
一种在线去毛刺和砂轮修锐激光辅助微细磨削装置及方法.pdf

是你****盟主


1/10
2/10

3/10
4/10
5/10
6/10
7/10
8/10

9/10

10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种在线去毛刺和砂轮修锐激光辅助微细磨削装置及方法.pdf
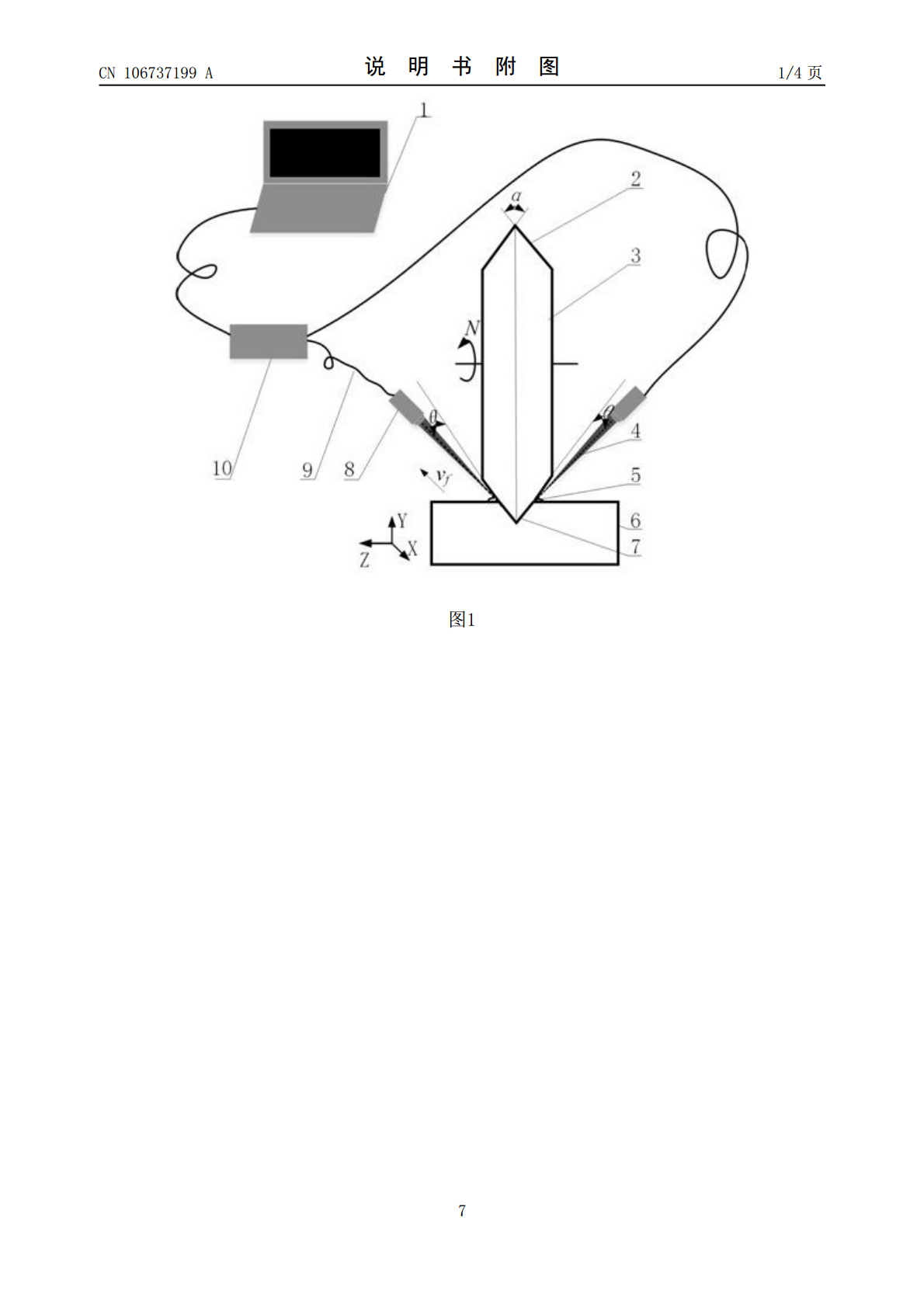
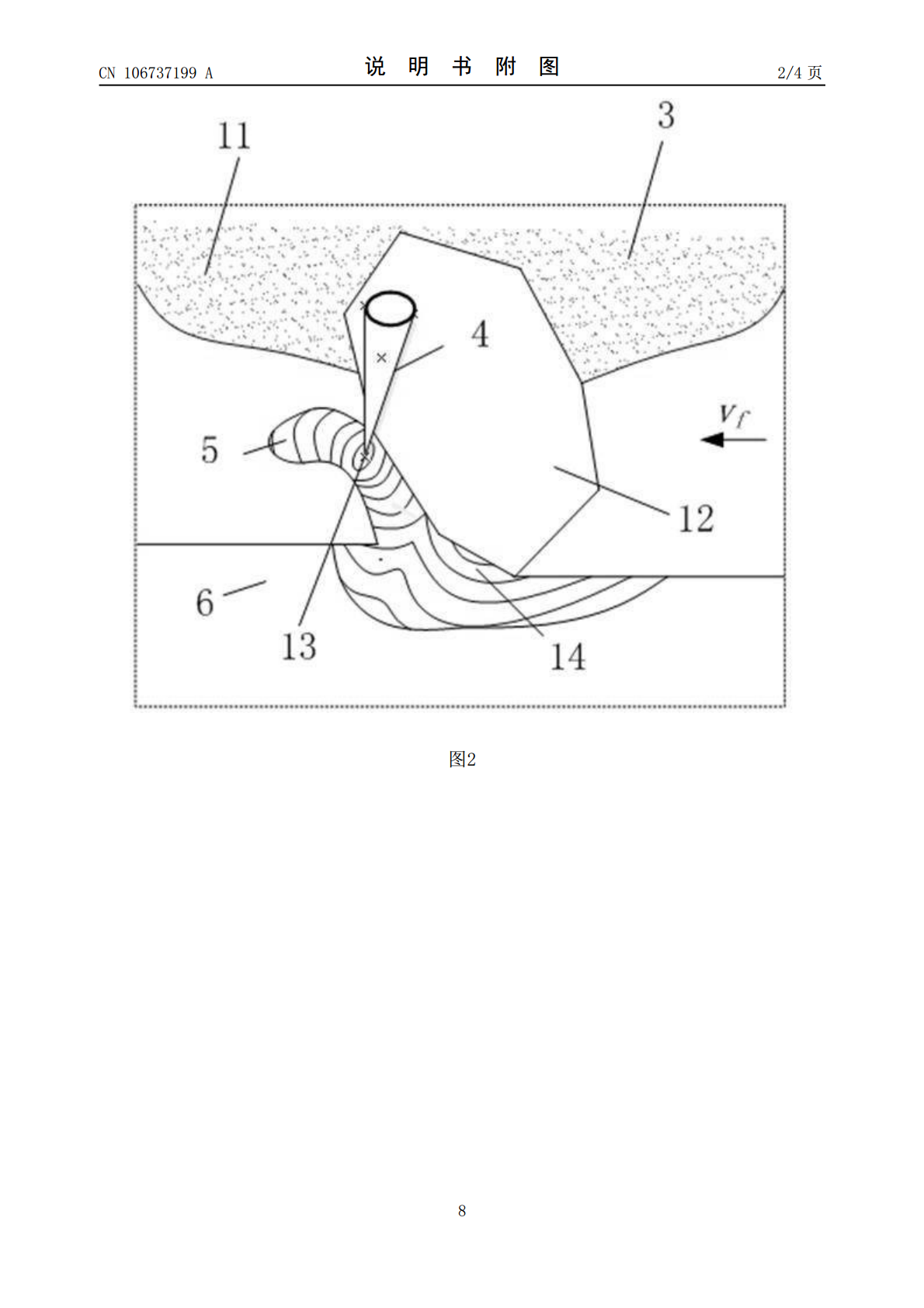
本发明是公开了一种在线去毛刺和砂轮修锐激光辅助微细磨削装置,包括控制器、加工有砂轮微尖端的金刚石砂