
一种防止精铸机匣蜡模变形的方法.pdf

宜然****找我


1/7
2/7
3/7
4/7
5/7
6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种防止精铸机匣蜡模变形的方法.pdf
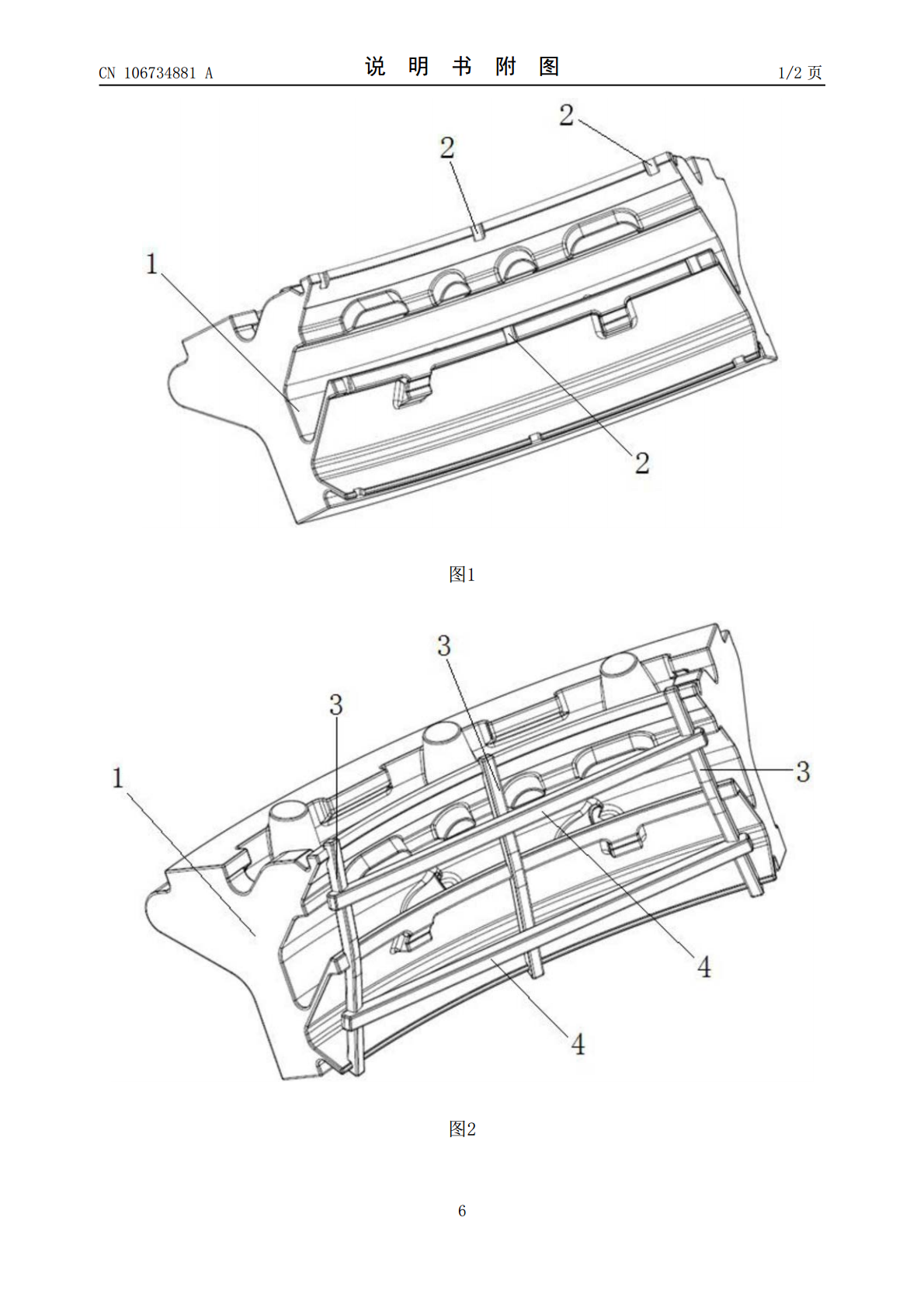
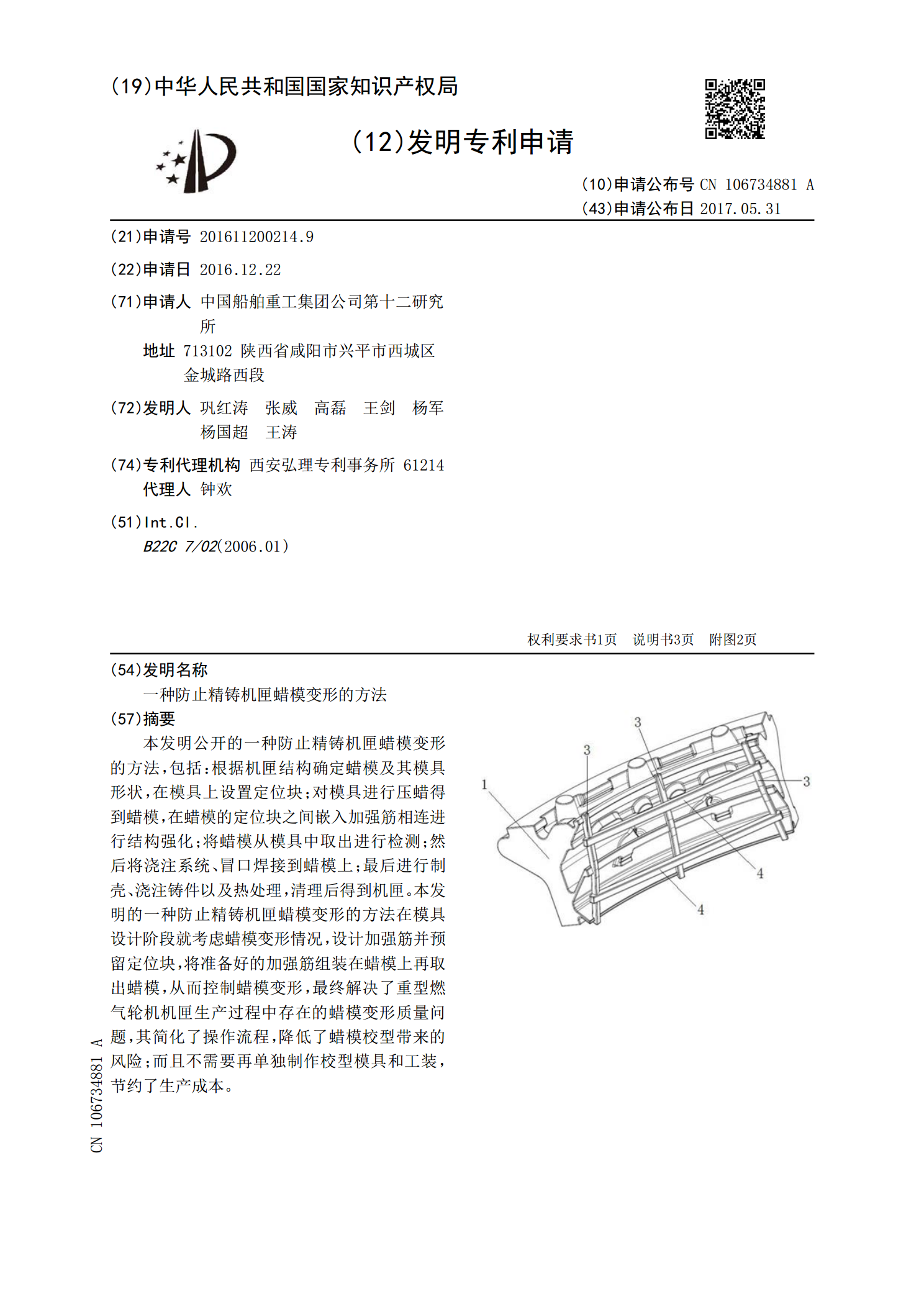
本发明公开的一种防止精铸机匣蜡模变形的方法,包括:根据机匣结构确定蜡模及其模具形状,在模具上设置定位块;对模具进行压蜡得到蜡模