
多工位超硬材料砂轮端面加工转台.pdf

书生****写意


1/10

2/10
3/10

4/10
5/10
6/10

7/10

8/10
9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

多工位超硬材料砂轮端面加工转台.pdf
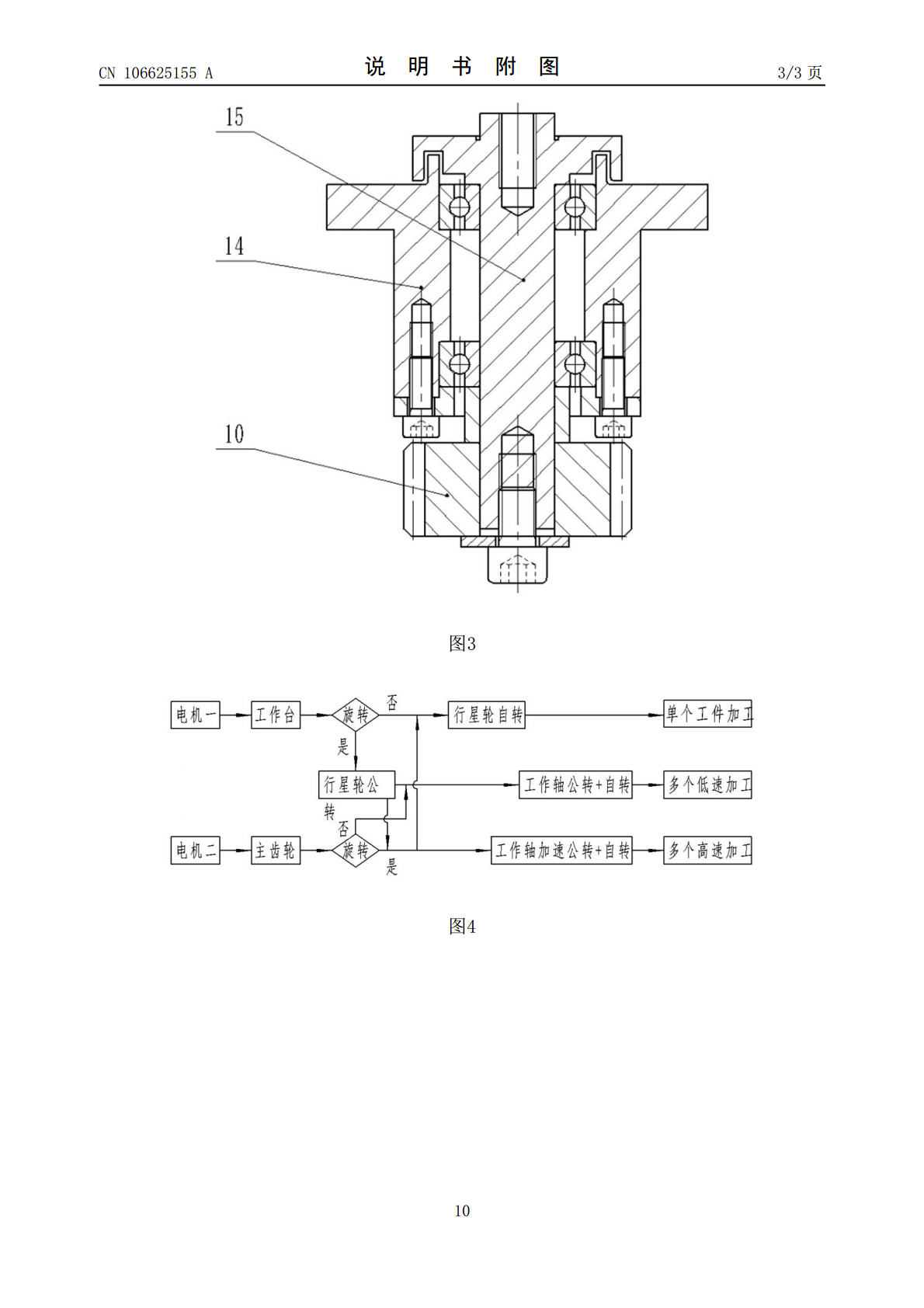
本发明属于机械加工领域,为一种多工位超硬材料砂轮端面加工转台包括箱体,箱体的上端铰接有转台,箱体内设置有中心支座,中心支座上设置有主齿轮,转台上设置有至少一个安装工件的工件台,工件台下端设置有驱动工件旋转的行星轮,行星轮与主齿轮啮合,箱体上分别安装有电机一和电机二,电机一驱动转台旋转,电机二驱动主齿轮旋转。