轮、激光切割头、光纤、激光发生器,控制器控制激光发生器发射激光,光纤连接激光发生器与激光切割头,所述激光通过光纤由激光切割头聚焦输出,砂轮微尖端与工件相对运动,激光切割头输出的激光束与砂轮切削点切线方向成一定夹角
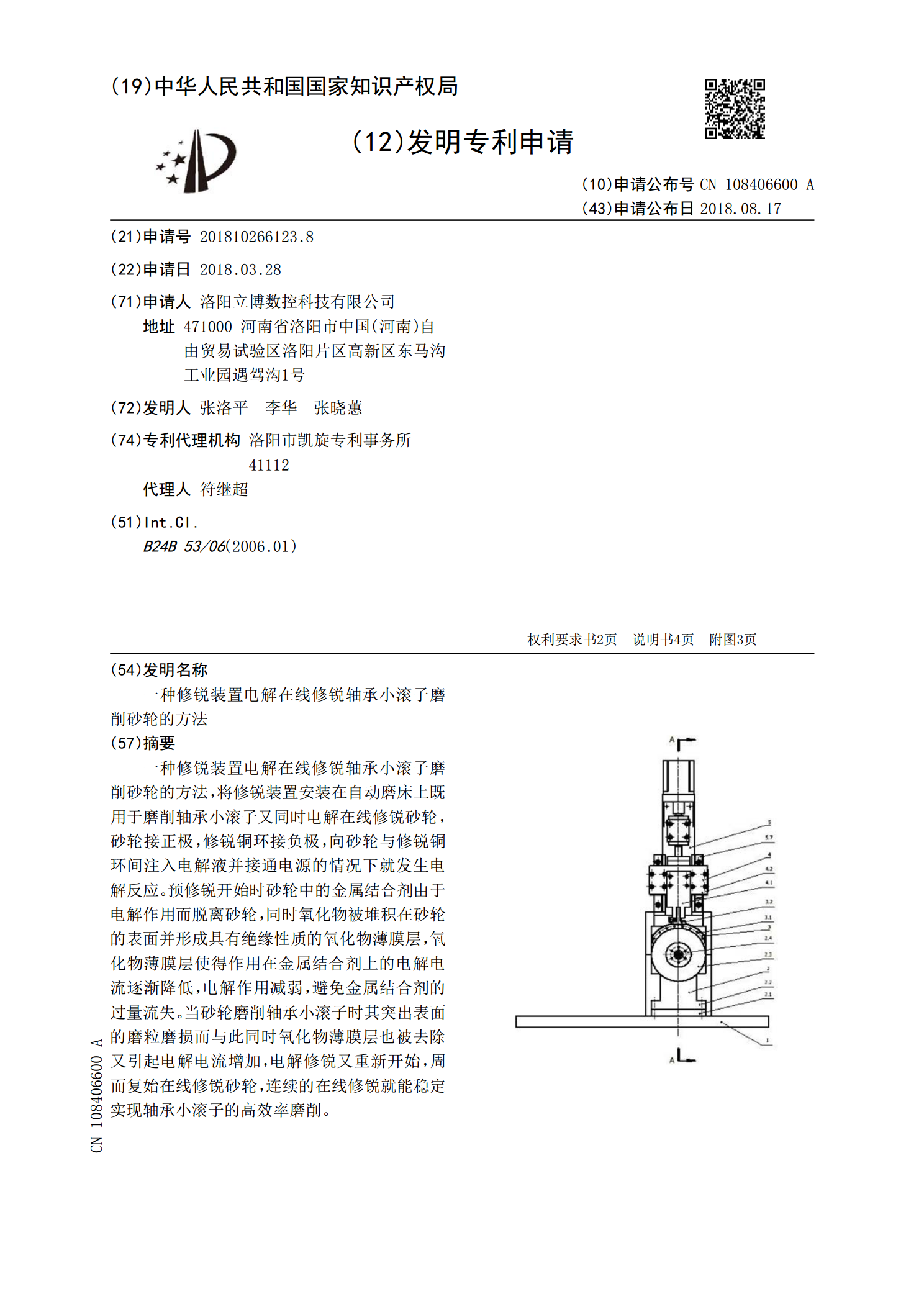
一种修锐装置电解在线修锐轴承小滚子磨削砂轮的方法.pdf
一种修锐装置电解在线修锐轴承小滚子磨削砂轮的方法,将修锐装置安装在自动磨床上既用于磨削轴承小滚子又同时电解在线修锐砂轮,砂轮接正极,修锐铜环接负极,向砂轮与修锐铜环间注入电解液并接通电源的情况下就发生电解反应。