
用于叶轮熔模铸造的蜡模模具.pdf

Th****84


1/6

2/6
3/6

4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

用于叶轮熔模铸造的蜡模模具.pdf
本发明提供了用于叶轮熔模铸造的蜡模模具,其能解决现有叶轮的蜡模模具开发制造成本高、周期长的问题。其包括基座和若干滑块,基座上沿周向均布有沿径向延伸的若干滑轨,若干滑块分别滑动安装于相邻的两个所述滑轨之间,其特征在于:每一块滑块均包括滑块基体和成形头部,成形头部设有蜡模成形腔面,成形头部可拆换地安装滑块基体的前端。
用于闭式离心叶轮精铸的蜡模模具及蜡模制造方法.pdf
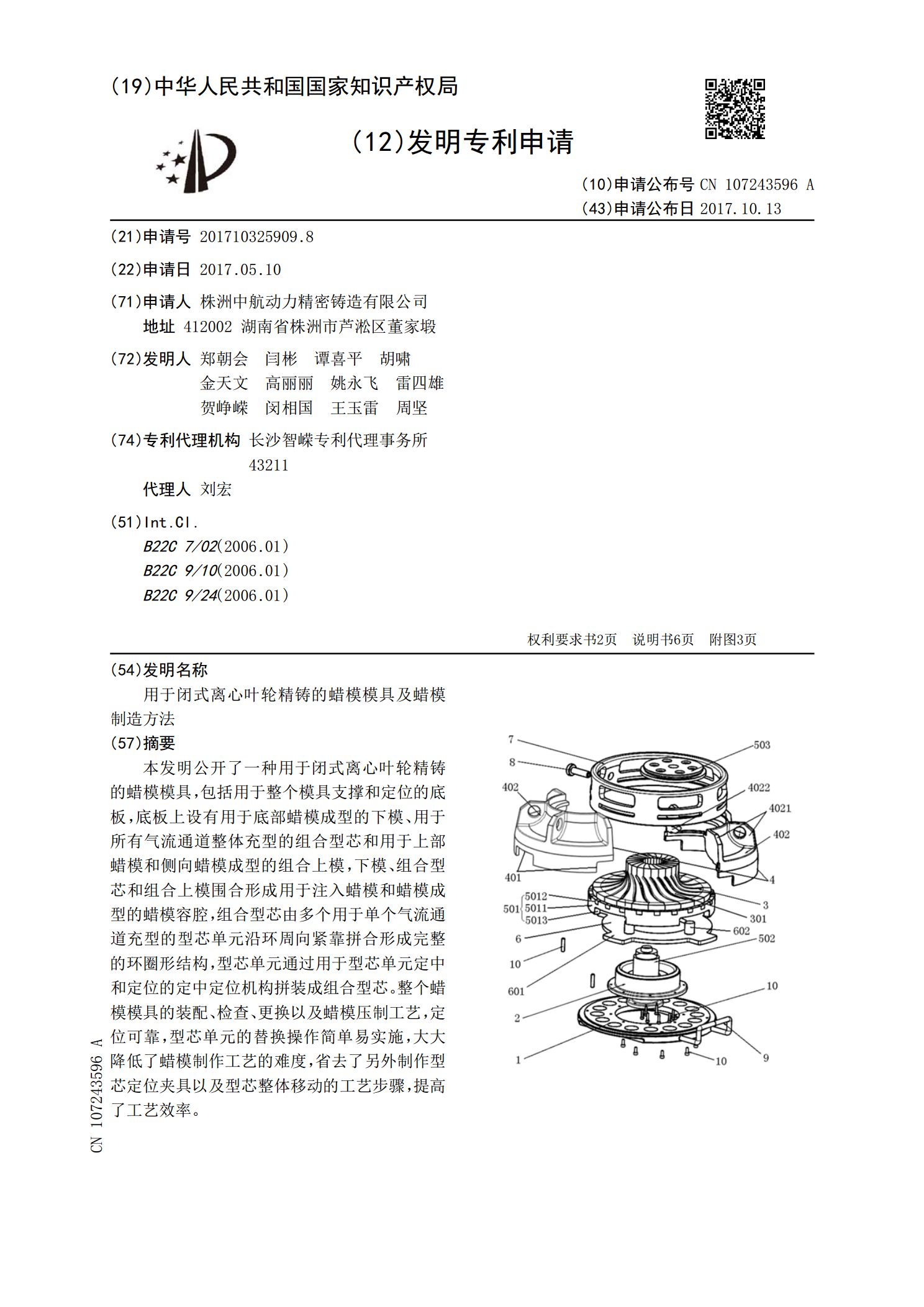
本发明公开了一种用于闭式离心叶轮精铸的蜡模模具,包括用于整个模具支撑和定位的底板,底板上设有用于底部蜡模成型的下模、用于所有气流通道整体充型的组合型芯和用于上部蜡模和侧向蜡模成型的组合上模,下模、组合型芯和组合上模围合形成用于注入蜡模和蜡模成型的蜡模容腔,组合型芯由多个用于单个气流通道充型的型芯单元沿环周向紧靠拼合形成完整的环圈形结构,型芯单元通过用于型芯单元定中和定位的定中定位机构拼装成组合型芯。整个蜡模模具的装配、检查、更换以及蜡模压制工艺,定位可靠,型芯单元的替换操作简单易实施,大大降低了蜡模制作工