,在蜡模的定位块之间嵌入加强筋相连进行结构强化;将蜡模从模具中取出进行检测;然后将浇注系统、冒口焊接到蜡模上;最后进行制壳、浇注铸件以及热处理,清理后得到机匣。本发明的一种防止精铸机匣蜡模变形的方法在模具设计阶段就考虑蜡模变形情况,设计加强筋并预留定位块,将准备好的加强筋组装在蜡模上再取出蜡模,从而控制蜡模变形,最终解决了重型燃气轮机机匣生产过程中存在的蜡模变形质量问题,其简化了操
一种防止空心叶片蜡模变形的方法.pdf
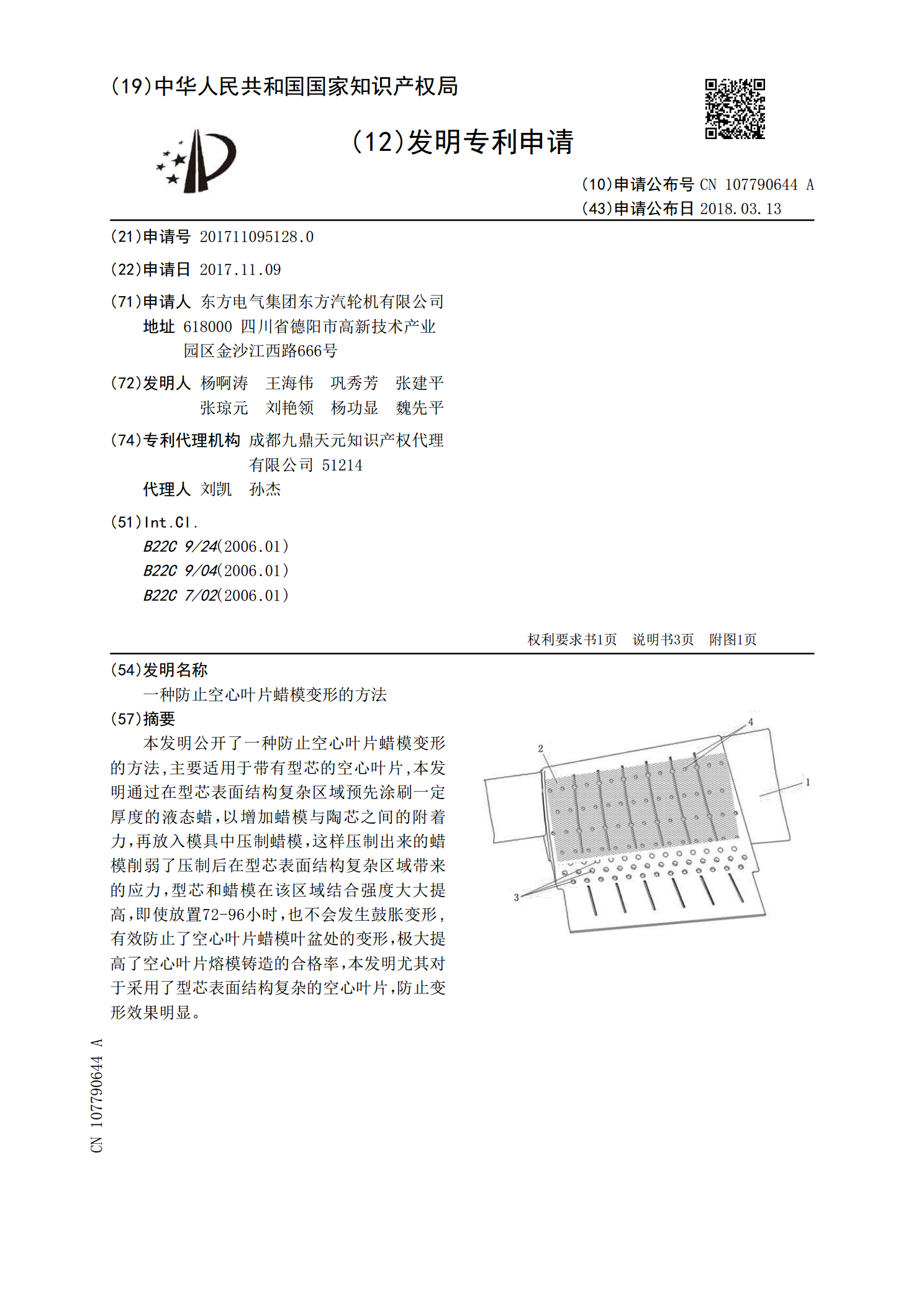