预修锐开始时砂轮中的金属结合剂由于电解作用而脱离砂轮,同时氧化物被堆积在砂轮的表面并形成具有绝缘性质的氧化物薄膜层,氧化物薄膜层使得作用在金属结合剂上的电解电流逐渐降低,电解作用减弱,避免金属结合剂的过量流失。当砂轮磨削轴承小滚子时其突出表面的磨粒磨损而与此同时氧化物薄膜层也被去除又引起电解电流增加

一种激光辅助砂轮端面干磨削的方法及装置.pdf
本发明公开了一种激光辅助砂轮端面干磨削的方法及装置,本发明采用激光辅助砂轮端面干磨削的方法,其主要原理是激光束在待加工表面高速螺旋回转,对待加工材料预热,使待磨削材料在短时间内迅速升温软化,降低表面维氏硬度。激光辅助砂轮端面干磨削通过对难切削材料进行预热,一方面可以降低材料的屈服强度,减少加工过程中砂轮的磨损,另一方面可以减少砂轮与工件的冲击,改善加工表面质量,延长砂轮使用寿命,减少表面烧伤,提高加工效率。

一种砂轮微放电修锐修整的在线监控装置及方法.pdf
本发明公开了一种砂轮微放电修锐修整的在线监控装置,包括:脉冲放电参数采集系统,用于实时获取金刚石砂轮微放电修锐修整中的放电参数;图形采集与处理系统,用于拍摄微磨粒出刃三维图像并提取形貌特征值转换成数字信息与参考值进行比较;数据处理及调节系统,用于根据图形采集与处理系统的比较结果与实时获取的放电参数,利用磨床的CNC计算机控制系统自适应地调节脉冲电源参数及磨床的磨削工艺参数。本发明还提供了一种砂轮微放电修锐修整的在线监控方法。本发明通过机器视觉与图像处理的软件系统,将微磨粒出刃的三维形貌转换成数字信息,连同
