
旋压式单向器星轮弹簧滚柱自动装配机.pdf

一吃****昕靓

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
旋压式单向器星轮弹簧滚柱自动装配机.pdf
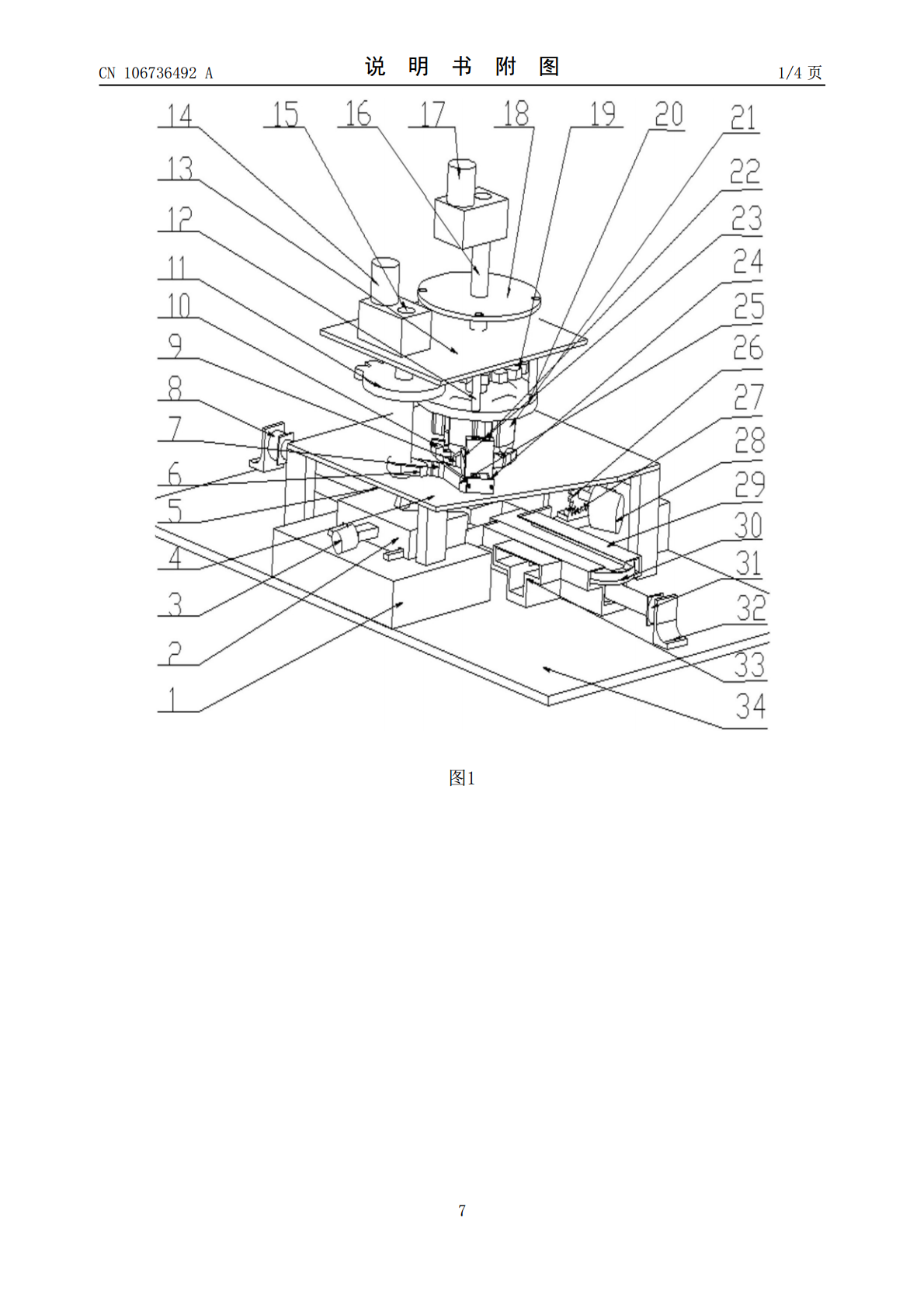
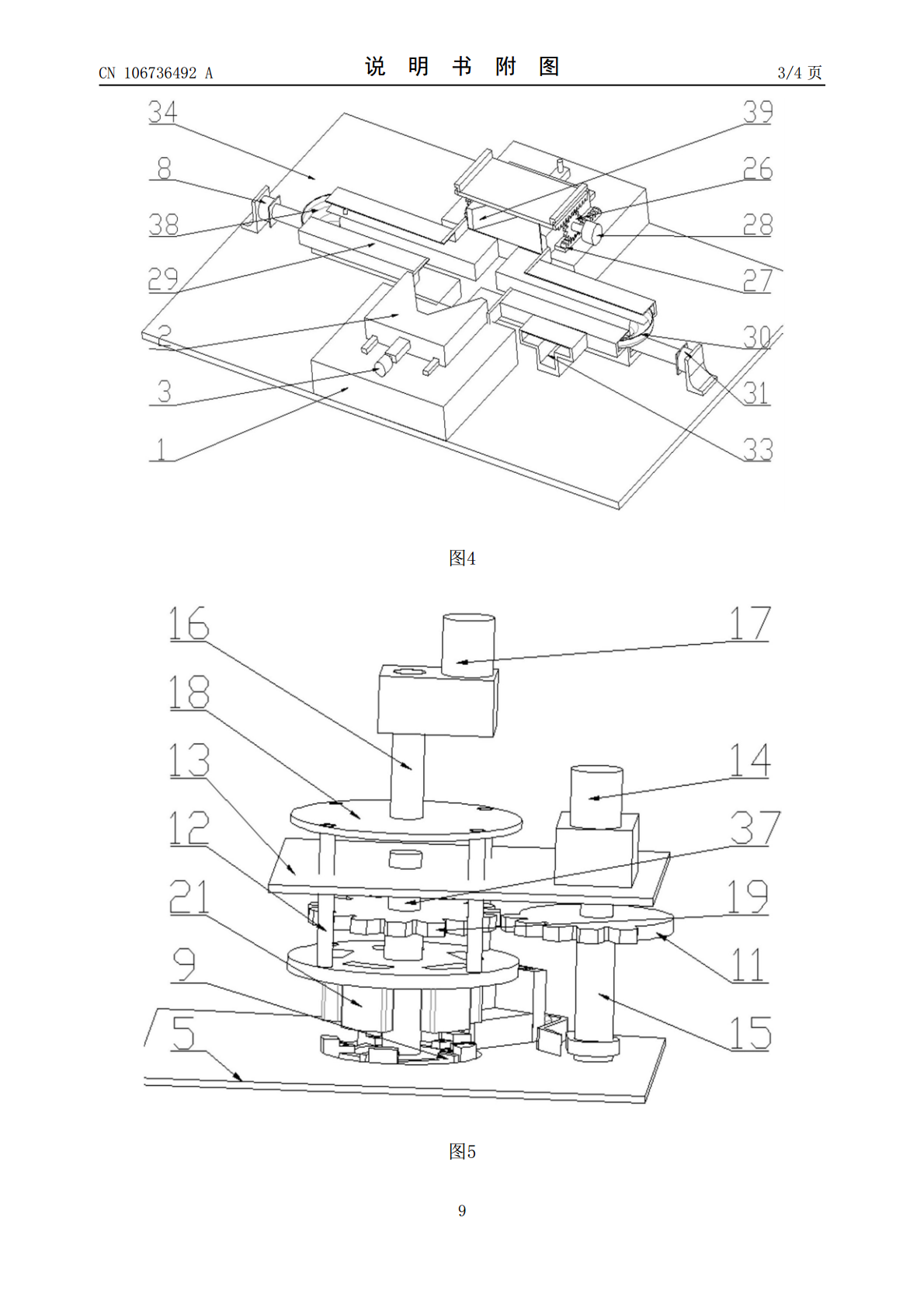
