
性能窗口轮廓度的快速测量方法.pdf

论文****轩吖

1/6

2/6

3/6

4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
性能窗口轮廓度的快速测量方法.pdf
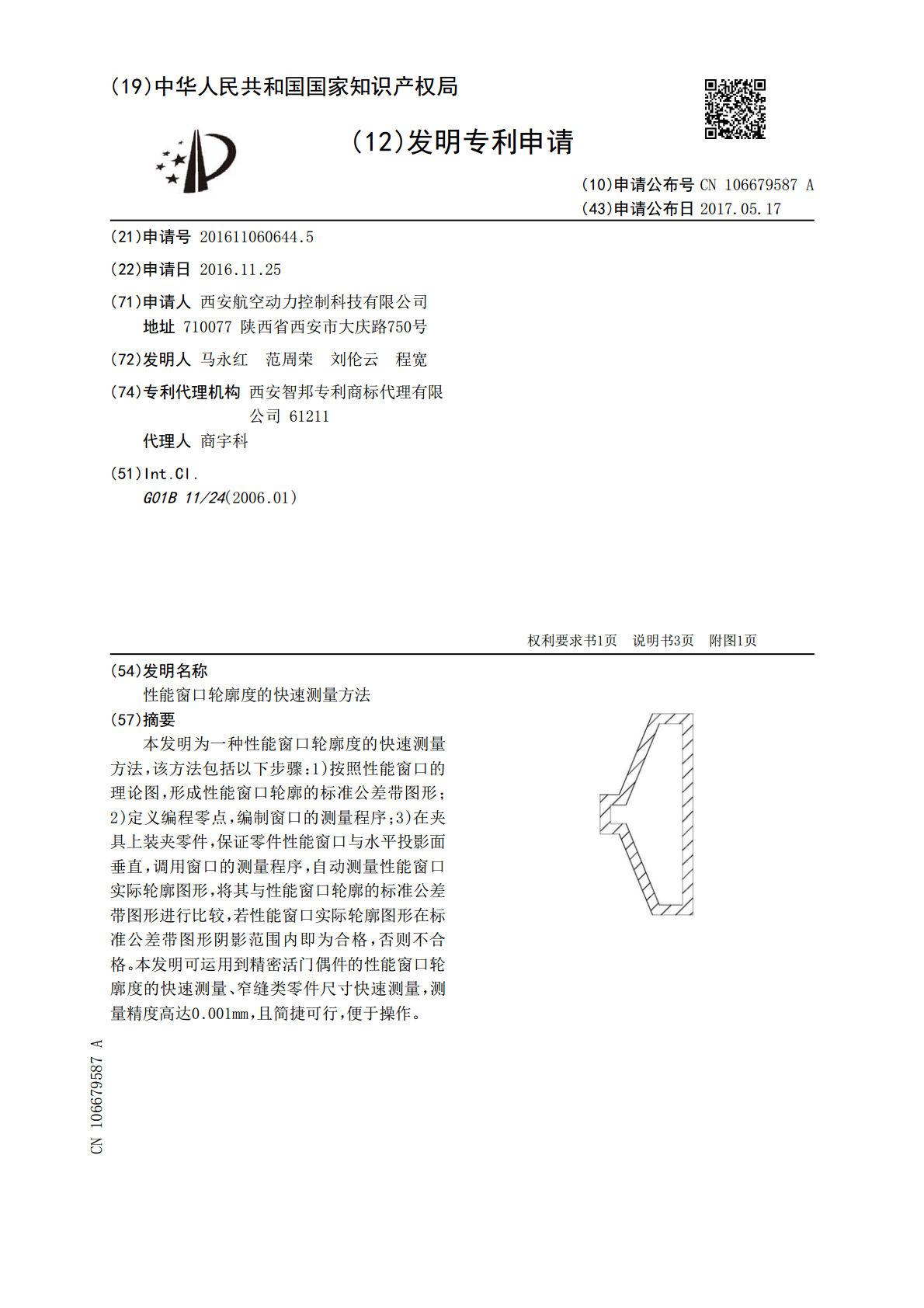
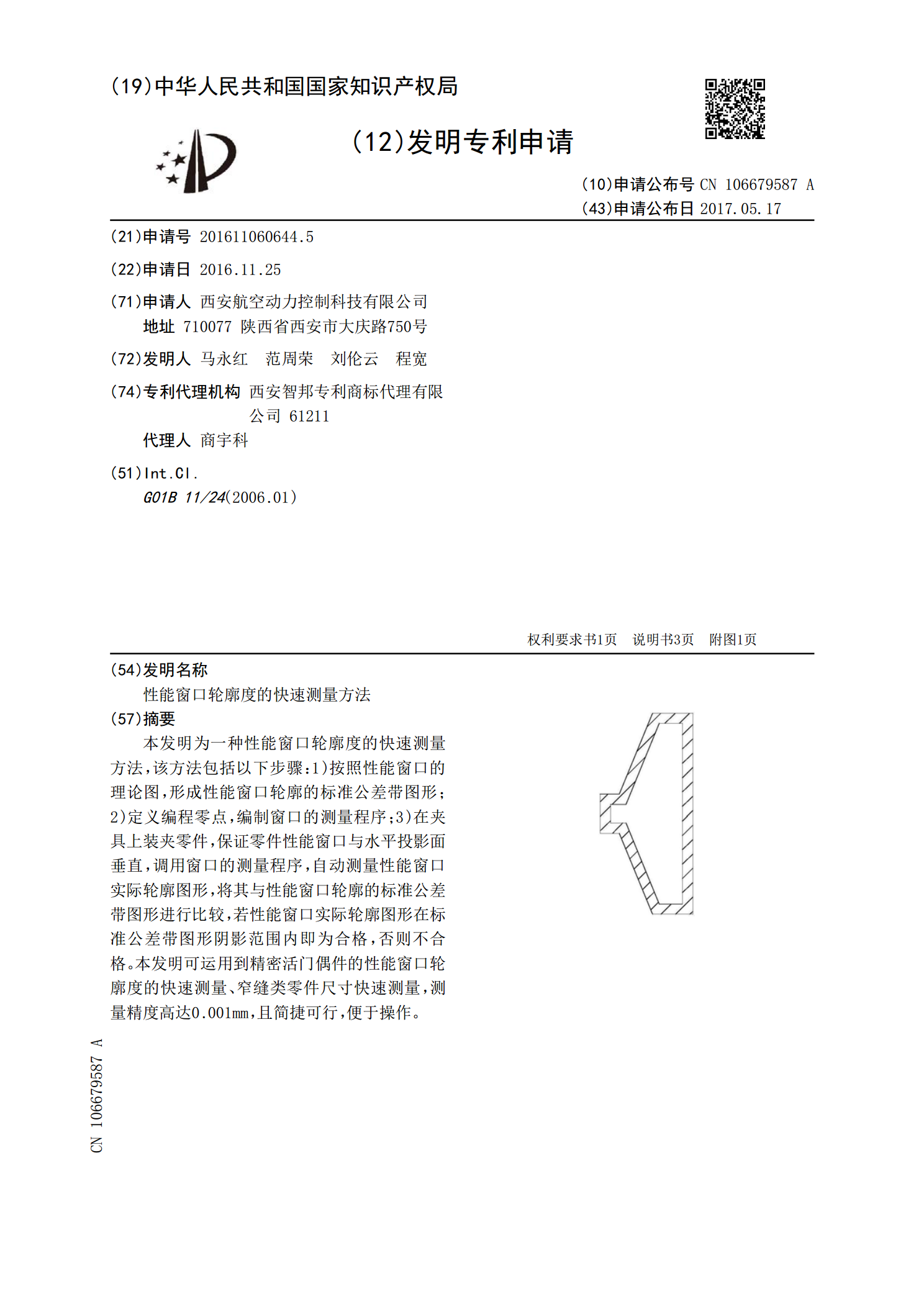
本发明为一种性能窗口轮廓度的快速测量方法,该方法包括以下步骤:1)按照性能窗口的理论图,形成性能窗口轮廓的标准公差带图形;2)定义编程零点,编制窗口的测量程序;3)在夹具上装夹零件,保证零件性能窗口与水平投影面垂直,调用窗口的测量程序,自动测量性能窗口实际轮廓图形,将其与性能窗口轮廓的标准公差带图形进行比较,若性能窗口实际轮廓图形在标准公差带图形阴影范围内即为合格,否则不合格。本发明可运用到精密活门偶件的性能窗口轮廓度的快速测量、窄缝类零件尺寸快速测量,测量精度高达0.001mm,且简捷可行,便于操作。

