
一种棘轮手柄冲孔工装夹具.pdf

代瑶****zy

1/5

2/5

3/5
4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种棘轮手柄冲孔工装夹具.pdf
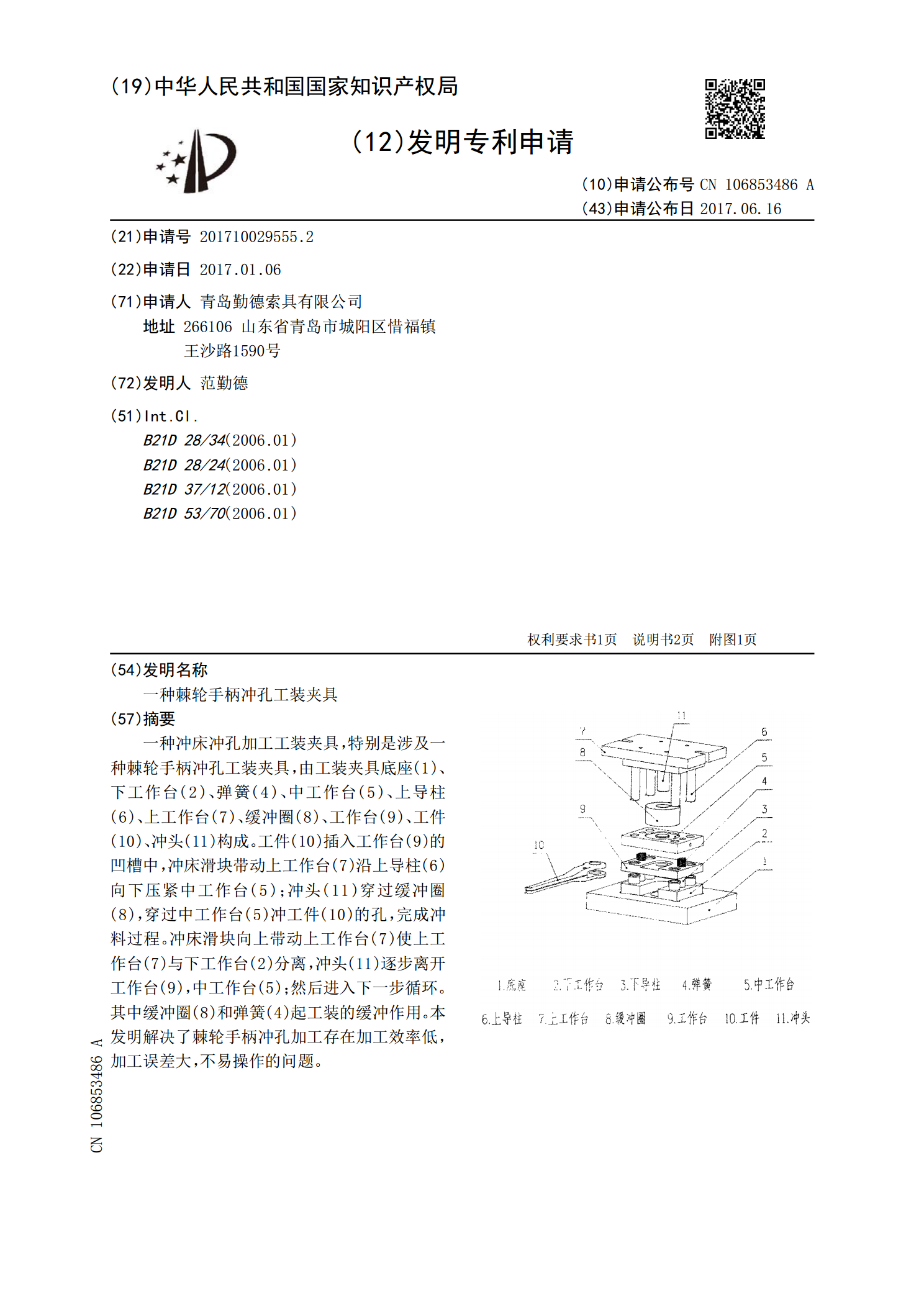
一种冲床冲孔加工工装夹具,特别是涉及一种棘轮手柄冲孔工装夹具,由工装夹具底座(1)、下工作台(2)、弹簧(4)、中工作台(5)、上导柱(6)、上工作台(7)、缓冲圈(8)、工作台(9)、工件(10)、冲头(11)构成。工件(10)插入工作台(9)的凹槽中,冲床滑块带动上工作台(7)沿上导柱(6)向下压紧中工作台(5);冲头(11)穿过缓冲圈(8),穿过中工作台(5)冲工件(10)的孔,完成冲料过程。冲床滑块向上带动上工作台(7)使上工作台(7)与下工作台(2)分离,冲头(11)逐步离开工作台(9),中工作

