
一种涡轮叶片的弯曲加工工艺方法.pdf

一只****懿呀


1/6
2/6

3/6

4/6
5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种涡轮叶片的弯曲加工工艺方法.pdf
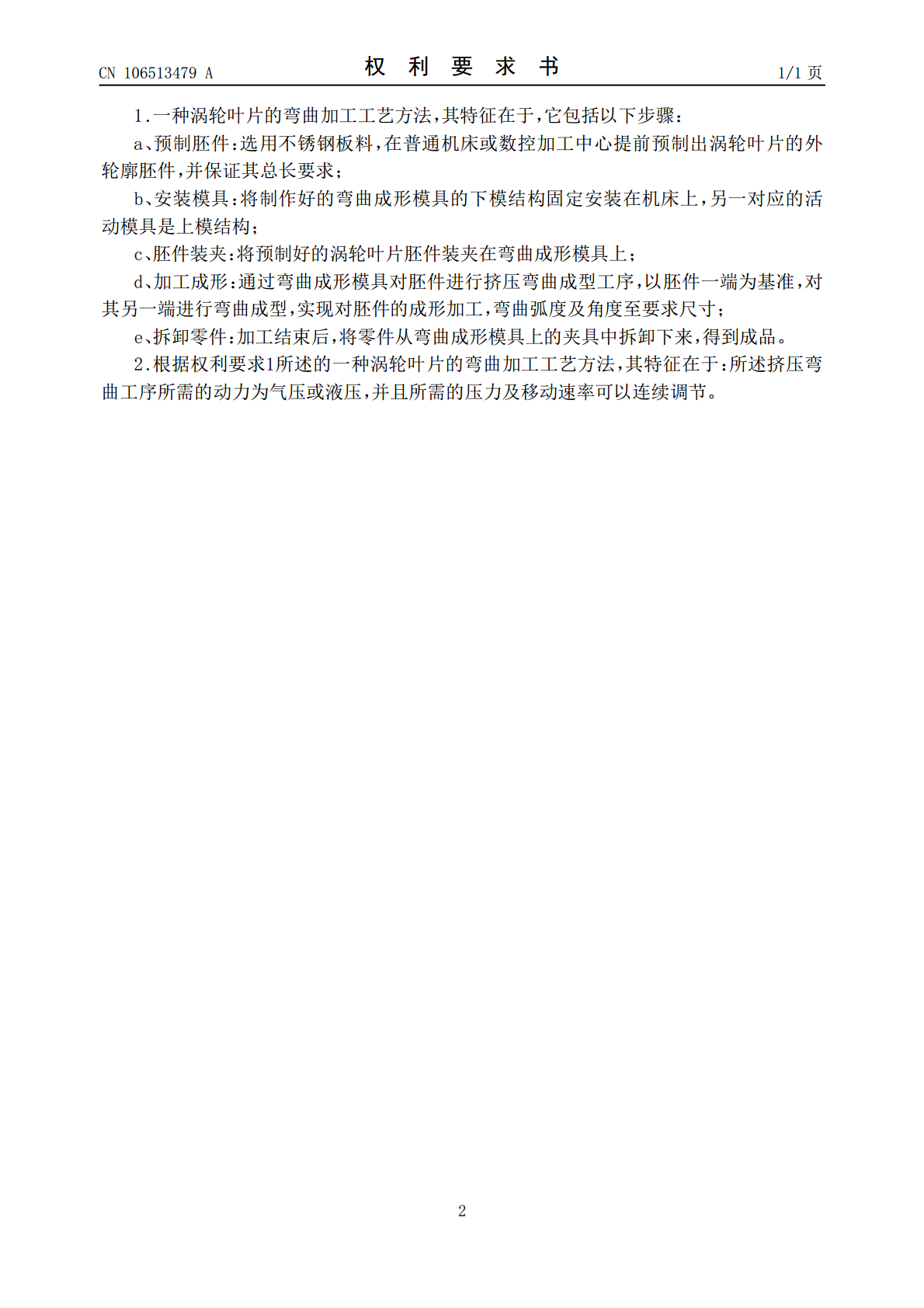
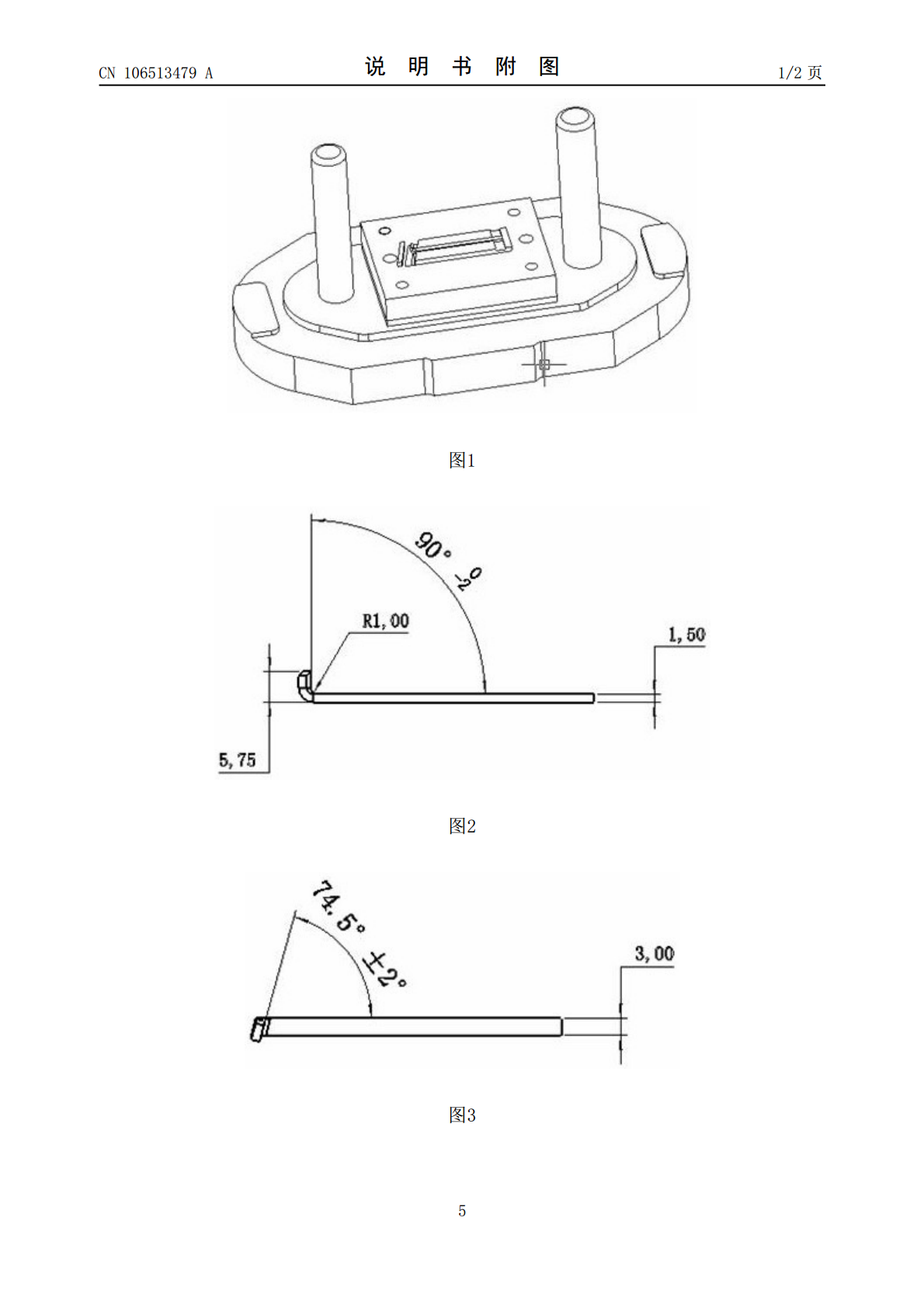
本发明公开一种涡轮叶片的弯曲加工工艺方法,包括以下步骤:a、选用不锈钢板料,预制涡轮叶片的外轮廓胚件,并保证其总长要求;b、将制作好的弯曲成形模具的下模结构固定安装在机床上,另一对应的活动模具是上模结构;c、将涡轮叶片胚件装夹在弯曲成形模具上;d、通过弯曲成形模具对胚件进行挤压弯曲成型工序,以胚件一端为基准,对其另一端进行弯曲成型,实现对胚件的成形加工,弯曲弧度及角度至要求尺寸;e、加工结束后,从弯曲成形模具上的夹具中拆卸下来,得到成品。采用本发明所述的弯曲加工方法,解决弯曲头部拉伤问题,可实现一套模具同