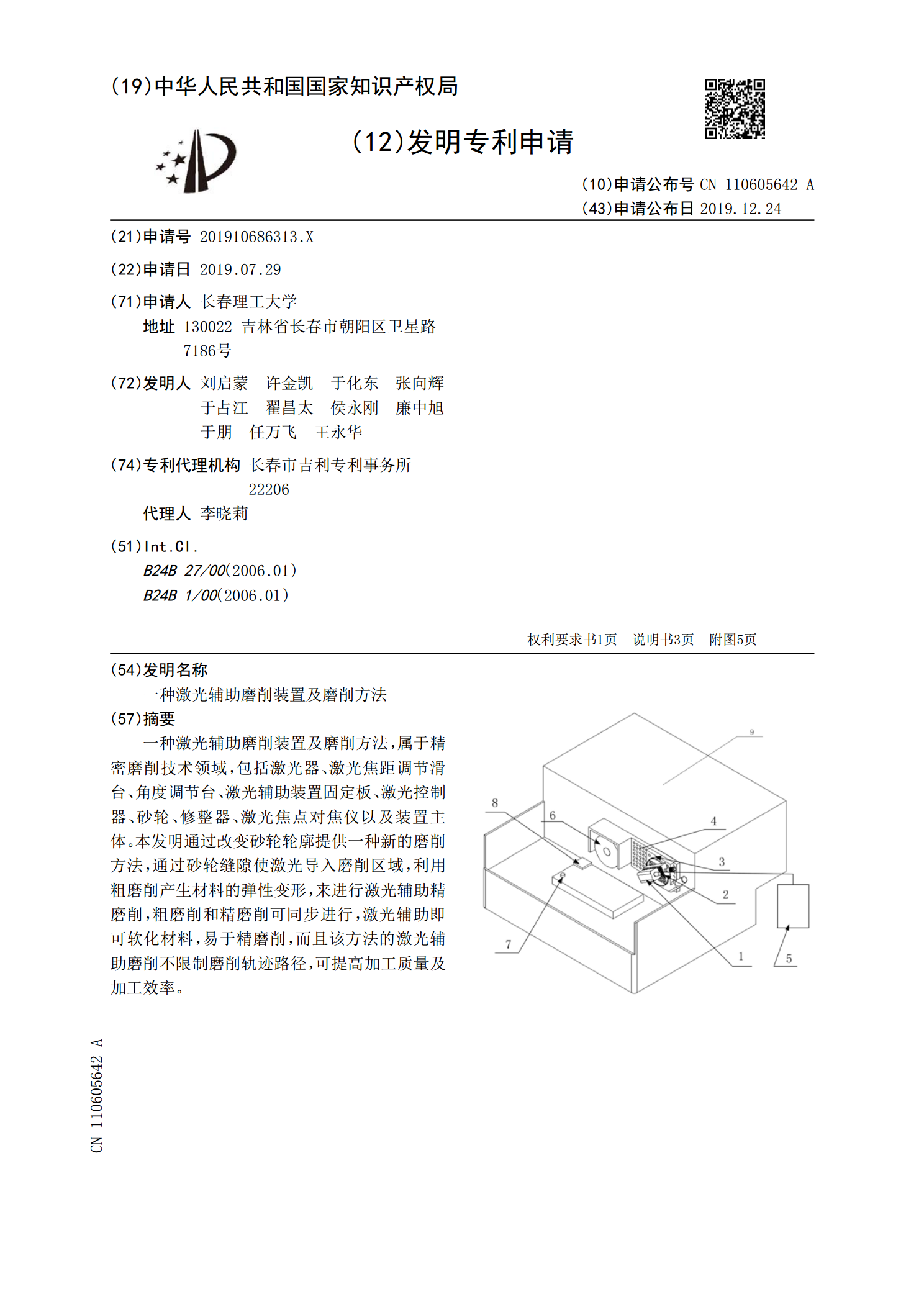
一种激光辅助磨削装置及磨削方法.pdf
一种激光辅助磨削装置及磨削方法,属于精密磨削技术领域,包括激光器、激光焦距调节滑台、角度调节台、激光辅助装置固定板、激光控制器、砂轮、修整器、激光焦点对焦仪以及装置主体。本发明通过改变砂轮轮廓提供一种新的磨削方法,通过砂轮缝隙使激光导入磨削区域,利用粗磨削产生材料的弹性变形,来进行激光辅助精磨削,粗磨削和精磨削可同步进行,激光辅助即可软化材料,易于精磨削,而且该方法的激光辅助磨削不限制磨削轨迹路径,可提高加工质量及加工效率。