本发明公开了一种防止空心叶片蜡模变形的方法,主要适用于带有型芯的空心叶片,本发明通过在型芯表面结构复杂区域预先涂刷一定厚度的液态蜡,以增加蜡模与陶芯之间的附着力,再放入模具中压制蜡模,这样压制出来的蜡模削弱了压制后在型芯表面结构复杂区域带来的应力,型芯和蜡模在该区域结合强度大大提高,即使放置72‑96小时,也不会发生鼓胀变形,有效防止了空心叶片蜡模叶盆处的变形,极大提高了空心叶片熔模铸造的合格率,本发明尤其对于采用了型芯表面结构复杂的空心叶片,防止变形效果明显。
一种精铸机匣结构件热校型方法.pdf
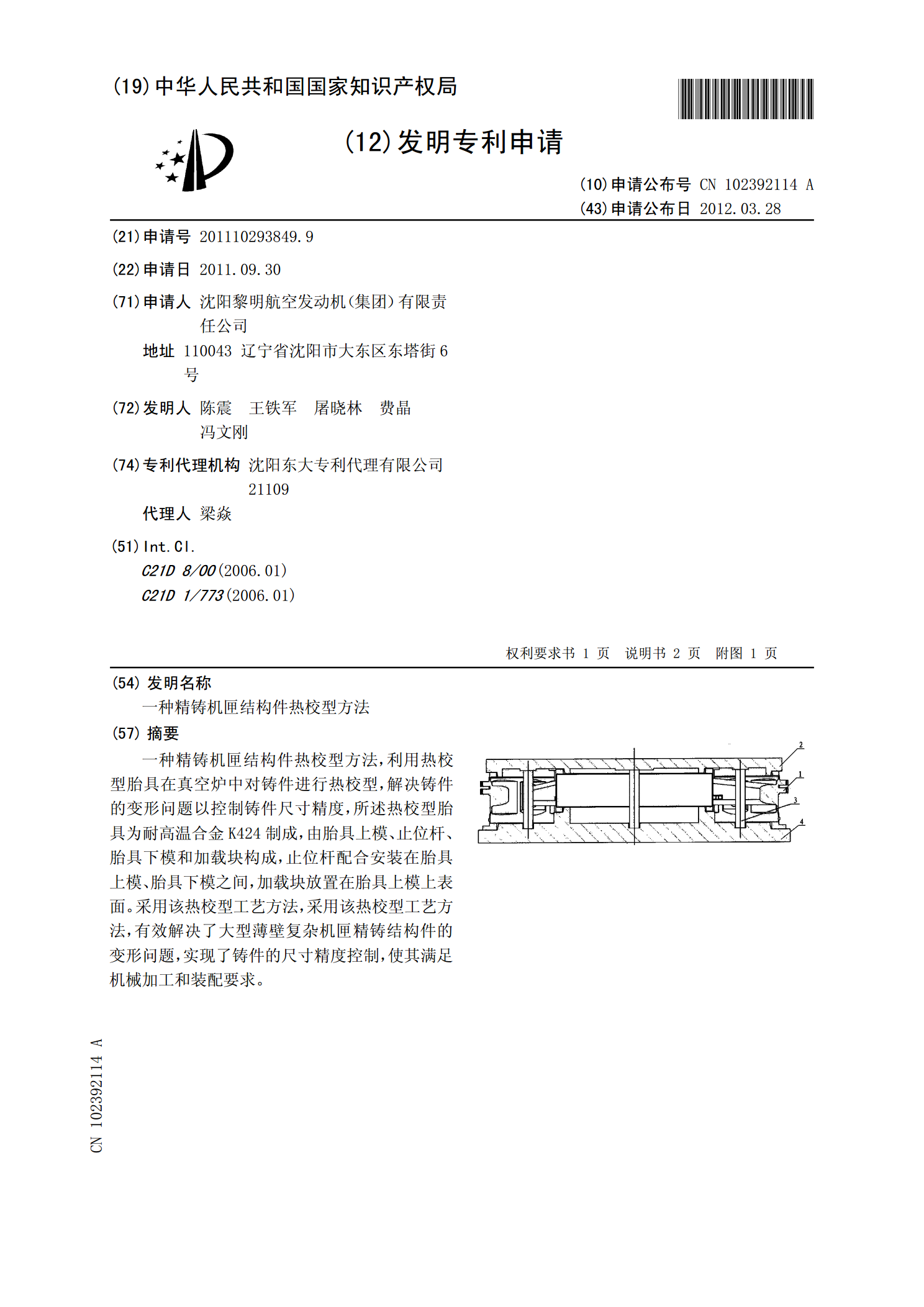
