
一种数控齿轮滚轧成形装置及其应用.pdf

Do****76

1/8

2/8

3/8

4/8
5/8

6/8
7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种数控齿轮滚轧成形装置及其应用.pdf
一种数控齿轮滚轧成形装置,包括机身、滚轧运动控制系统及滚压轮模具;所述机身包括底座、直线导轨、活动滑座、滚压轮轴支撑座和坯料轴支撑座;两根所述滚压轮轴支撑座通过活动滑座对称设置在直线导轨上,所述坯料轴支撑座设置在所述底座上。本发明所述的一种数控齿轮滚轧成形装置,可以在低成本小工装的前提下,实现不同模数、齿数标准铝制齿轮的精密冷滚轧成形数控加工,得到齿形精度较高的齿轮,为齿轮生产制造提供一种新的方法。
一种圆柱直齿轮的空间交错滚轧成形装置.pdf
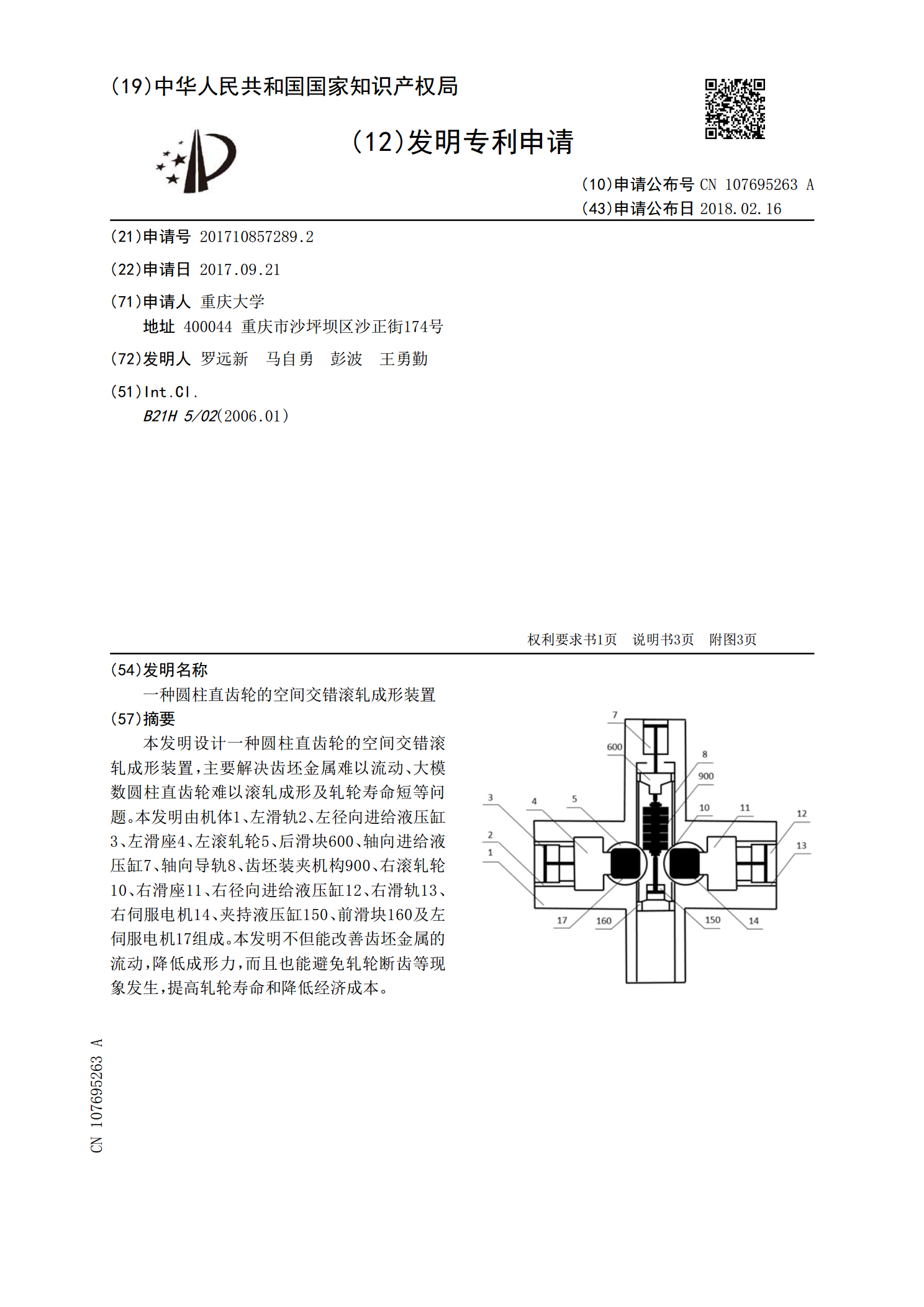
本发明设计一种圆柱直齿轮的空间交错滚轧成形装置,主要解决齿坯金属难以流动、大模数圆柱直齿轮难以滚轧成形及轧轮寿命短等问题。本发明由机体1、左滑轨2、左径向进给液压缸3、左滑座4、左滚轧轮5、后滑块600、轴向进给液压缸7、轴向导轨8、齿坯装夹机构900、右滚轧轮10、右滑座11、右径向进给液压缸12、右滑轨13、右伺服电机14、夹持液压缸150、前滑块160及左伺服电机17组成。本发明不但能改善齿坯金属的流动,降低成形力,而且也能避免轧轮断齿等现象发生,提高轧轮寿命和降低经济成本。

