
叶轮的组装系统及组装方法.pdf

猫巷****提格

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共17页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
叶轮的组装系统及组装方法.pdf
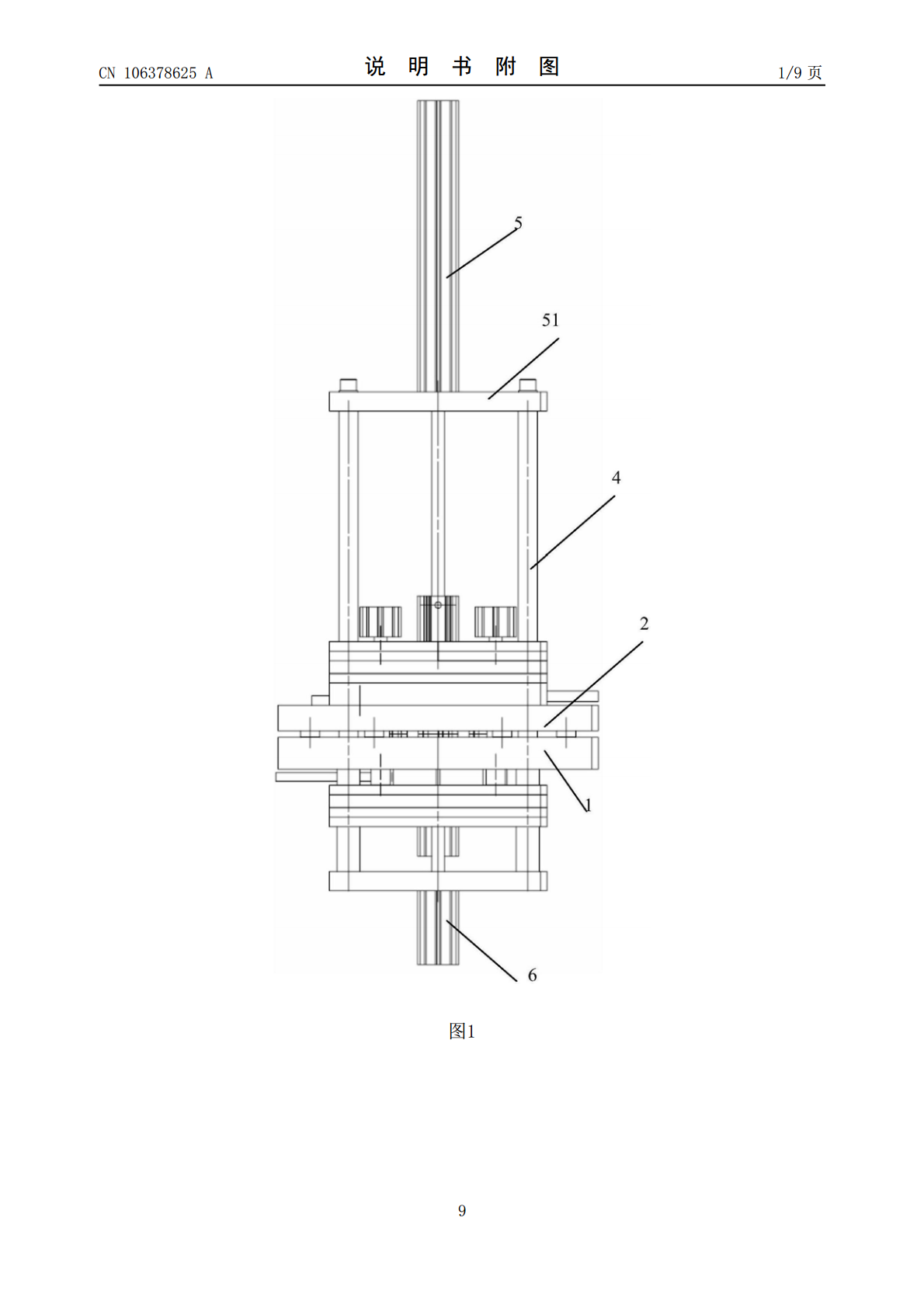
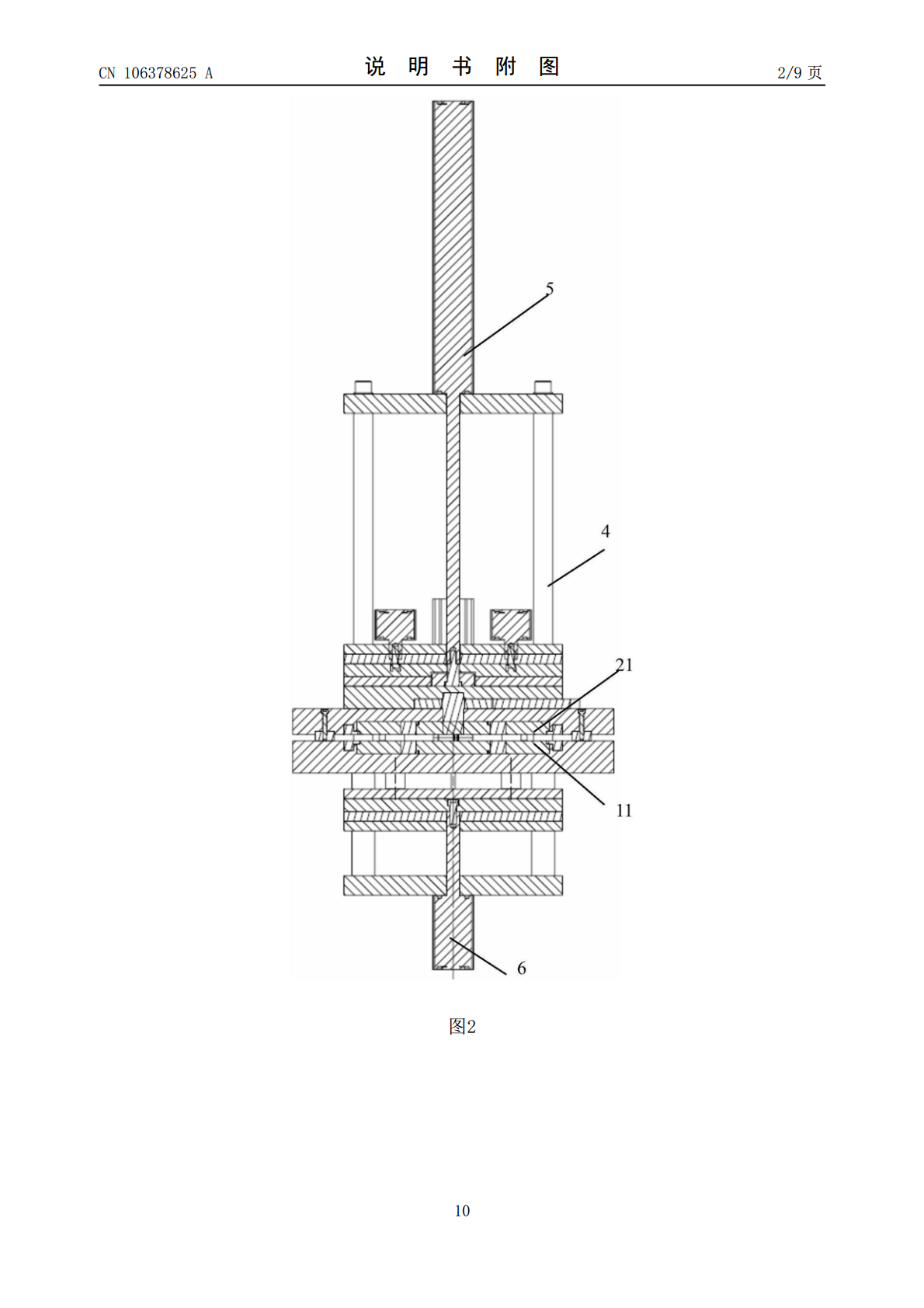
本发明公开了一种叶轮的组装系统,包括零件装配装置、半轴与支架的组装装置,所述的零件装配装置包括,下载板,在所述的下载板上可旋转地设置有下载盘,在所述的下载盘上设置有定位叶轮的本体下