一种精铸机匣结构件热校型方法,利用热校型胎具在真空炉中对铸件进行热校型,解决铸件的变形问题以控制铸件尺寸精度,所述热校型胎具为耐高温合金K424制成,由胎具上模、止位杆、胎具下模和加载块构成,止位杆配合安装在胎具上模、胎具下模之间,加载块放置在胎具上模上表面。采用该热校型工艺方法,采用该热校型工艺方法,有效解决了大型薄壁复杂机匣精铸结构件的变形问题,实现了铸件的尺寸精度控制,使其满足机械加工和装配要求。
一种防止单晶双联整铸涡轮导叶缘板变形的精铸方法.pdf
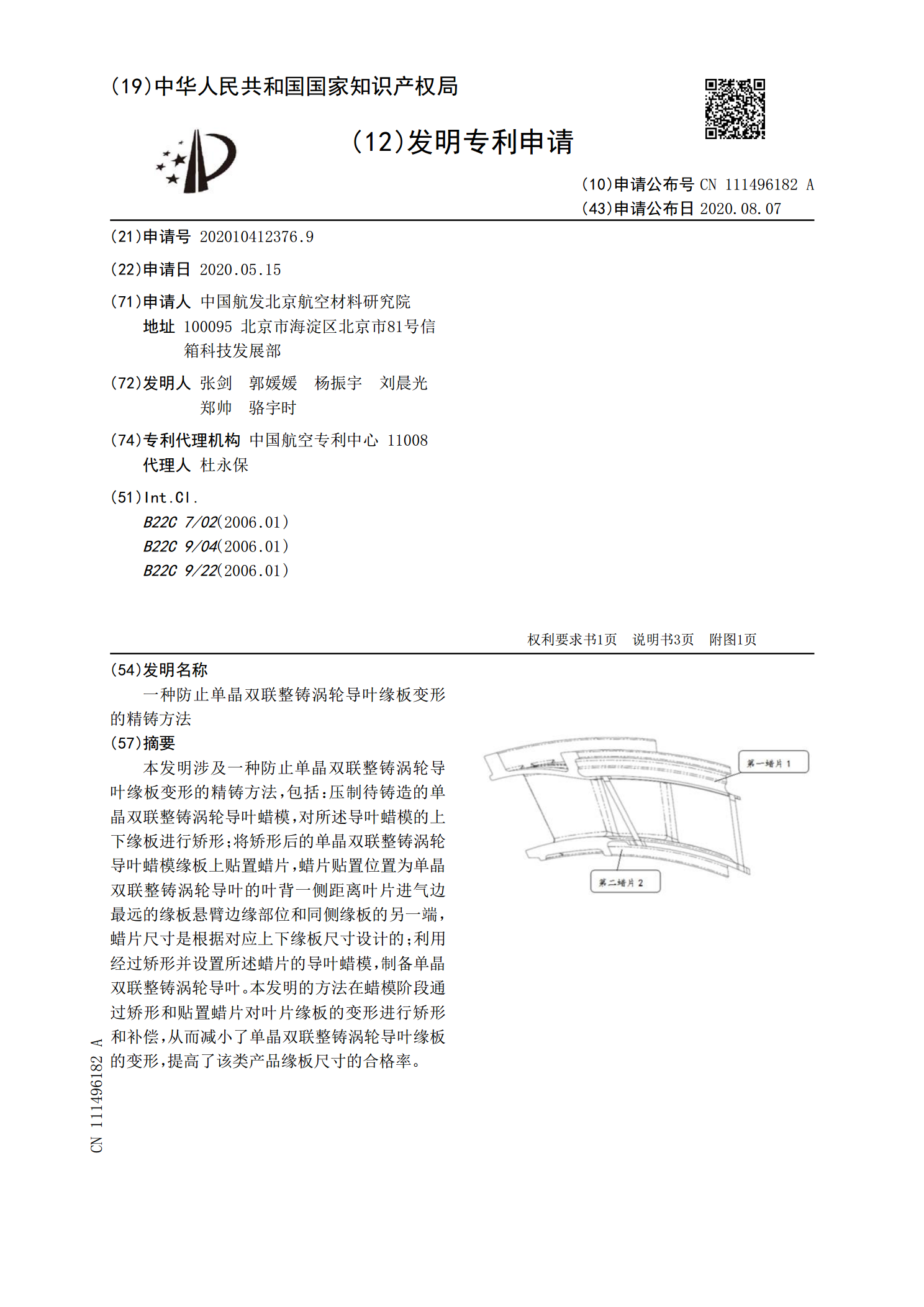