本发明通过电机一带动转台旋转,工件台随转台公转,由于工件台下端设置有与主齿轮啮合行星轮,工件台在随转台公转时同时自转,可以用来实现多个工件的低速加工,若同时启动电机二,电机二带动主齿轮旋转,增加工件台的
浸渍超硬材料砂轮.pdf
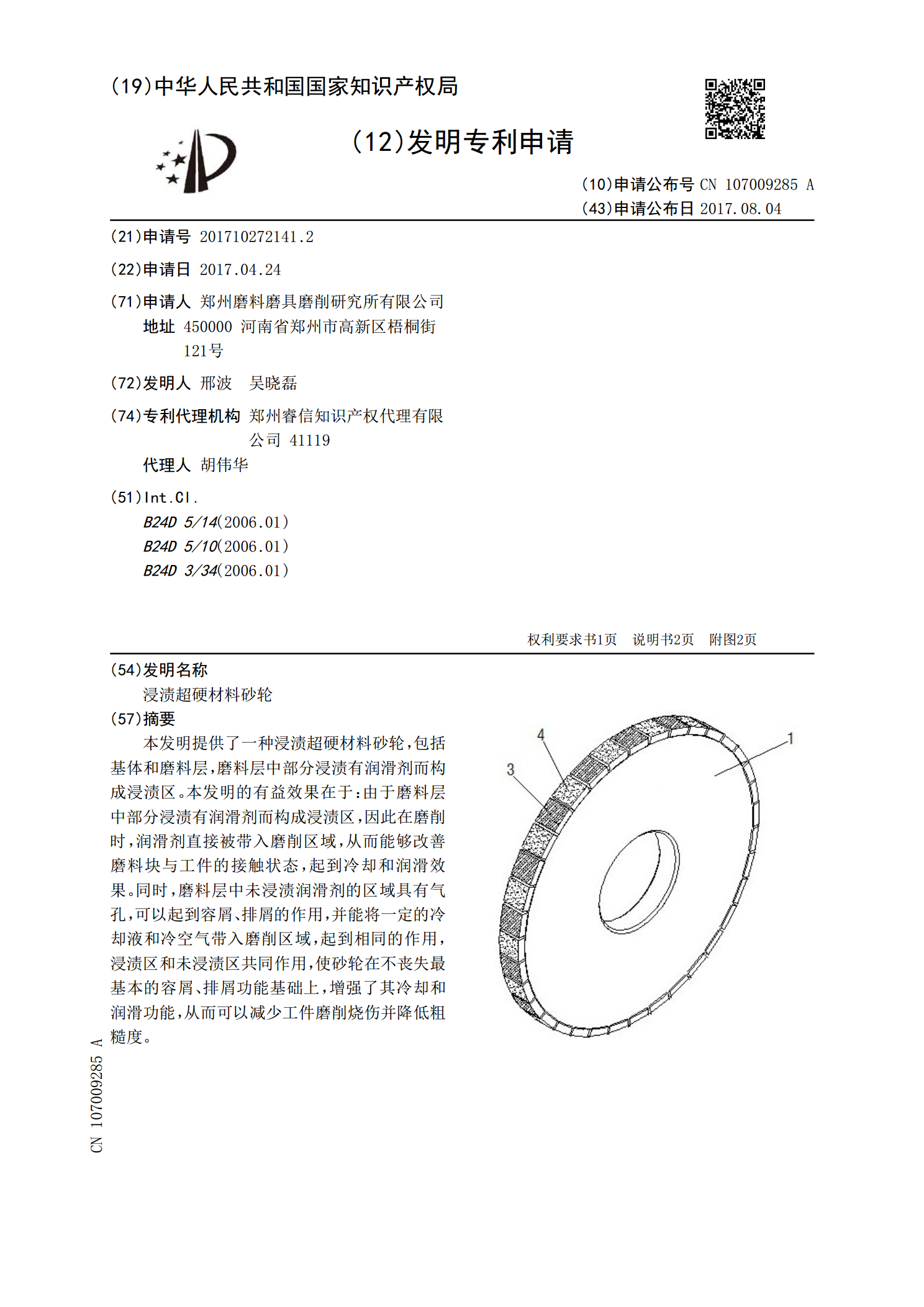
本发明提供了一种浸渍超硬材料砂轮,包括基体和磨料层,磨料层中部分浸渍有润滑剂而构成浸渍区。本发明的有益效果在于:由于磨料层中部分浸渍有润滑剂而构成浸渍区,因此在磨削时,润滑剂直接被带入磨削区域,从而能够改善磨料块与工件的接触状态,起到冷却和润滑效果。同时,磨料层中未浸渍润滑剂的区域具有气孔,可以起到容屑、排屑的作用,并能将一定的冷却液和冷空气带入磨削区域,起到相同的作用,浸渍区和未浸渍区共同作用,使砂轮在不丧失最基本的容屑、排屑功能基础上,增强了其冷却和润滑功能,从而可以减少工件磨削烧伤并降低粗糙度。