熔模铸造蜡模缺陷分析.docx
熔模铸造蜡模缺陷分析熔模铸造是一种常见的铸造工艺,被广泛应用于各种行业,特别是航空、汽车等领域。然而,在熔模铸造过程中,由于各种因素的影响,蜡模往往存在一些缺陷,如气孔、缩松和表面粗糙等问题,这些缺陷严重影响了铸件的质量和性能。因此,对于熔模铸造蜡模缺陷的分析和控制具有重要的理论和实践意义。首先,熔模铸造蜡模缺陷的产生主要与蜡模的制备和熔模过程中的各个环节有关。蜡模的制备中,可能存在蜡模内部空隙未完全填充、蜡模材料质量不合格、工艺操作不当等因素,导致蜡模存在气孔、收缩等缺陷。另外,在熔模过程中,熔蜡温度过

用于起动涡轮叶轮精铸的蜡模叶片成型方法.pdf
本发明公开了一种用于起动涡轮叶轮精铸的蜡模叶片成型方法,包括以下步骤:a、按照起动涡轮叶轮的叶片设计结构进行陶瓷型芯压型;b、对压型后的陶瓷型芯进行焙烧;c、对焙烧后的陶瓷型芯进行强化处理;d、对强化后的陶瓷型芯进行自检,合格则进入下一工序,不合格则作为报废型芯处理;e、自检合格的陶瓷型芯进行表面吹砂;f、对吹砂后的陶瓷型芯再次进行自检,合格则进入下一工序,不合格则作为报废型芯处理;h、吹砂合格后的陶瓷型芯配合以回弹模具进行叶片的蜡模压型,从而获得成型的蜡模叶片。起动涡轮叶轮铸件批缝问题基本解决,大大降低

熔模铸造蜡模变形等缺陷分析.docx
熔模铸造蜡模变形等缺陷分析摘要:熔模铸造是一种高精度铸造工艺,在制造半导体设备、汽车发动机、航空航天零部件等领域广泛应用。然而,熔模铸造过程中容易出现蜡模变形等缺陷现象,给产品质量和生产效率带来不利影响。本文从原材料选择、生产工艺和设备改进等方面,探讨了解决熔模铸造蜡模变形等缺陷的措施,为熔模铸造工艺的发展提供参考。关键词:熔模铸造;蜡模变形;缺陷分析一、引言熔模铸造是一种高精度铸造工艺,适用于制造尺寸精度要求较高、形状复杂的零部件,如半导体设备、汽车发动机、航空航天零部件等。其制作原理是利用模具制成蜡模