本发明涉及一种防止单晶双联整铸涡轮导叶缘板变形的精铸方法,包括:压制待铸造的单晶双联整铸涡轮导叶蜡模,对所述导叶蜡模的上下缘板进行矫形;将矫形后的单晶双联整铸涡轮导叶蜡模缘板上贴置蜡片,蜡片贴置位置为单晶双联整铸涡轮导叶的叶背一侧距离叶片进气边最远的缘板悬臂边缘部位和同侧缘板的另一端,蜡片尺寸是根据对应上下缘板尺寸设计的;利用经过矫形并设置所述蜡片的导叶蜡模,制备单晶双联整铸涡轮导叶。本发明的方法在蜡模阶段通过矫形和贴置蜡片对叶片缘板的变形进行矫形和补偿,从而减小了单晶双联整铸涡轮导叶缘板的变形,提高了该

用于起动涡轮叶轮精铸的蜡模叶片成型方法.pdf
本发明公开了一种用于起动涡轮叶轮精铸的蜡模叶片成型方法,包括以下步骤:a、按照起动涡轮叶轮的叶片设计结构进行陶瓷型芯压型;b、对压型后的陶瓷型芯进行焙烧;c、对焙烧后的陶瓷型芯进行强化处理;d、对强化后的陶瓷型芯进行自检,合格则进入下一工序,不合格则作为报废型芯处理;e、自检合格的陶瓷型芯进行表面吹砂;f、对吹砂后的陶瓷型芯再次进行自检,合格则进入下一工序,不合格则作为报废型芯处理;h、吹砂合格后的陶瓷型芯配合以回弹模具进行叶片的蜡模压型,从而获得成型的蜡模叶片。起动涡轮叶轮铸件批缝问题基本解决,大大降低