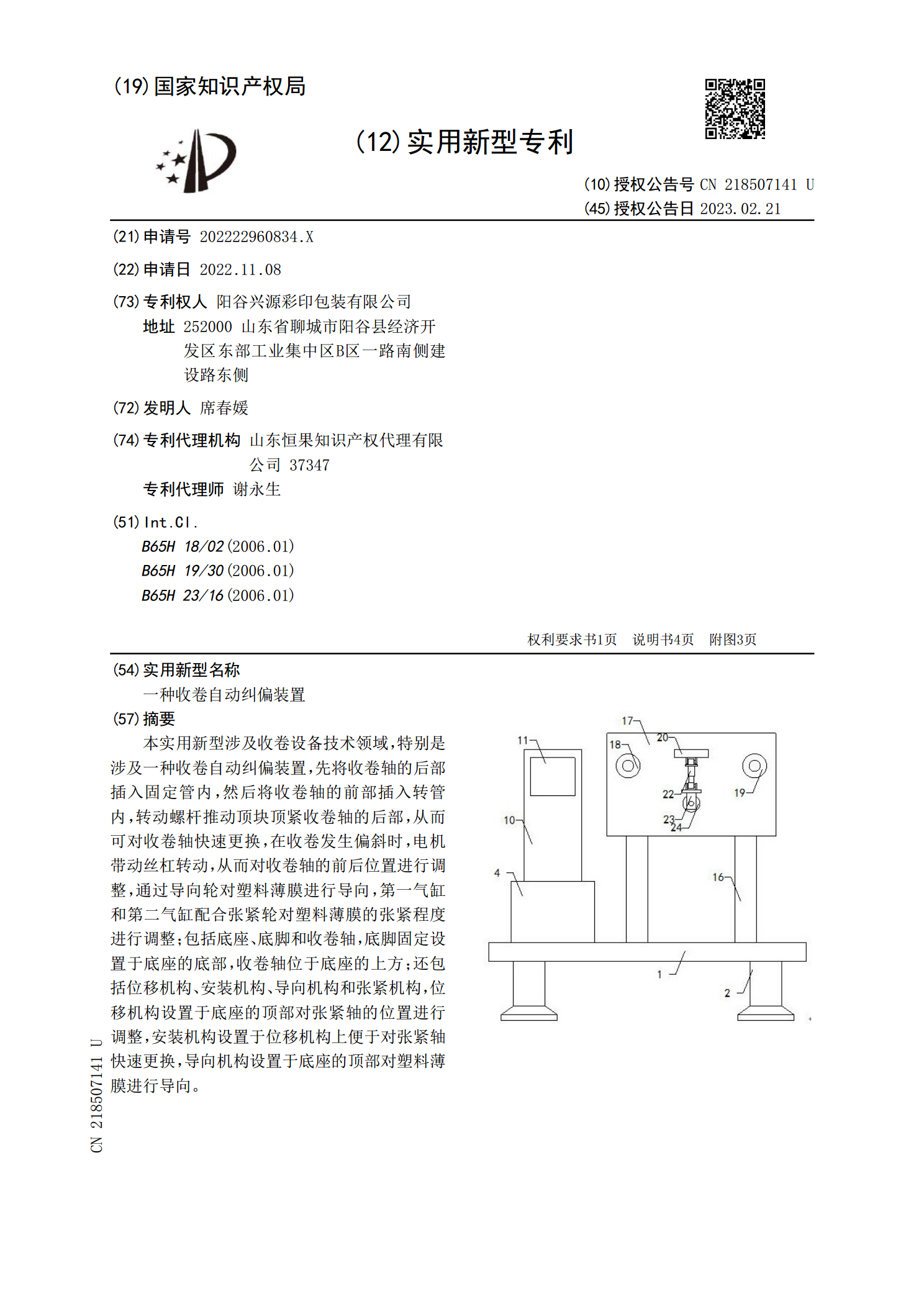
本实用新型涉及收卷设备技术领域,特别是涉及一种收卷自动纠偏装置,先将收卷轴的后部插入固定管内,然后将收卷轴的前部插入转管内,转动螺杆推动顶块顶紧收卷轴的后部,从而可对收卷轴快速更换,在收卷发生偏斜时,电机带动丝杠转动,从而对收卷轴的前后位置进行调整,通过导向轮对塑料薄膜进行导向,第一气缸和第二气缸配合张紧轮对塑料薄膜的张紧程度进行调整;包括底座、底脚和收卷轴,底脚固定设置于底座的底部,收卷轴位于底座的上方;还包括位移机构、安装机构、导向机构和张紧机构,位移机构设置于底座的顶部对张紧轴的位置进行调整,安装机

单张纸连续收纸及纸剁自动输出装置及方法.pdf
本发明涉及一种印刷纸张收集及输出装置,同时还涉及相应的方法,属于印刷机械技术领域。该装置包括收纸台和输出辊道,输出辊道由一排辊轮构成,辊轮的上包络面形成输出辊道的上表面;辊轮轴向具有间隔分布的缩径段,收纸台包括安装在输出辊道处的前收纸台和后收纸台;