半部的下容纳仓,受驱可相对所述的下载板上下运动的上压板,在上压板上对应地设置有上压盘,在所述的上压盘上设置有定位叶轮上半部的上容纳仓,在所述的下载板和上压板上对应地设置有多个零件压配机构以将各零件装入叶轮的设定位置。本发明的零件装配装置,结构简单,实现成本低,利用合模定位,将叶轮局限定位,利用贯穿的零件压配机构,实现了小零件的自

叶轮组装设备和叶轮组装方法.pdf
本发明提供一种叶轮组装设备和叶轮组装方法。叶轮组装设备,叶轮包括轮毂和叶片,包括:固定支座,具有能够承托轮毂的支承端面;和叶片支撑装置,包括支撑基体和承托本体,支撑基体连接于固定支座,承托本体设置于支撑基体的顶部并且具有与叶片的表面轮廓相适应的承托部,承托部相对于支承端面倾斜设置,以使支撑在承托部上的叶片的连接法兰与支撑在支承端面上的轮毂的安装法兰彼此平行。能够保证连接在叶片的连接法兰处的整圈螺栓与叶片安装位的安装法兰处设置的整圈螺栓孔的同轴度,因此,不但能够简化叶轮的组装过程,提高叶轮的组装效率,同时还
叶轮组装体、增压器以及叶轮组装体的组装方法.pdf
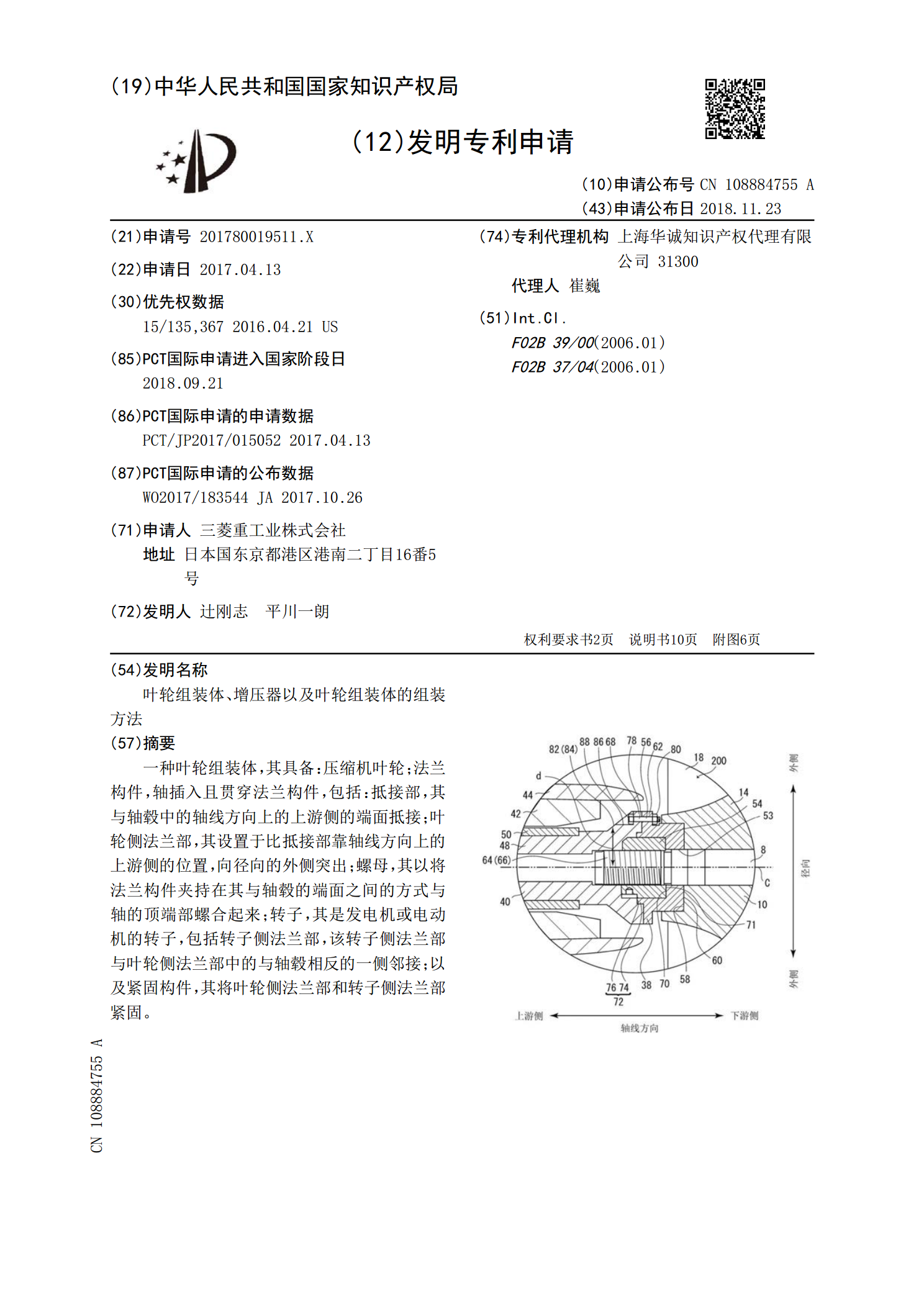
一种叶轮组装体,其具备:压缩机叶轮;法兰构件,轴插入且贯穿法兰构件,包括:抵接部,其与轴毂中的轴线方向上的上游侧的端面抵接;叶轮侧法兰部,其设置于比抵接部靠轴线方向上的上游侧的位置,向径向的外侧突出;螺母,其以将法兰构件夹持在其与轴毂的端面之间的方式与轴的顶端部螺合起来;转子,其是发电机或电动机的转子