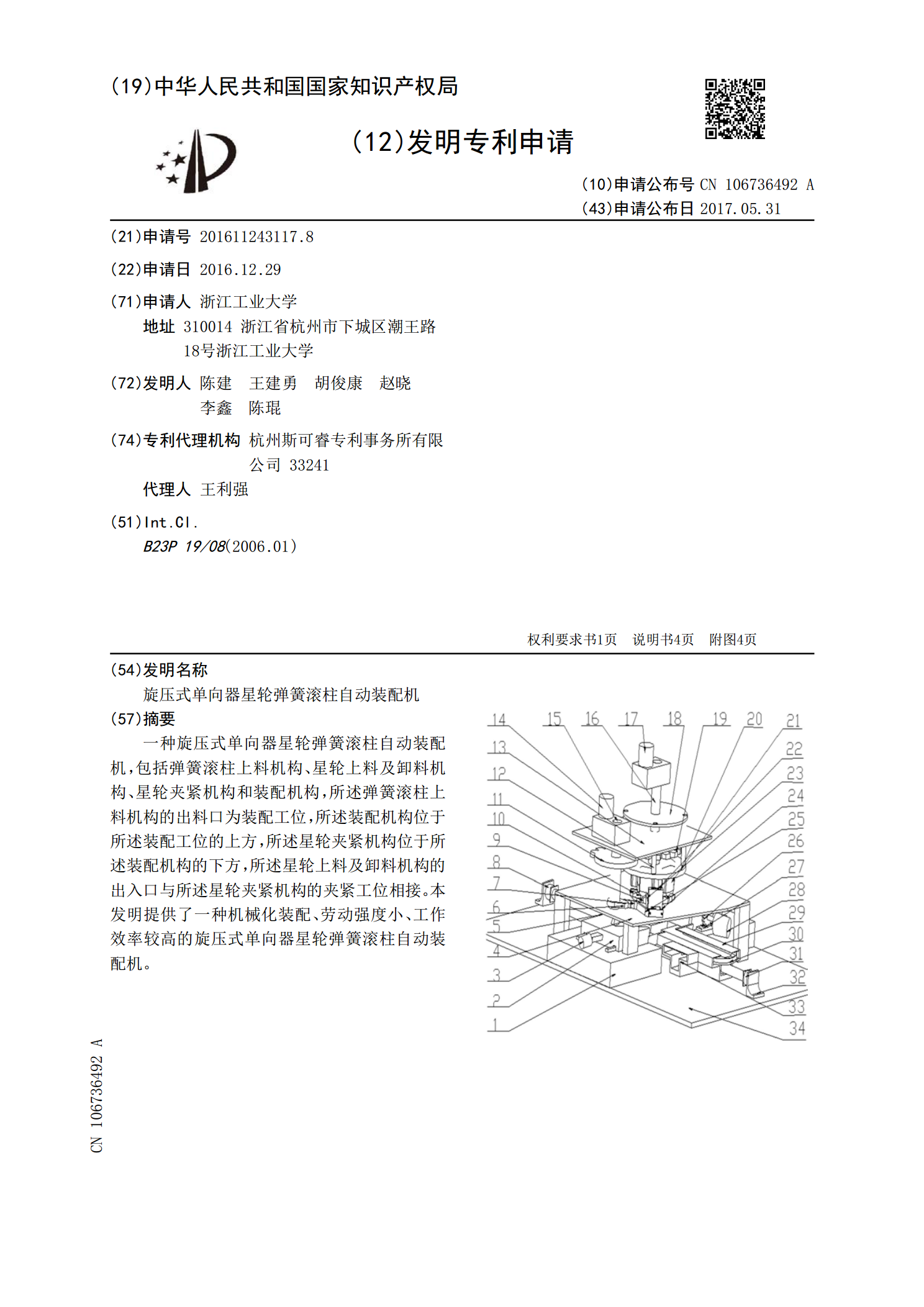
一种旋压式单向器星轮弹簧滚柱自动装配机,包括弹簧滚柱上料机构、星轮上料及卸料机构、星轮夹紧机构和装配机构,所述弹簧滚柱上料机构的出料口为装配工位,所述装配机构位于所述装配工位的上方,所述星轮夹紧机构位于所述装配机构的下方,所述星轮上料及卸料机构的出入口与所述星轮夹紧机构的夹紧工位相接。