前、后收纸台主要由分别支撑在前、后升降丝杆上端的前、后纸台底板构成,前、后升降丝杆分别与轴向约束在升降支架上的前、后升降驱动螺母构成螺旋副;前、后纸台底板分别具有间隔分布的让位孔。由于本发明合理将收纸台及其升降装置安置在输出辊道上、下,因此使得结构十分紧凑,节省
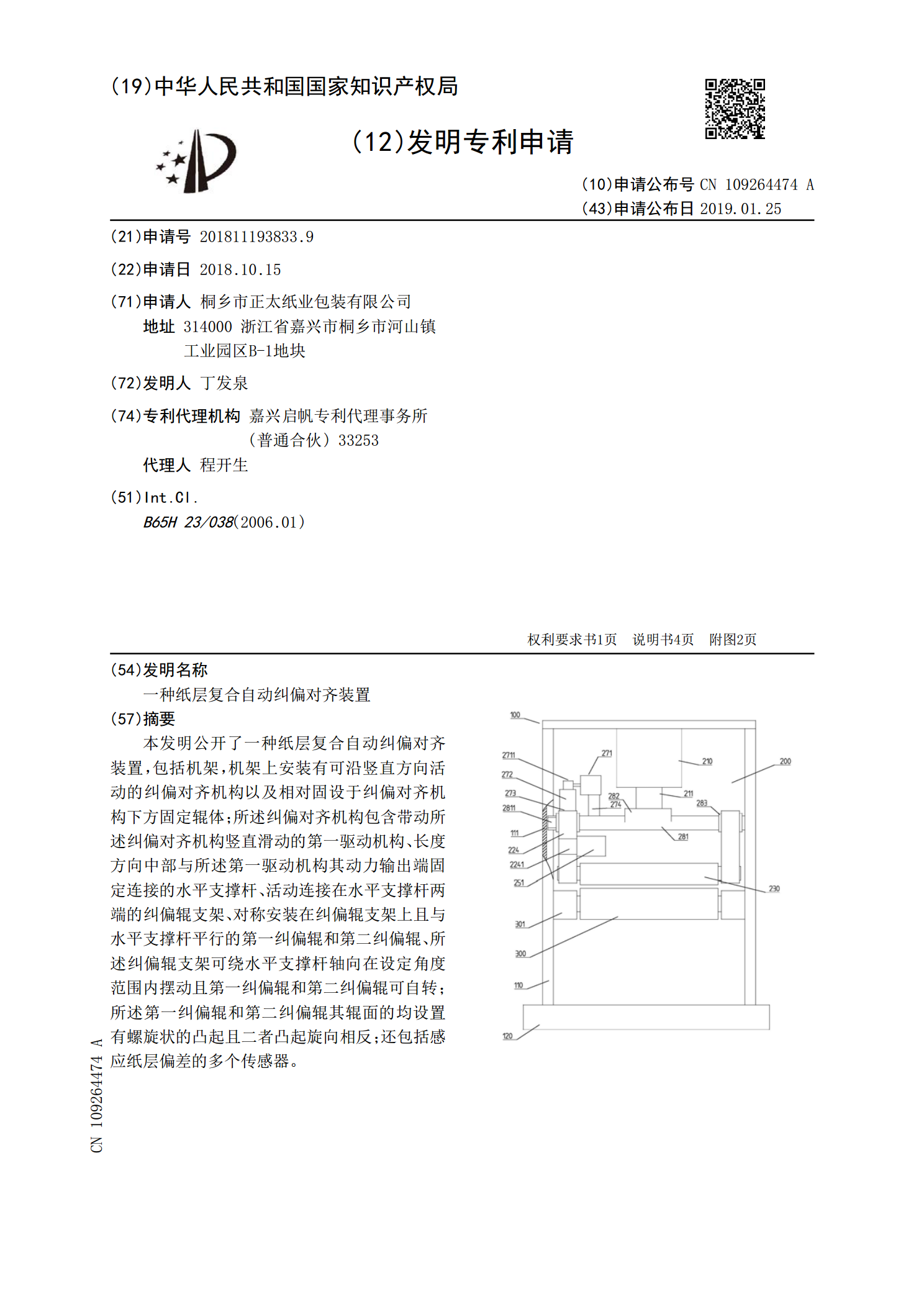
一种纸层复合自动纠偏对齐装置.pdf
本发明公开了一种纸层复合自动纠偏对齐装置,包括机架,机架上安装有可沿竖直方向活动的纠偏对齐机构以及相对固设于纠偏对齐机构下方固定辊体;所述纠偏对齐机构包含带动所述纠偏对齐机构竖直滑动的第一驱动机构、长度方向中部与所述第一驱动机构其动力输出端固定连接的水平支撑杆、活动连接在水平支撑杆两端的纠偏辊支架、对称安装在纠偏辊支架上且与水平支撑杆平行的第一纠偏辊和第二纠偏辊、所述纠偏辊支架可绕水平支撑杆轴向在设定角度范围内摆动且第一纠偏辊和第二纠偏辊可自转;所述第一纠偏辊和第二纠偏辊其辊面的均设置有螺旋状的凸起且二者