
基于机器视觉的智能化柔性加工系统及检测系统.pdf

一条****涛k


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共16页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

基于机器视觉的智能化柔性加工系统及检测系统.pdf
本发明提供一种基于机器视觉的智能化柔性加工系统及检测系统,该柔性加工系统和检测系统包括识别单元、传输线控制单元、轮毂CNC自动加工单元、轮毂安装孔加工单元、轮毂气门芯孔加工单元、轮毂跳动检测单元和轮毂外观检测单元,本发明提供的基于机器视觉的智能化柔性加工系统可实现轮毂的中心孔、安装孔和气门芯孔的全自动化加工控制,并且本发明通过对轮毂的正反面进行分别加工进而形成了轮毂的中心孔,并通过检测正面中心孔和反面中心孔的垂直度、同轴度来判断所加工的中心孔是否合格,有效地提高了中心孔加工的精确度,进而有效地提高了轮毂加
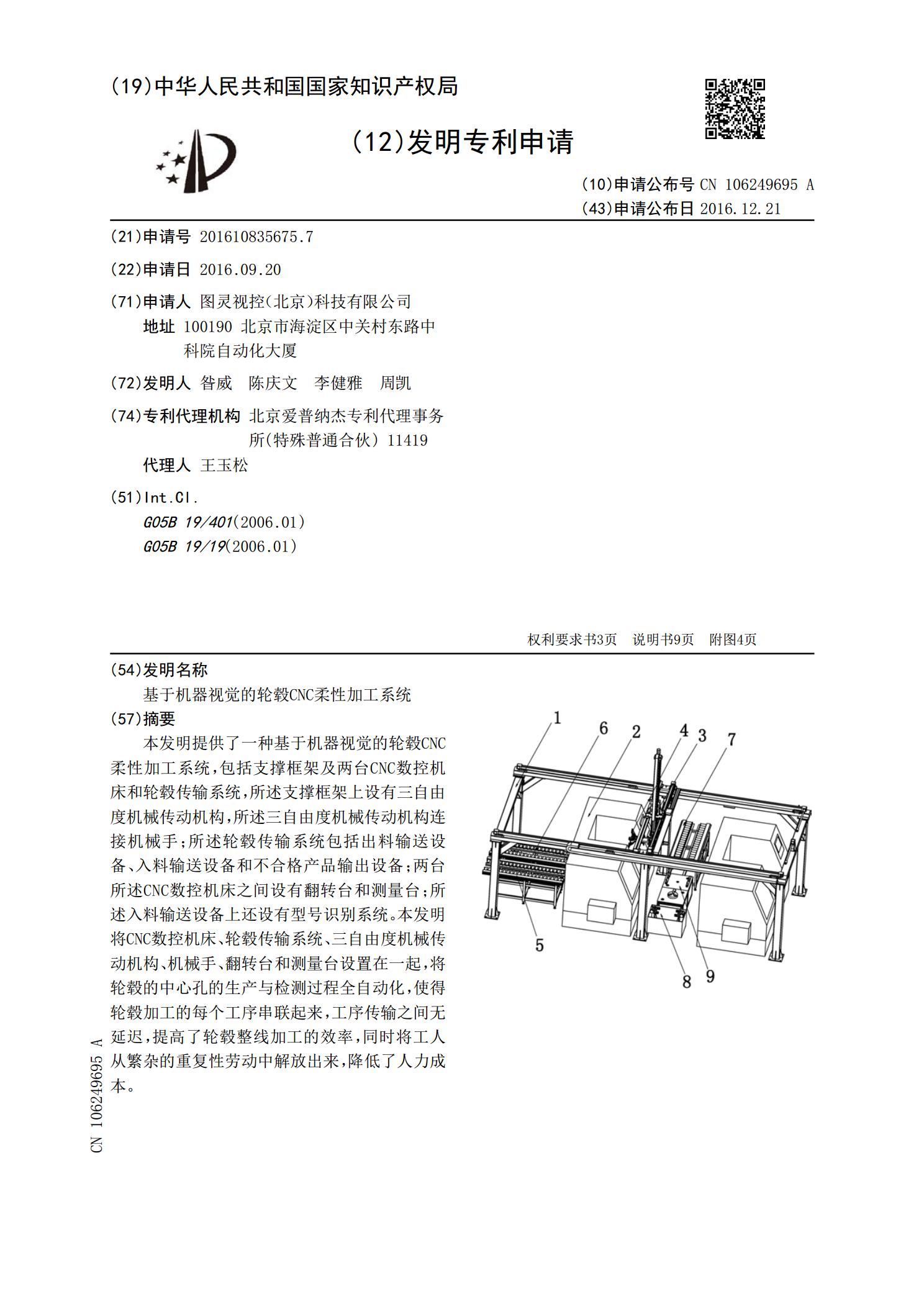
基于机器视觉的轮毂CNC柔性加工系统.pdf
本发明提供了一种基于机器视觉的轮毂CNC柔性加工系统,包括支撑框架及两台CNC数控机床和轮毂传输系统,所述支撑框架上设有三自由度机械传动机构,所述三自由度机械传动机构连接机械手;所述轮毂传输系统包括出料输送设备、入料输送设备和不合格产品输出设备;两台所述CNC数控机床之间设有翻转台和测量台;所述入料输送设备上还设有型号识别系统。本发明将CNC数控机床、轮毂传输系统、三自由度机械传动机构、机械手、翻转台和测量台设置在一起,将轮毂的中心孔的生产与检测过程全自动化,使得轮毂加工的每个工序串联起来,工序传输之间无