本发明提供了一种机械化装配、劳动强度小、工作效率较高的旋压式单向器星轮弹簧滚柱自动装配机。
旋压式单向器星轮弹簧滚柱自动装配机的装配机构.pdf
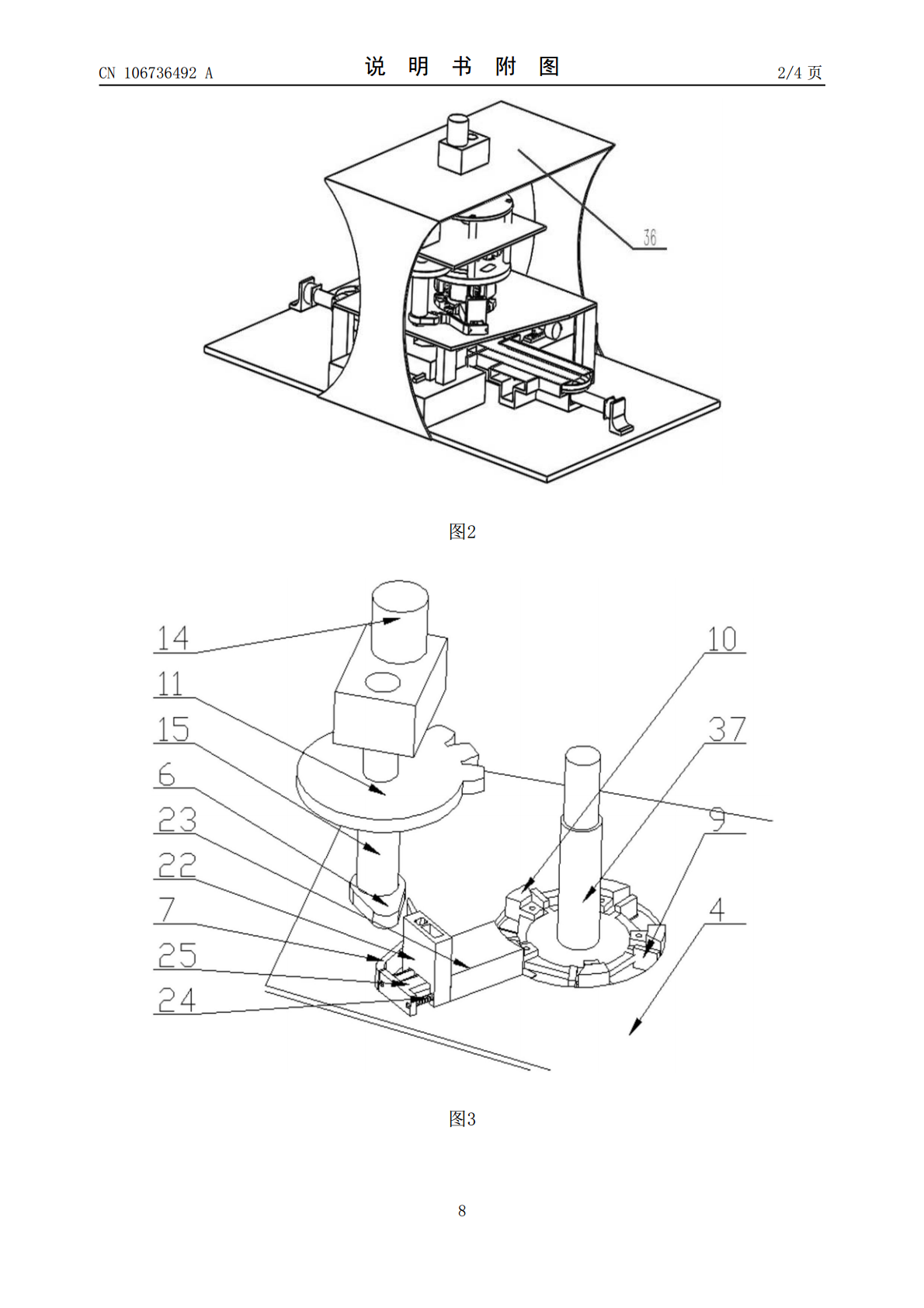
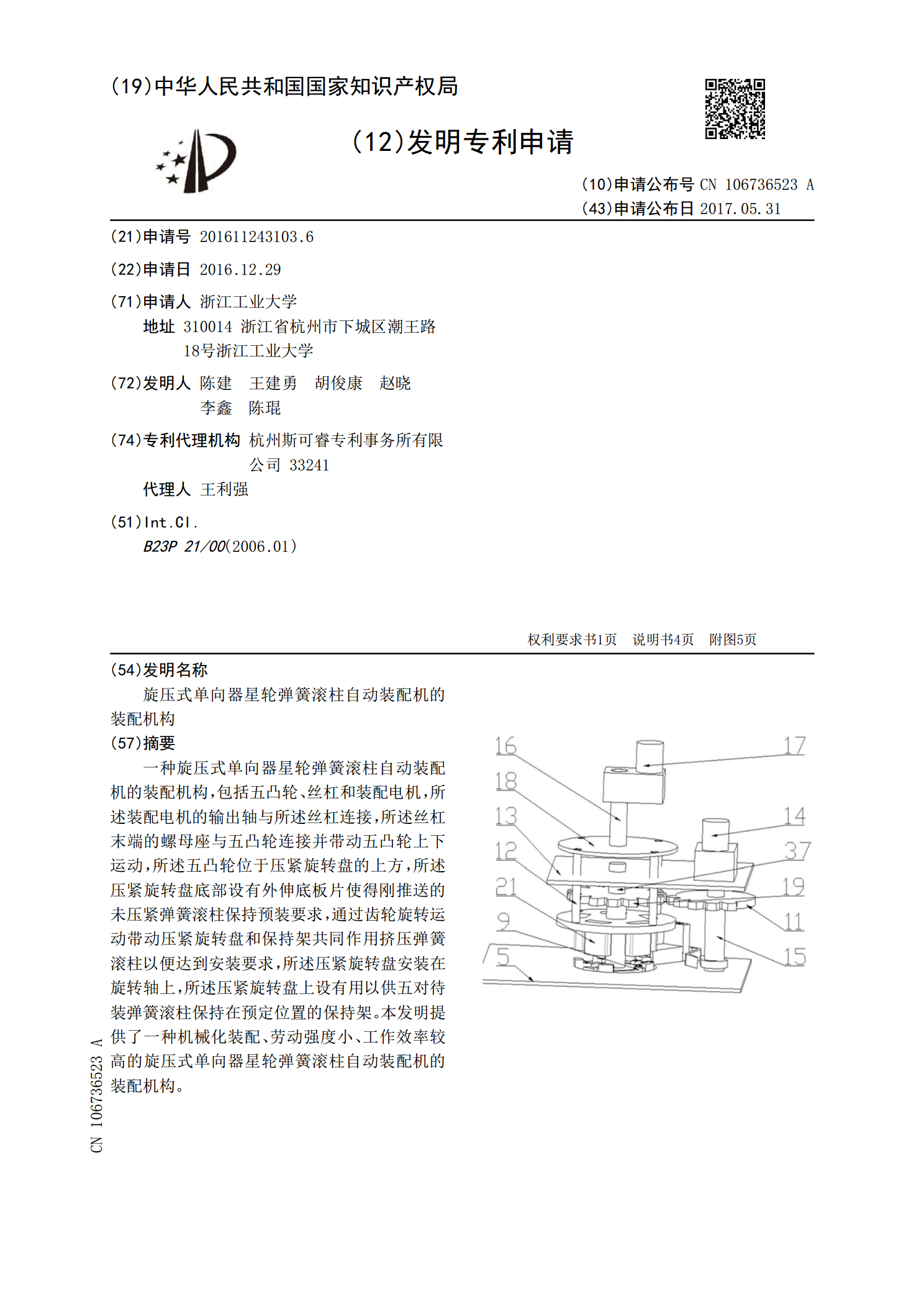
一种旋压式单向器星轮弹簧滚柱自动装配机的装配机构,包括五凸轮、丝杠和装配电机,所述装配电机的输出轴与所述丝杠连接