
机器人轮毂机加工后续去毛刺工艺.pdf

是向****23

1/4
2/4
3/4
4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
机器人轮毂机加工后续去毛刺工艺.pdf
机器人轮毂机加工后续去毛刺工艺,包括以下步骤,其特征在于:1)机器人启动;2)机器人运行至上料辊道末道的识别台;3)机器人抓取在识别台已定位的工件,翻面并放置工件;4)机器人轮流对4个轮毂夹具转台进行上料作业;5)机器人上完4个轮毂夹具里的料等待;6)机器人运行至夹具转台上方;7)用手抓B取出去完毛刺的工件;8)机器人运行至下料辊道的上方将去完毛刺的工件翻面放入辊道;9)机器人再次运行到识别台等待下一步的指令;10)若发现不合格的,机器人将从夹具转台里抓取放入下料辊道下层。本发明,机器人可以同时抓取两个工

轮毂去毛刺机构.pdf
本专利公开了轮毂去毛刺机构,包括工作台,工作台上设置有集料盒,集料盒中设有支撑座,支撑座上设置有轮毂,轮毂中心贯穿有螺栓,在螺栓穿过轮毂的一侧连接有螺母,螺栓远离螺母的一侧连接有驱动装置,还包括机架,机架设置在工作台的一侧,机架上设置有伸缩杆,伸缩杆的顶端连接有高压水枪;本专利技术与现有技术相比,通过驱动装置带动轮毂自动化转动,并且使用高压水枪对轮毂进行冲刷,从而去除毛刺,效率提高。
轮毂去毛刺设备.pdf
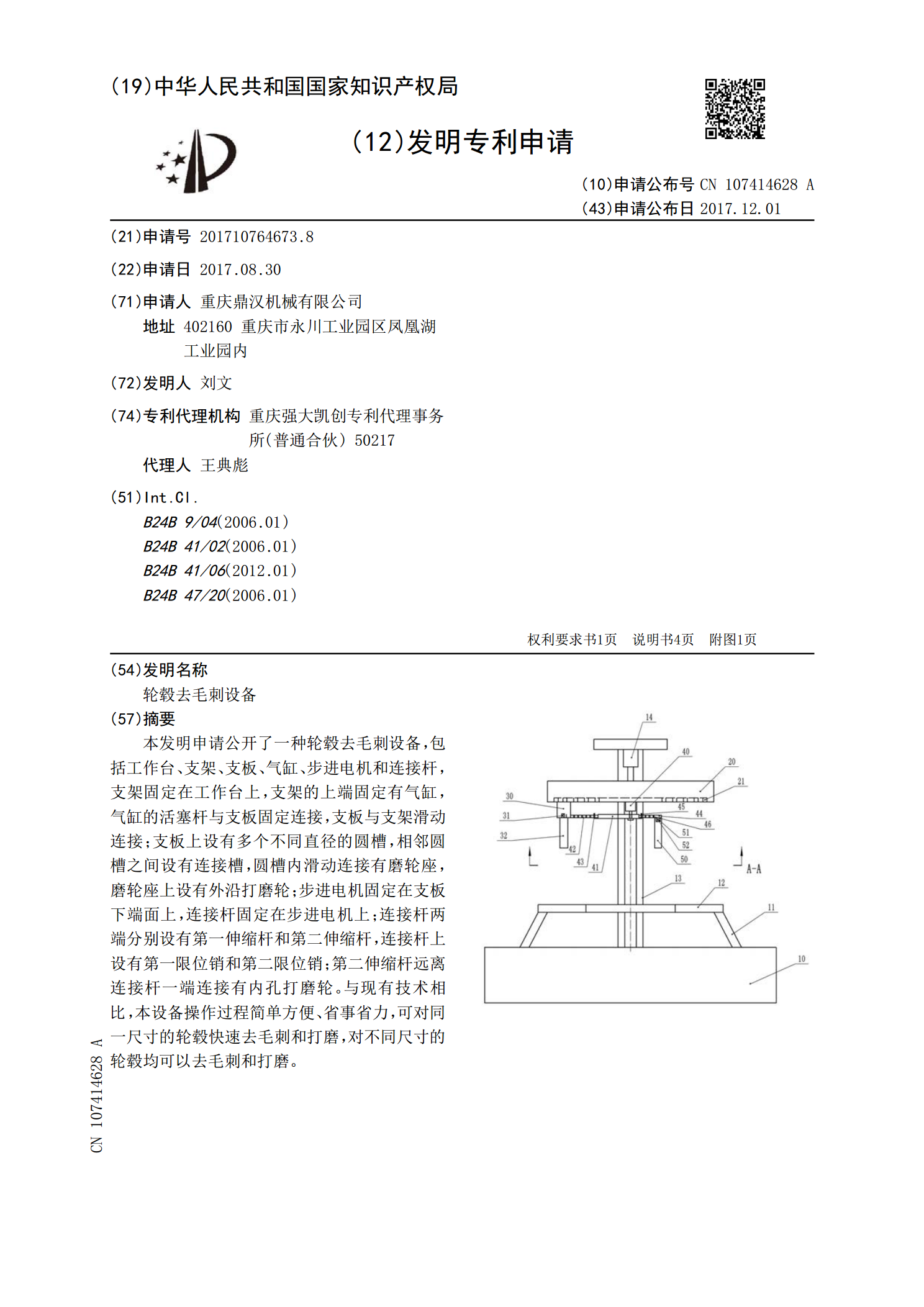
本发明申请公开了一种轮毂去毛刺设备,包括工作台、支架、支板、气缸、步进电机和连接杆,支架固定在工作台上,支架的上端固定有气缸,气缸的活塞杆与支板固定连接,支板与支架滑动连接;支板上设有多个不同直径的圆槽,相邻圆槽之间设有连接槽,圆槽内滑动连接有磨轮座,磨轮座上设有外沿打磨轮;步进电机固定在支板下端面上,连接杆固定在步进电机上;连接杆两端分别设有第一伸缩杆和第二伸缩杆,连接杆上设有第一限位销和第二限位销;第二伸缩杆远离连接杆一端连接有内孔打磨轮。与现有技术相比,本设备操作过程简单方便、省事省力,可对同一尺寸

轮毂钻孔去毛刺工装.pdf
本发明公开了一种轮毂钻孔去毛刺工装,包括底座、套筒和定位端盖,所述的底座下端设有底座安装座,所述的套筒内的上部设有一个分隔片,将所述的套筒分成套筒上凹