一种双联涡轮叶片锁片的弯曲加工方法.pdf
本发明提供了一种双联涡轮叶片锁片的弯曲加工方法,包括以下步骤:1)选用1.5mm厚不锈钢板料两块;2)将两块板贴合处上下端口倒C0.5,然后进行滚焊;3)沿金属流线方向进行线切割加工得到双联涡轮叶片锁片的长度和宽度;4)钳工开口加工涡轮叶片锁片头部预弯;5)以另一端为基准,放置加工好预弯的零件于弯曲模具下模中,对头部预弯部份进行最终弯曲成形加工,得到成品。本发明通过弯曲成形模具采用弯曲成形的加工工艺方法,其工艺方法简单,模具的定位可控,产品尺寸较好,外观质量也较高,弯曲出来的产品表面质量好,加工稳定、可靠
一种低压涡轮导向叶片多工位加工工艺方法.pdf
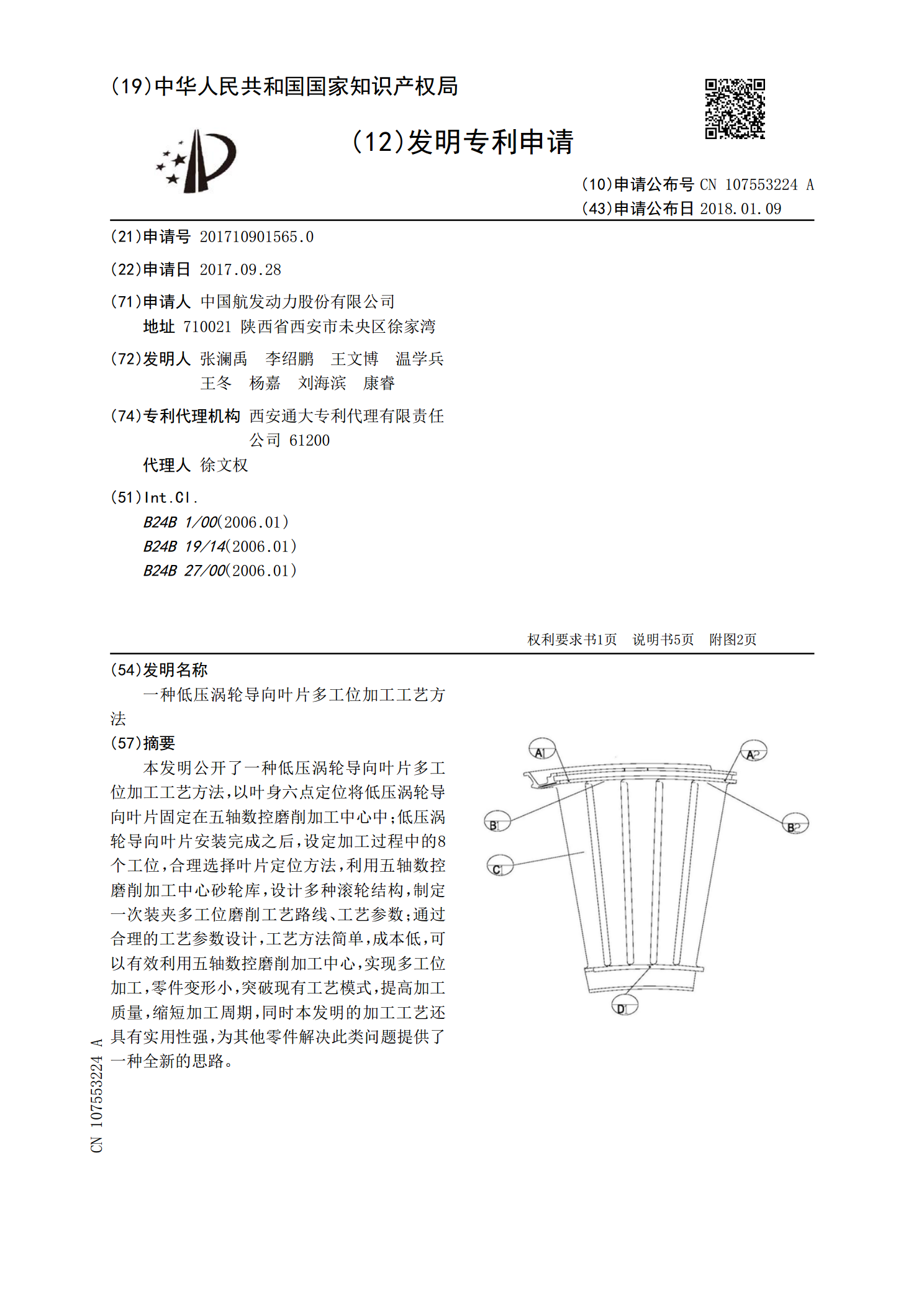
本发明公开了一种低压涡轮导向叶片多工位加工工艺方法,以叶身六点定位将低压涡轮导向叶片固定在五轴数控磨削加工中心中;低压涡轮导向叶片安装完成之后,设定加工过程中的8个工位,合理选择叶片定位方法,利用五轴数控磨削加工中心砂轮库,设计多种滚轮结构,制定一次装夹多工位磨削工艺路线、工艺参数;通过合理的工艺参数设计,工艺方法简单,成本低,可以有效利用五轴数控磨削加工中心,实现多工位加工,零件变形小,突破现有工艺模式,提高加工质量,缩短加工周期,同时本发明的加工工艺还具有实用性强,为其他零件解决此类问题提供了一种全新

