
全钢工程轮胎变温硫化工艺.pdf

是你****元呀

1/9
2/9
3/9
4/9
5/9
6/9
7/9
8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
全钢工程轮胎变温硫化工艺.pdf
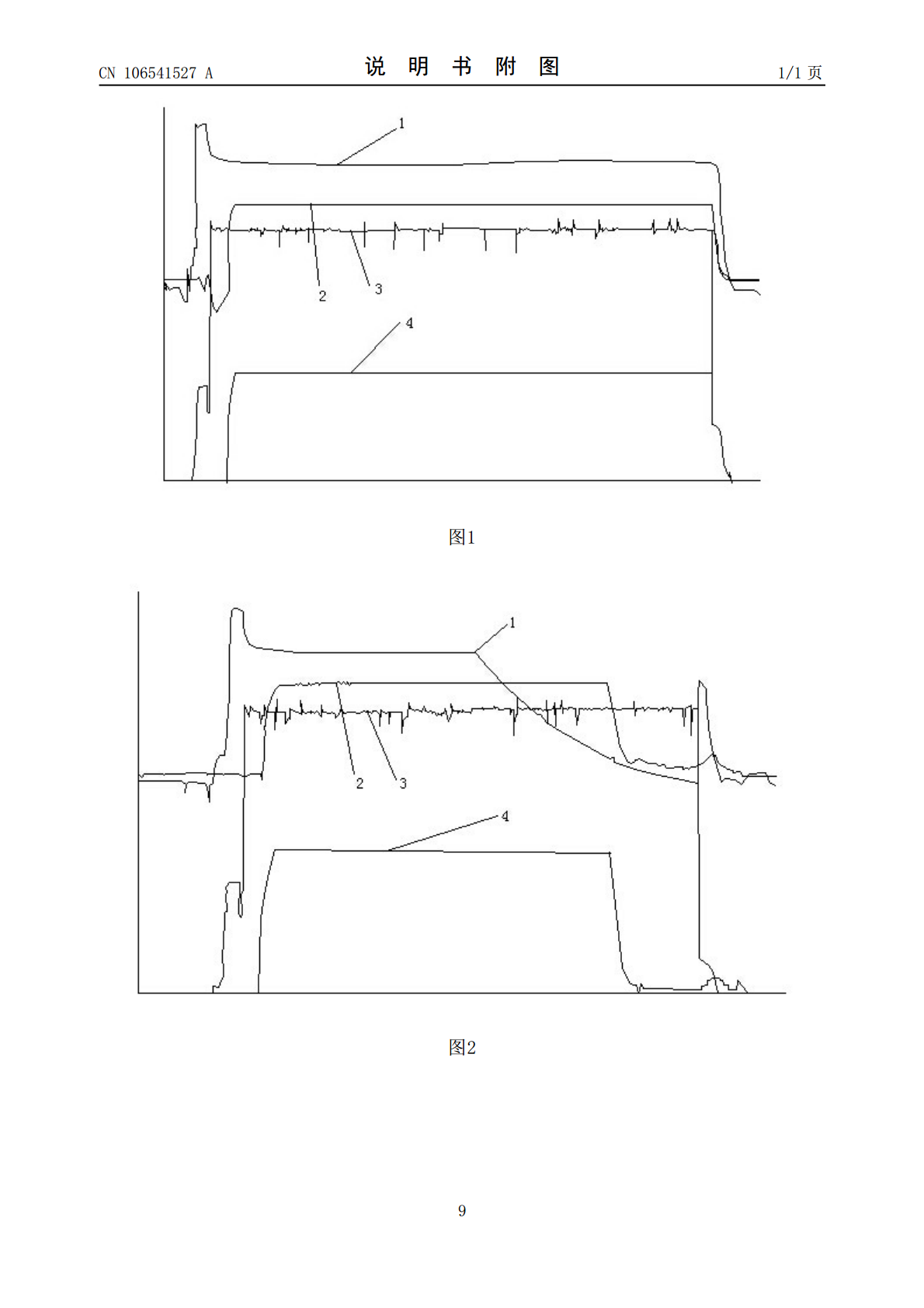
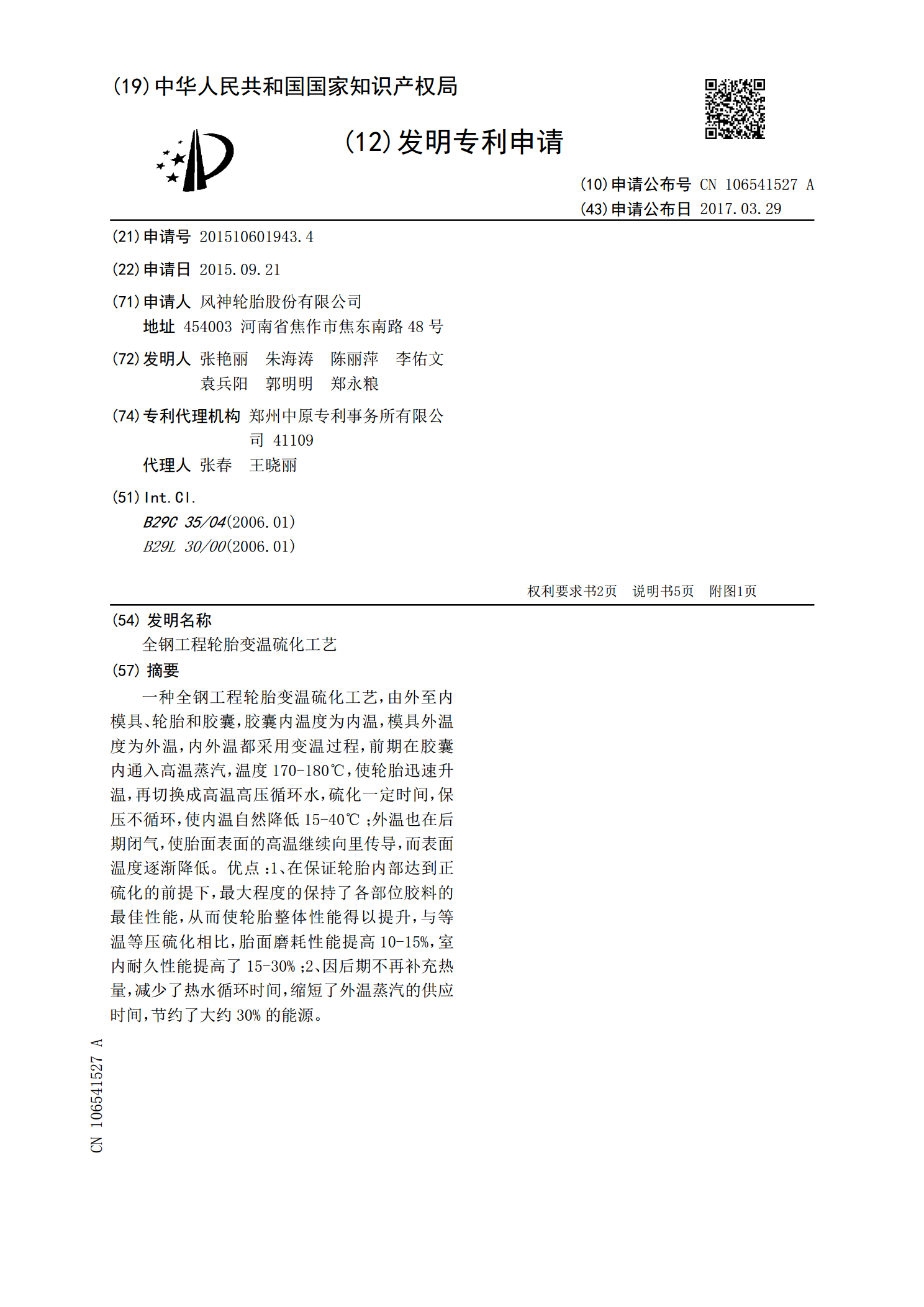
一种全钢工程轮胎变温硫化工艺,由外至内模具、轮胎和胶囊,胶囊内温度为内温,模具外温度为外温,内外温都采用变温过程,前期在胶囊内通入高温蒸汽,温度170-180℃,使轮胎迅速升温,再切换成高温高压循环水,硫化一定时间,保压不循环,使内温自然降低15-40℃;外温也在后期闭气,使胎面表面的高温继续向里传导,而表面温度逐渐降低。优点:1、在保证轮胎内部达到正硫化的前提下,最大程度的保持了各部位胶料的最佳性能,从而使轮胎整体性能得以提升,与等温等压硫化相比,胎面磨耗性能提高10-15%,室内耐久性能提高了15-3