,所述丝杠末端的螺母座与五凸轮连接并带动五凸轮上下运动,所述五凸轮位于压紧旋转盘的上方,所述压紧旋转盘底部设有外伸底板片使得刚推送的未压紧弹簧滚柱保持预装要求,通过齿轮旋转运动带动压紧旋转盘和保持架共同作用挤压弹簧滚柱以便达到安装要求,所述压紧旋转盘安装在旋转轴上,所述压紧旋转盘上设有用以供五对待装弹簧滚柱保持在预定位置的保持架。本发明提供了一种机械化装配、劳动强度小、工作效率较高的旋压式单向器
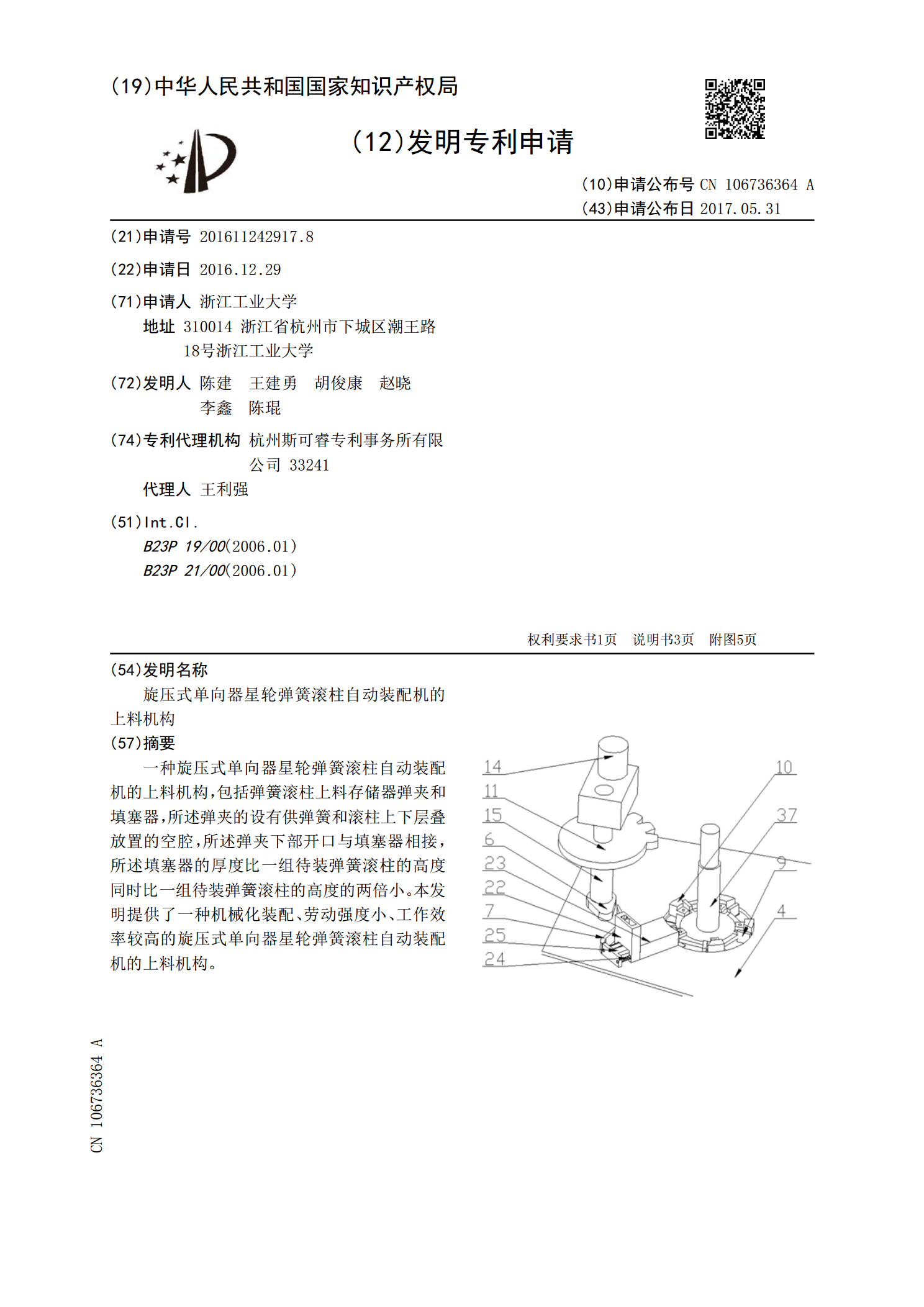
旋压式单向器星轮弹簧滚柱自动装配机的上料机构.pdf
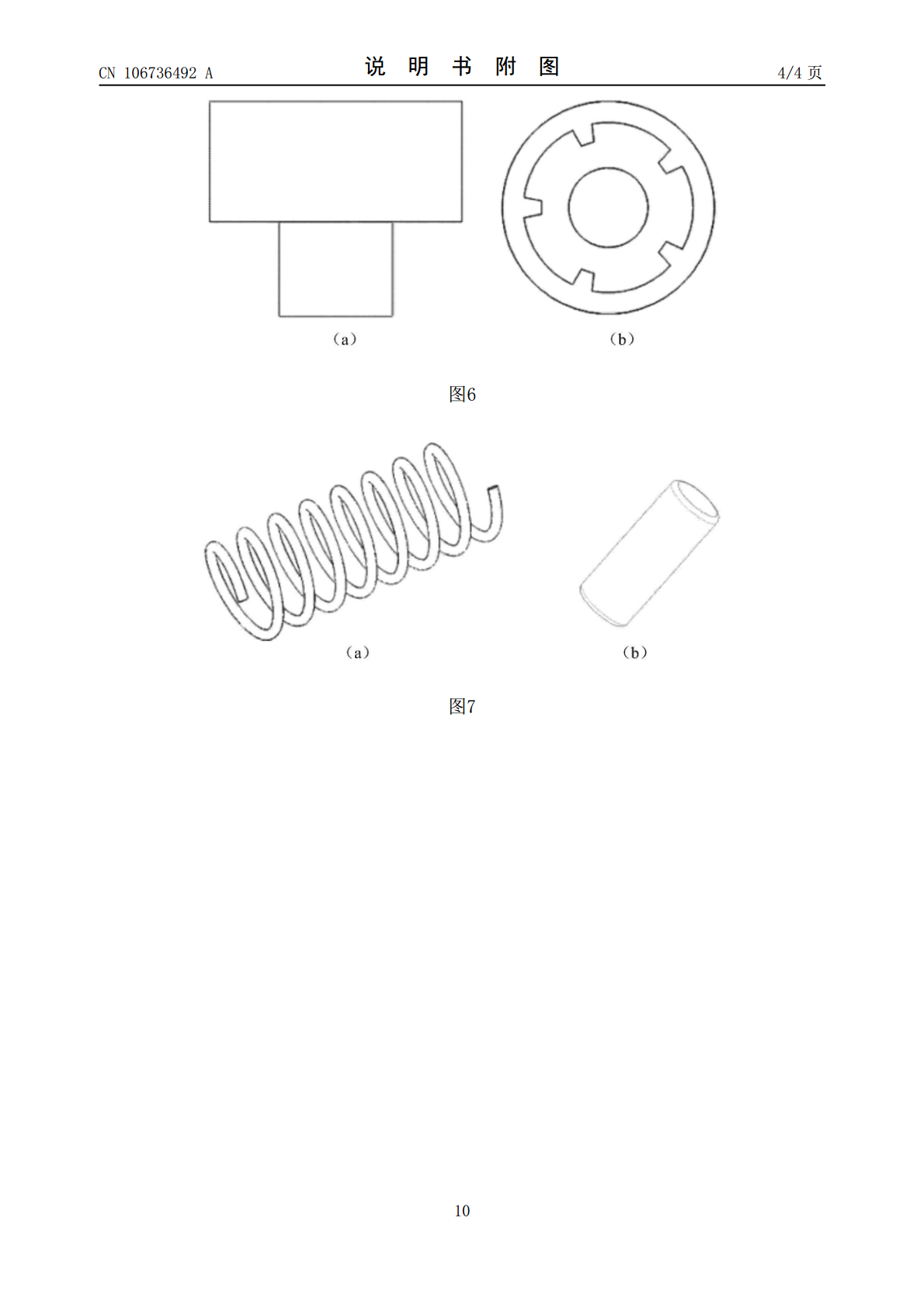
一种旋压式单向器星轮弹簧滚柱自动装配机的上料机构,包括弹簧滚柱上料存储器弹夹和填塞器,所述弹夹的设有供弹簧和滚柱上下层叠放置的空腔,所述弹夹下部开口与填塞器相接,所