超硬材料砂轮的修整技术.pptx
4=Gulim1超硬材料的,削加工特点以陶瓷为例,由于其内部位错密度小及迁移率低,原子间距大,面能低和弹性模量高而具有高硬度和低断裂禚度,呈现出与金属键为主体的金属材料不同属大得多,这些性质导致陶瓷在加工过程中,容易产生裂纹以至发生脆性断裂,所以在陶瓷零件的加工过程中,不能象加工金属那样采用切削的方法通过剪切滑移除去加工余量1.超硬砂轮修整的方法和特点砂轮的修整通常可分为2个阶段整形和修锐。整形的目的是消除砂轮的形状误差和面缺陷;修锐的目的是在砂轮面形成具有适当出刃高度及足够容屑空间的切削微刃。普通的砂轮

叶序排布磨料端面超硬磨料砂轮及其生产方法.pdf
(19)中华人民共和国国家知识产权局(12)发明专利说明书(10)申请公布号CN102198641A(43)申请公布日2011.09.28(21)申请号CN201110122315.X(22)申请日2011.05.12(71)申请人沈阳理工大学地址110159辽宁省沈阳市浑南新区南屏中路6号(72)发明人吕玉山王军赵成义(74)专利代理机构沈阳利泰专利商标代理有限公司代理人李枢(51)Int.CIB24D7/00B24D18/00权利要求说明书说明书幅图(54)发明名称叶序排布磨料端面超硬磨料砂轮及其生产
一种硬脆材料加工用免修整超硬砂轮及其制备方法.pdf
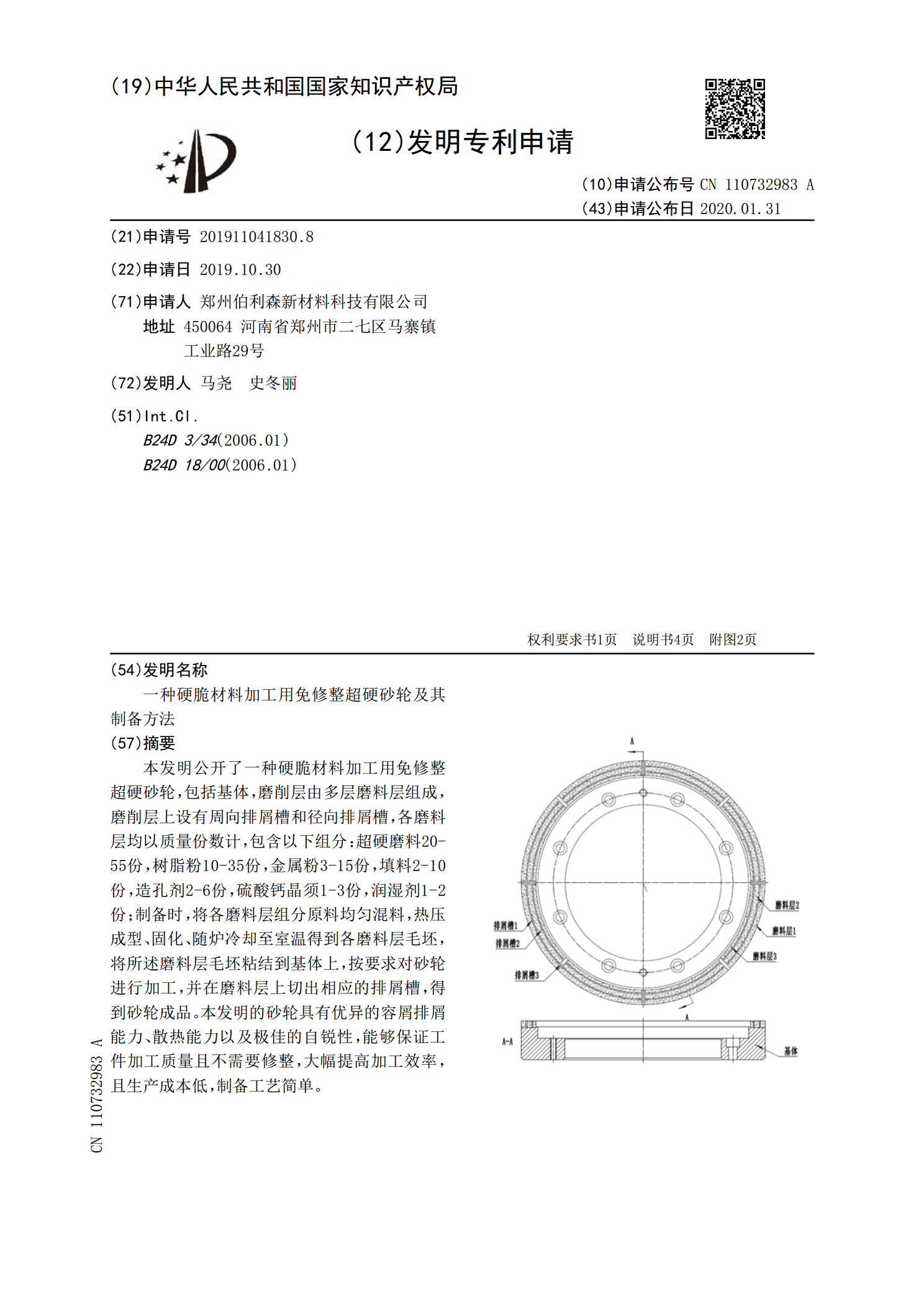
本发明公开了一种硬脆材料加工用免修整超硬砂轮,包括基体,磨削层由多层磨料层组成,磨削层上设有周向排屑槽和径向排屑槽,各磨料层均以质量份数计,包含以下组分:超硬磨料20‑55份,树脂粉10‑35份,金属粉3‑15份,填料2‑10份,造孔剂2‑6份,硫酸钙晶须1‑3份,润湿剂1‑2份;制备时,将各磨料层组分原料均匀混料,热压成型、固化、随炉冷却至室温得到各磨料层毛坯,将所述磨料层毛坯粘结到基体上,按要求对砂轮进行加工,并在磨料层上切出相应的排屑槽,得到砂轮成品。本发明的砂轮具有优异的容屑排屑能力、散热能力以及