轮胎胎体外轮廓尺寸快速测量方法.pdf
本发明公开了一种轮胎胎体外轮廓尺寸快速测量方法,其方案步骤为①、在轮胎胎体的正上方设置一盏激光标线灯,激光标线灯向下打出一条与成型机主轴轴线同向的激光线;②、在轮胎胎体上方设置至少一台CCD相机,该CCD相机能够拍摄到轮胎胎体最顶部的外轮廓;③、对CCD相机成像区域实施尺寸标定;④、打开激光标线灯使激光线照射在轮胎胎体顶部,启动CCD相机对轮胎胎体顶部进行拍照而得到数码图片;⑤、对数码图片实施图像处理而得到了一条形状与轮胎胎体外轮廓一致的圆弧曲线;⑥、计算出圆弧曲线与成型机主轴轴线的相对位置,得到轮胎胎体
快速轮廓度全自动切削机.pdf
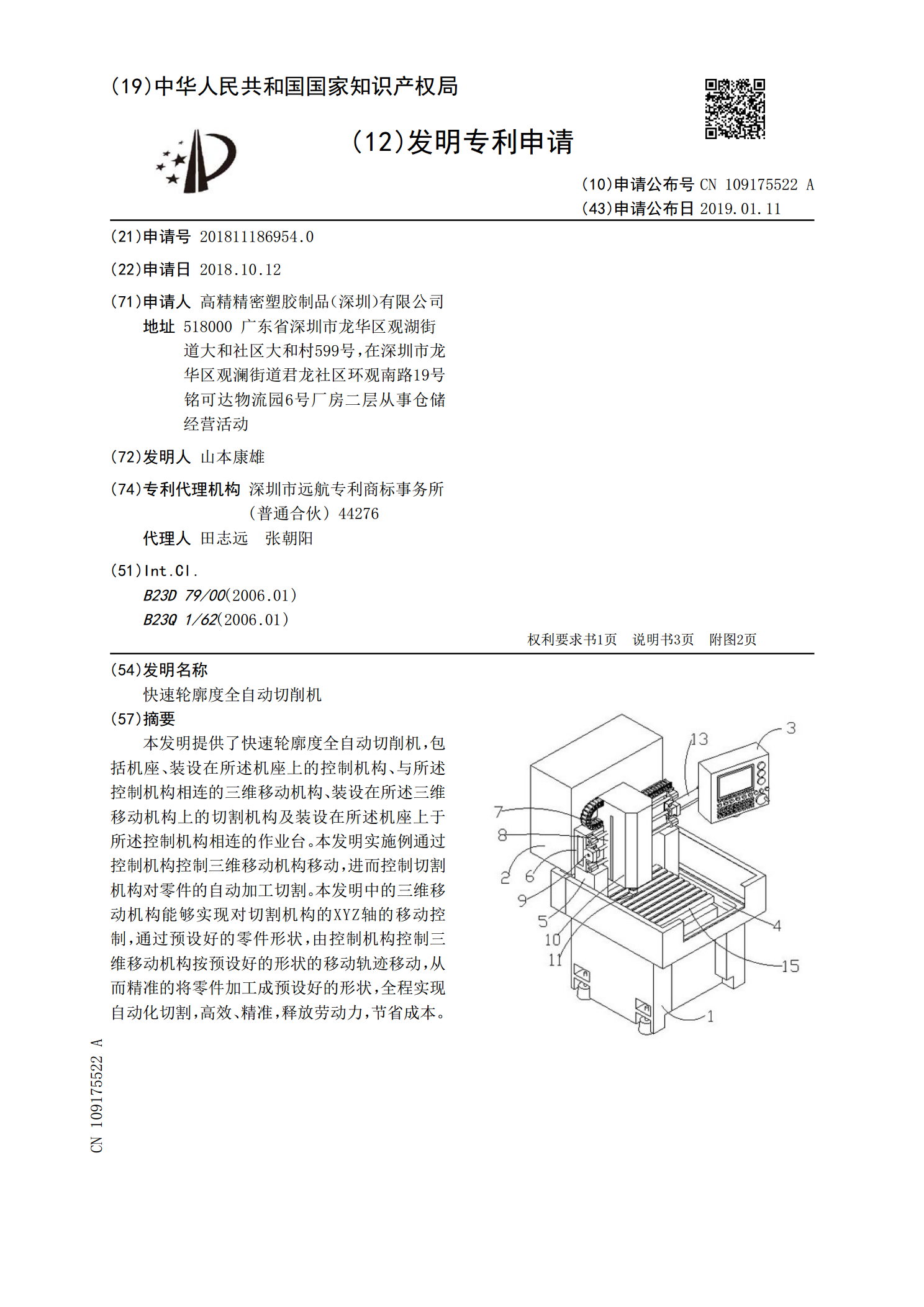
本发明提供了快速轮廓度全自动切削机,包括机座、装设在所述机座上的控制机构、与所述控制机构相连的三维移动机构、装设在所述三维移动机构上的切割机构及装设在所述机座上于所述控制机构相连的作业台。本发明实施例通过控制机构控制三维移动机构移动,进而控制切割机构对零件的自动加工切割。本发明中的三维移动机构能够实现对切割机构的XYZ轴的移动控制,通过预设好的零件形状,由控制机构控制三维移动机构按预设好的形状的移动轨迹移动,从而精准的将零件加工成预设好的形状,全程实现自动化切割,高效、精准,释放劳动力,节省成本。

轮廓测量方法.pdf
本发明公开了一种轮廓测量方法,其包括:S1、相机标定;S2、对条纹Mi分别进行相位-高度标定;S3、将M1投影在被测物上,根据相位-高度标定求得各观测点的高度坐标,再根据相机标定求得该各观测点的三维坐标;S4、利用前一步较宽频条纹的测量结果辅助下一步较窄频条纹解包裹获取相位,再利用标定数据,完成一次更为精确的测量;S5、循环执行步骤S4,直至对被测物的轮廓测量达到预定的精度。本发明能够对复杂外形被测物表面轮廓进行大范围且高精度的测量。

柴油机凸轮轴轮廓度的测量方法.pdf
本发明公开了一种柴油机凸轮轴轮廓度的测量方法,包括以下步骤:对图片格式的图纸中大量坐标尺寸的文本识别,生成“极坐标