述填塞器的厚度比一组待装弹簧滚柱的高度同时比一组待装弹簧滚柱的高度的两倍小。本发明提供了一种机械化装配、劳动强度小、工作效率较高的旋压式单向器星轮弹簧滚柱自动装配机的上料机构。
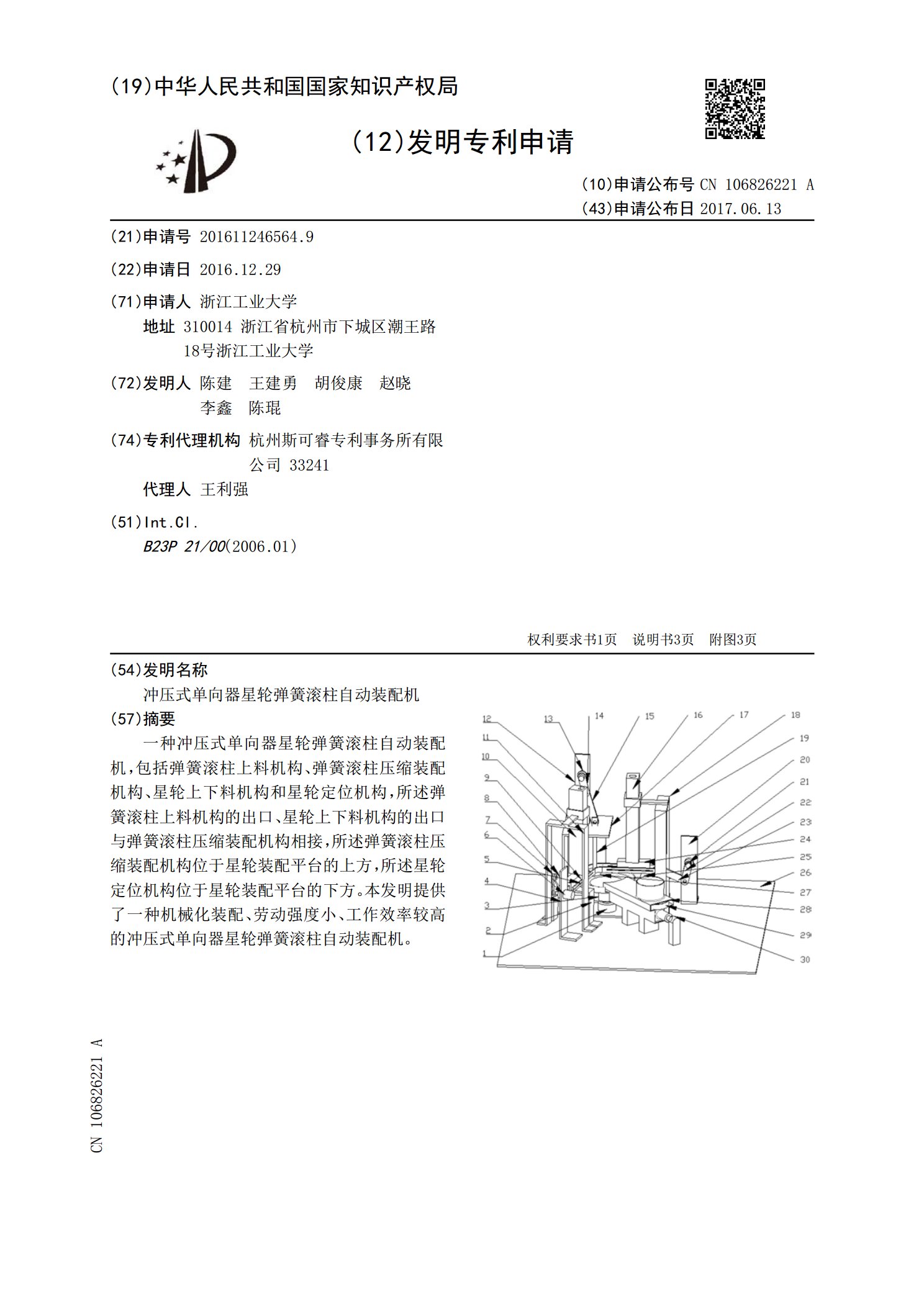
冲压式单向器星轮弹簧滚柱自动装配机.pdf
一种冲压式单向器星轮弹簧滚柱自动装配机,包括弹簧滚柱上料机构、弹簧滚柱压缩装配机构、星轮