基于机器视觉的轮毂加工表面缺陷检测系统.pdf
本发明公开了基于机器视觉的轮毂加工表面缺陷检测系统,涉及轮毂加工设备技术领域,包括定位模块以及图像采集模块;定位模块布设在检测箱体内,用于对待检测轮毂进行定位固定;图像采集模块包括布设在轮毂内外两侧做圆周运动以对轮毂内表面和外表面同时进行拍照的工业相机,其中,两侧所述工业相机与带动其做圆周运动的转动机构连接;还包括用于分析处理采集到的轮毂图像的视觉控制器,所述视觉控制器通过通信线缆连接工业相机;工业相机在做圆周运动的同时对轮毂内外两面进行拍照,而后将所拍摄图像传输至视觉控制器,基于视觉控制器对上传图像进行

一种基于机器视觉智能去毛刺柔性自动加工系统.pdf
本发明公开了一种基于机器视觉智能去毛刺柔性自动加工系统,包括架体和电控箱,所述架体上设有去毛刺模块、升降输送模块和扇形识别模块,利用升降输送模块完成轮毂的进出系统以及进入待加工位置,然后利用轮毂固定机构完成轮毂的定心和定位,再然后利用扇形识别模块对轮毂的待加工区域进行识别,最后利用三坐标运动机构带动去毛刺刀具按照系统根据扇形识别模块的识别结果规划的行刀路径对轮辐扇形区域竖直方向的侧壁进行去毛刺加工,整个过程全部自动化,能够根据不同轮毂的尺寸和辐条形状生成对应的加工路径;而且切削刀具与三坐标运动机构之间采用
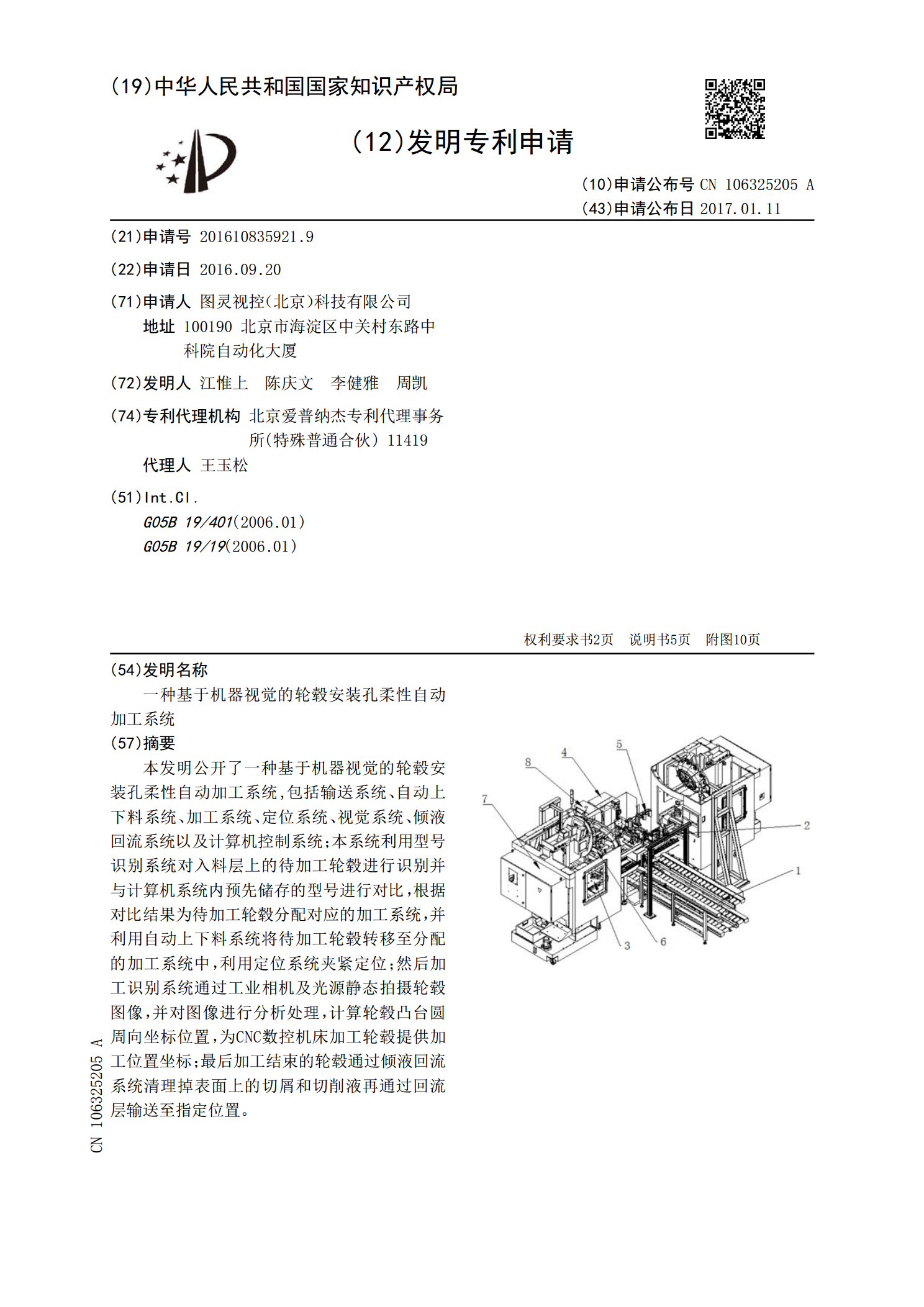
一种基于机器视觉的轮毂安装孔柔性自动加工系统.pdf
本发明公开了一种基于机器视觉的轮毂安装孔柔性自动加工系统,包括输送系统、自动上下料系统、加工系统、定位系统、视觉系统、倾液回流系统以及计算机控制系统;本系统利用型号识别系统对入料层上的待加工轮毂进行识别并与计算机系统内预先储存的型号进行对比,根据对比结果为待加工轮毂分配对应的加工系统,并利用自动上下料系统将待加工轮毂转移至分配的加工系统中,利用定位系统夹紧定位;然后加工识别系统通过工业相机及光源静态拍摄轮毂图像,并对图像进行分析处理,计算轮毂凸台圆周向坐标位置,为CNC数控机床加工轮毂提供加工位置坐标;最