直齿圆柱齿轮滚轧成形实验装置设计与开发.docx
直齿圆柱齿轮滚轧成形实验装置设计与开发摘要:直齿圆柱齿轮是一种常用的传动元件,其质量和精度对于机械系统的性能具有重要影响。滚轧成形是一种广泛应用于直齿圆柱齿轮生产过程中的加工方法,具有高效、精度高、表面质量好等优点。本论文以直齿圆柱齿轮滚轧成形实验装置的设计与开发为主题,旨在提高齿轮生产的效率和质量。关键词:直齿圆柱齿轮;滚轧成形;实验装置;设计与开发1.引言直齿圆柱齿轮是一种常用的传动元件,广泛应用于机械设备和工具中。其质量和精度对于机械系统的性能具有重要影响。滚轧成形是一种常见的直齿圆柱齿轮生产加工方

坯料尺寸对齿轮滚轧成形的影响研究.docx
坯料尺寸对齿轮滚轧成形的影响研究论文标题:坯料尺寸对齿轮滚轧成形的影响研究摘要:齿轮是机械传动的重要组成部分,其制造过程中的一项关键技术是滚轧成形。本研究旨在探究坯料尺寸对齿轮滚轧成形的影响。通过综合分析大量文献资料,归纳总结了坯料尺寸对齿轮滚轧成形的关键参数,并通过实验验证了坯料尺寸对齿轮质量和性能的影响。结果表明,坯料尺寸的合理选择对齿轮滚轧成形过程中的工艺性能有着重要影响,能够有效提高齿轮的质量和性能。关键词:坯料尺寸;齿轮;滚轧成形;质量;性能第一节:引言齿轮是机械传动系统中广泛使用的一种元件,其

基于专利分析的锥齿轮滚轧成形技术.pptx
锥齿轮滚轧成形技术目录添加章节标题锥齿轮滚轧成形技术概述技术定义技术原理技术发展历程专利分析在锥齿轮滚轧成形技术中的应用专利检索与分析方法专利信息挖掘与可视化专利价值评估与技术路线图绘制锥齿轮滚轧成形技术专利竞争态势分析国内外专利申请态势比较主要申请人专利申请分析技术领域专利竞争态势分析专利诉讼与维权分析锥齿轮滚轧成形技术专利布局策略专利布局方向选择关键技术领域专利布局专利申请策略制定专利运营策略制定锥齿轮滚轧成形技术专利风险预警与防范专利侵权风险预警专利无效风险预警专利壁垒风险预警防范措施与建议锥齿轮滚