上下料机构和星轮定位机构,所述弹簧滚柱上料机构的出口、星轮上下料机构的出口与弹簧滚柱压缩装配机构相接,所述弹簧滚柱压缩装配机构位于星轮装配平台的上方,所述星轮定位机构位于星轮装配平台的下方。本发明提供了一种机械化装配、劳动强度小、工作效率较高的冲压式单向器星轮弹簧滚柱自动装配机。
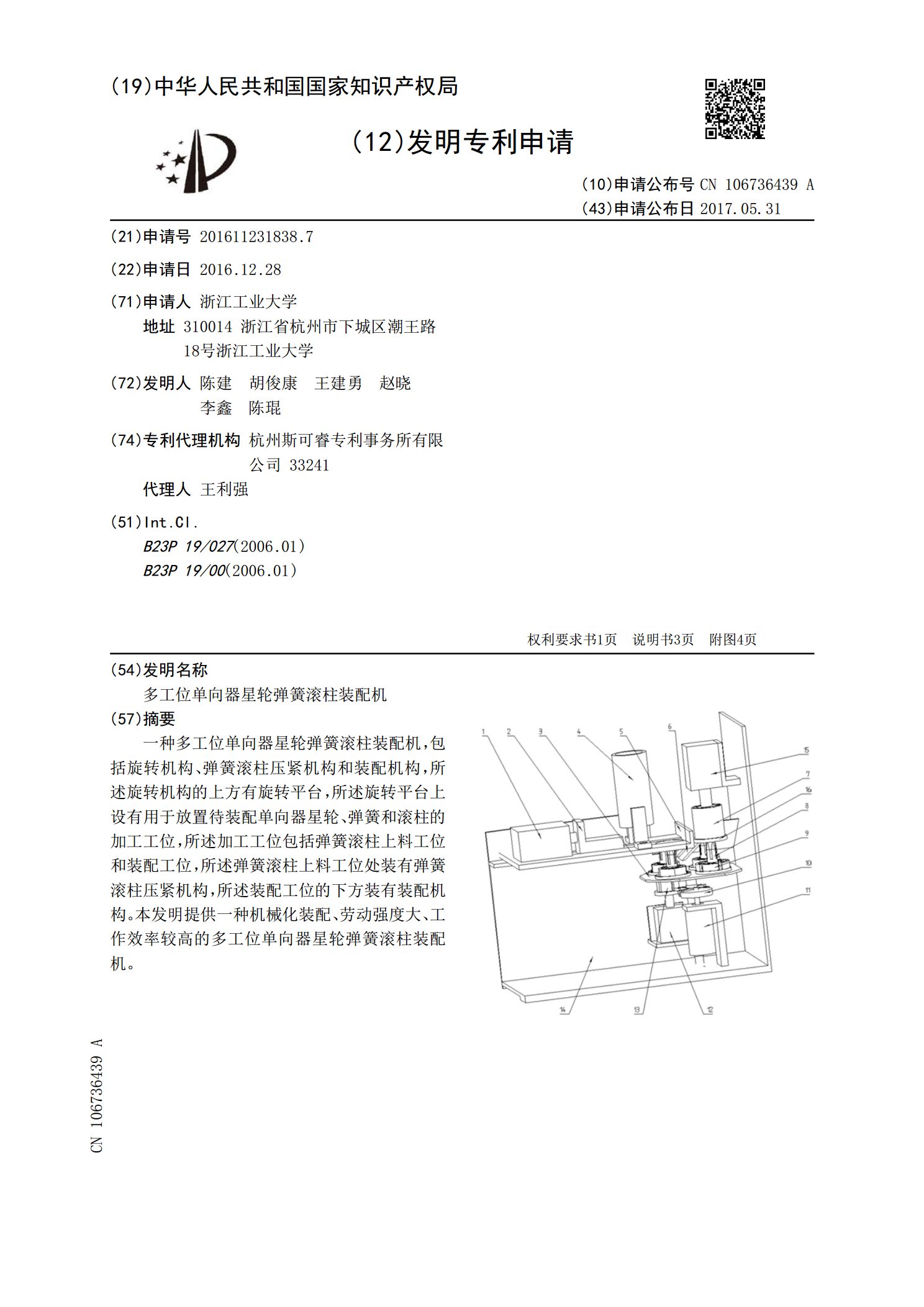
多工位单向器星轮弹簧滚柱装配机.pdf
一种多工位单向器星轮弹簧滚柱装配机,包括旋转机构、弹簧滚柱压紧机构和装配机构,所述旋转机构的上方有旋转平台,所述旋转平台上设有用于放置待装配单向器星轮、弹簧和滚柱的加工工位,所述加工工位包括弹簧滚柱上料工位和装配工位,所述弹簧滚柱上料工位处装有弹簧滚柱压紧机构,所述装配工位的下方装有装配机构。本发明提供一种机械化装配、劳动强度大、工作效率较高的多工位单向器星轮弹簧滚柱装配机。