轮胎外温变温硫化工艺.docx
轮胎外温变温硫化工艺轮胎外温变温硫化工艺轮胎是汽车的关键部件之一,它的性能直接影响着车辆的行驶安全和性能。其中,轮胎硫化工艺是决定轮胎性能的重要因素之一。而随着市场需求的不断增加,轮胎对性能和质量的要求也越来越高。在这个背景下,轮胎外温变温硫化工艺应运而生。下面本文将详细介绍轮胎外温变温硫化工艺的相关内容。一、轮胎硫化工艺轮胎的制作过程中离不开硫化工艺。硫化是一种化学反应,通过加热和加硫来构造和增强高分子材料的固态化学键。在轮胎制作过程中,硫化工艺主要作用是将用来制造轮胎的各种不同硫化物分子交联成新的、更

全钢子午线轮胎变温变压硫化工艺的应用研究.docx
全钢子午线轮胎变温变压硫化工艺的应用研究一、引言轮胎作为汽车的重要组成部分,其性能的好坏直接影响着车辆的安全性、舒适性以及驾驶体验。子午线轮胎是目前市场上最为常见的轮胎类型之一。如何提高子午线轮胎的质量和性能,一直是轮胎制造行业和相关研究人员关注的重点问题。本文主要探究全钢子午线轮胎变温变压硫化工艺的应用研究。二、子午线轮胎的特点子午线轮胎具有强度高、抗疲劳性好等优点,广泛应用于高速公路、跑道等需要高速和高强度环境下的汽车、飞机和航空器等领域。同时,子午线轮胎还具有轮胎均匀磨耗、行驶稳定性能好、行驶舒适度

不同变温硫化工艺下轮胎硫化效果分析.docx
不同变温硫化工艺下轮胎硫化效果分析一、引言轮胎在交通、工业、农业等领域,发挥着举足轻重的作用,是人类文明进步的重要标志之一。轮胎的基本组成部分是橡胶,其中硫化是生产优质轮胎的最关键的一个步骤。因此,研究不同变温硫化工艺下轮胎硫化效果对于提高轮胎产品质量,降低生产成本具有重要意义。二、轮胎硫化的基本过程轮胎的硫化是指将未发生反应的天然橡胶或合成橡胶在加入适量的硫化剂和促进剂后,在热加工条件下,使其发生化学反应、成为交联网络结构的过程。轮胎硫化的过程可分为四个阶段,即导热、预热、硫化和冷却阶段。三、不同变温硫

有助节能的等压变温轮胎硫化工艺.docx
有助节能的等压变温轮胎硫化工艺近年来,随着全球对于环境保护和能源危机愈发重视,能源节约和减排措施成为了各大工业领域关注的重点。在此背景下,新型的等压变温轮胎硫化工艺应运而生,成为一种有助于节能的先进技术。等压变温轮胎硫化工艺是在传统硫化工艺的基础上进行的一种改进,具有低能耗、高效率的优点。所谓的等压变温,指的是硫化过程中利用恒定的压力进行硫化,同时加入一定的温度控制系统,以控制温度的变化。通过这种硫化方式,不仅可以有效控制硫化时间,减少硫化产生的能量损耗,而且还可以提高硫化质量和轮胎的性能。具体来说,等压