涡轮叶片榫齿加工的新切削工艺方法.docx
涡轮叶片榫齿加工的新切削工艺方法涡轮是一种常见的旋转机械部件,其具有高速旋转和承受高温高压工况的特点。而涡轮叶片则是涡轮的重要组成部分,其形状和加工质量直接关系到涡轮的效率和性能。传统的涡轮叶片加工方法存在一些缺陷和问题,为了满足高精度、高效率和低成本的要求,研究人员提出了一种新的切削工艺方法来加工涡轮叶片榫齿。传统的涡轮叶片加工方法主要有铣削、模切和磨削等,但存在一些问题。首先,铣削工艺需要多次加工,且加工难度大,容易产生划伤和毛刺等缺陷。其次,模切工艺需要特殊的刀具和模具,且生产效率低下。再次,磨削工

一种飞机涡轮叶片的加工方法.pdf
本发明公开一种飞机涡轮叶片的加工方法,该加工方法包括毛坯选料、粗打磨定位、粗铣加工定位面、精磨定位面、叶根粗加工、叶尖粗加工、型面粗加工、型面精加工、拉削粗加工、叶根精加工、叶尖精加工、拉削精加工、型面钻孔和抛光以及喷涂的工序;本发明通过降低切削深度和增加转速,并且对涡轮叶片的不同作用的部位做出具体的区别,加工时选择不同精度的铣刀和打磨的砂带,使生产涡轮叶片的成本降低,高质量的刀具的损耗减少,同时提高叶片整体的性能。