,包括转子侧法兰部,该转子侧法兰部与叶轮侧法兰部中的与轴毂相反的一侧邻接;以及紧固构件,其将叶轮侧法兰部和转子侧法兰部紧固。
离心风机叶轮组装方法、组装模具及组装装置.pdf
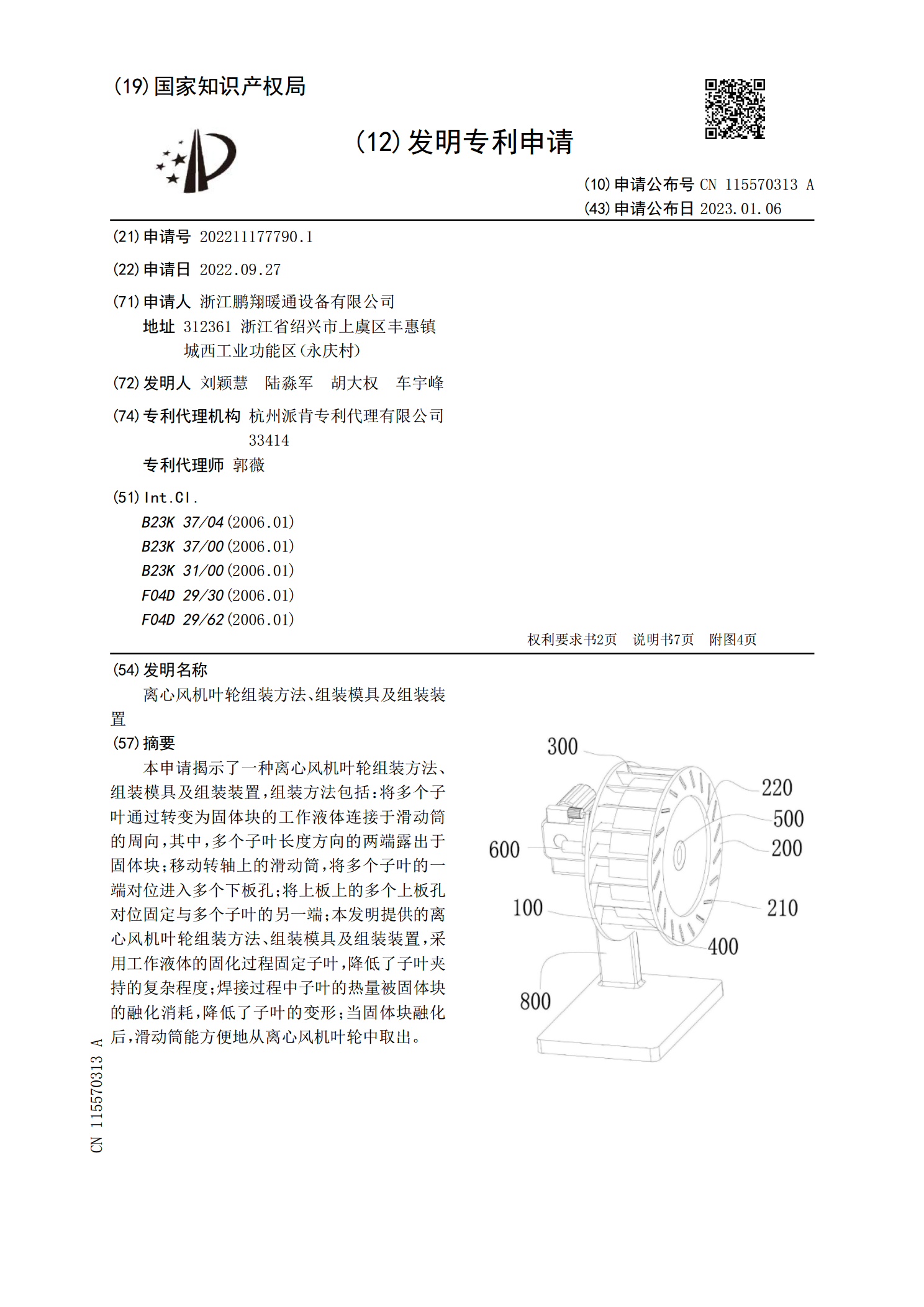
本申请揭示了一种离心风机叶轮组装方法、组装模具及组装装置,组装方法包括:将多个子叶通过转变为固体块的工作液体连接于滑动筒的周向,其中,多个子叶长度方向的两端露出于固体块;移动转轴上的滑动筒,将多个子叶的一端对位进入多个下板孔;将上板上的多个上板孔对位固定与多个子叶的另一端;本发明提供的离心风机叶轮组装方法、组装模具及组装装置,采用工作液体的固化过程固定子叶,降低了子叶夹持的复杂程度;焊接过程中子叶的热量被固体块的融化消耗,降低了子叶的变形;当固体块融化后,滑动筒能方便地从离心风机叶轮中取出。

一种风电机组叶轮组装装置及叶轮组装方法.pdf
本发明公开一种风电机组叶轮组装装置,其特征在于包括:用来定位和支撑轮毂(5)的安装座(1);多个用来将叶片(6)与轮毂(5)对准安装的叶片安装装置,通过分别连接所述安装座(1),形成叶轮组装平台;其中,安装座(1)设有多个分别连接所述多个叶片安装装置的连接部(10);其中,在组装所述叶轮时,将所述轮毂(5)安置在所述安装座(1)上,使轮毂(5)的每个变桨轴承分别对应一个叶片安装装置,然后将叶片(6)放置在相应的一个叶片安装装置上,并移动到所述轮毂(5)相应的一个变桨轴承,将其连接在一起。该风电机组叶轮组装