腔和套筒下腔,所述的套筒下腔套于所述的底座上,套筒下腔内设有弹簧;所述的定位端盖设于所述套筒的上方,所述定位端盖的下端面设有台阶,所述的台阶设于所述套筒的套筒上凹腔内,并通过端盖固定螺钉与所述套筒的上端固定。本发明专门针对汽车空调压缩机上的轮毂工件钻孔后进行去毛刺工艺时使用,有效防震,且可避免去毛刺过程中轮毂工件发生移位,加工精度高,稳定性好。
一种轮毂去毛刺机及去毛刺加工方法.pdf
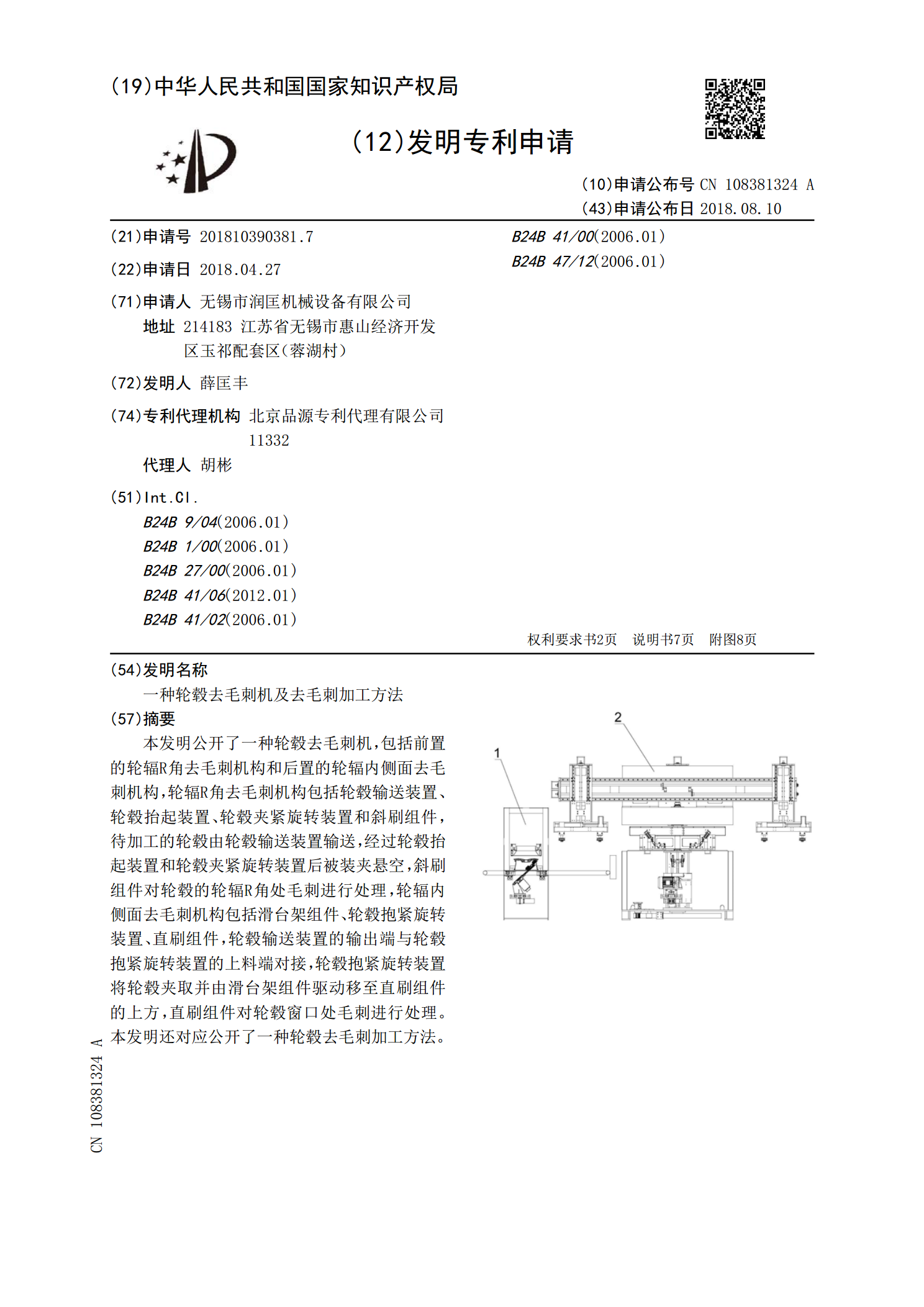
本发明公开了一种轮毂去毛刺机,包括前置的轮辐R角去毛刺机构和后置的轮辐内侧面去毛刺机构,轮辐R角去毛刺机构包括轮毂输送装置、轮毂抬起装置、轮毂夹紧旋转装置和斜刷组件,待加工的轮毂由轮毂输送装置输送,经过轮毂抬起装置和轮毂夹紧旋转装置后被装夹悬空,斜刷组件对轮毂的轮辐R角处毛刺进行处理,轮辐内侧面去毛刺机构包括滑台架组件、轮毂抱紧旋转装置、直刷组件,轮毂输送装置的输出端与轮毂抱紧旋转装置的上料端对接,轮毂抱紧旋转装置将轮毂夹取并由滑台架组件驱动移至直刷组件的上方,直刷组件对轮毂窗口处毛刺进行处理。本发明还对