一种冲孔加工机械用工装夹具.pdf
本发明公开了一种冲孔加工机械用工装夹具,属于冲孔机械领域,解决了现有冲孔夹具夹持操作困难、稳定性差,对工件的夹持及取出操作繁琐的问题,其技术要点是:包括夹具座、滑块、活塞杆和卡爪,在弹簧弹力作用下推动滑块沿滑槽滑动,从而方便伸缩杆及其上连接的卡爪进行横向移动,向外侧施力即可向外侧滑动,方便待冲孔工件的放置以及从夹具座上方的卡爪之间取出,松开后,在弹簧的弹力作用下,卡爪对工件自动抱紧;然后,在气缸驱动活塞杆伸缩下,不但使得卡爪夹持住工件,而且,限位齿与定位齿相互啮合,使得气缸、活塞杆及滑块位置固定,无法进行
一种棘轮手柄.pdf
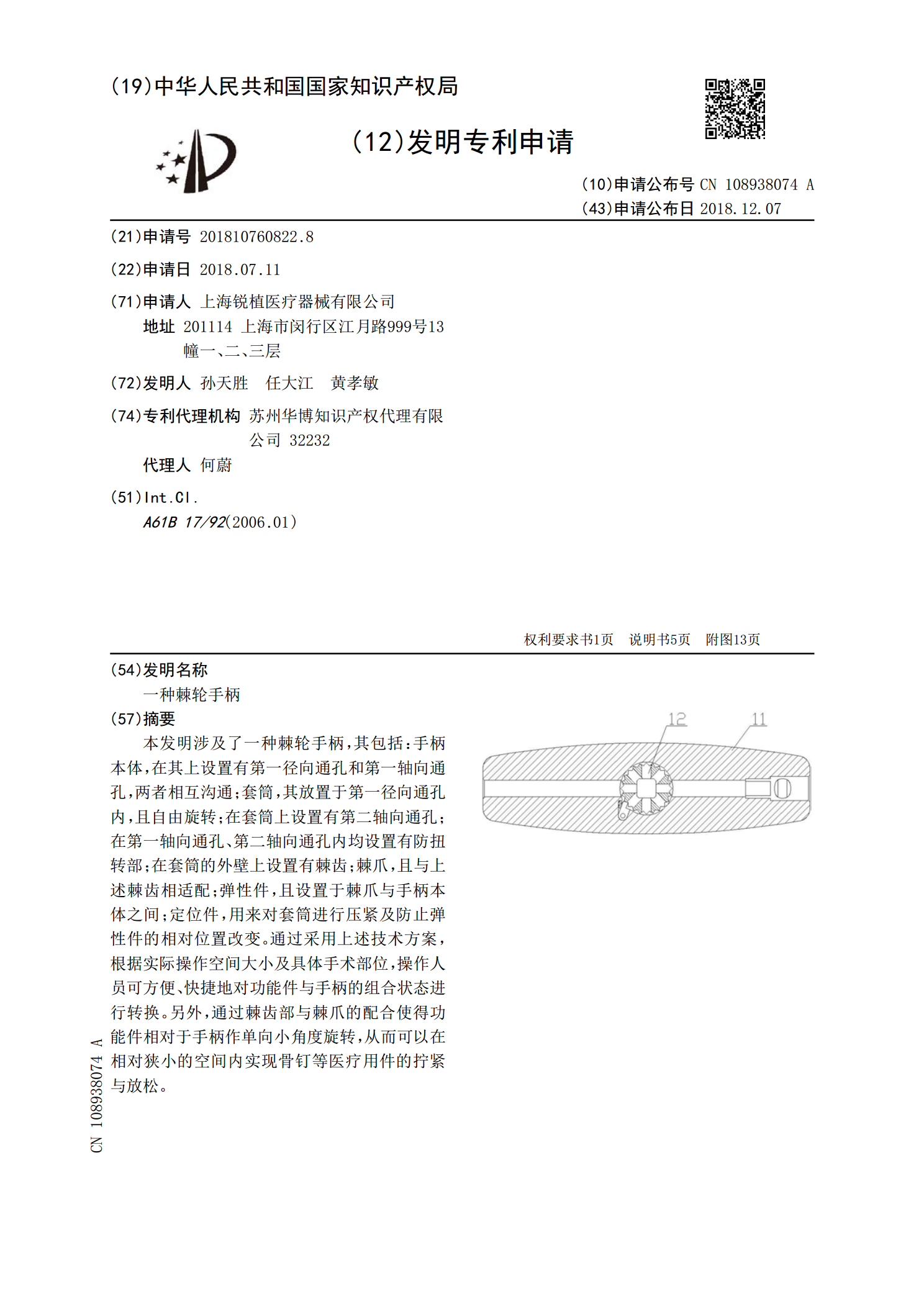
本发明涉及了一种棘轮手柄,其包括:手柄本体,在其上设置有第一径向通孔和第一轴向通孔,两者相互沟通;套筒,其放置于第一径向通孔内,且自由旋转;在套筒上设置有第二轴向通孔;在第一轴向通孔、第二轴向通孔内均设置有防扭转部;在套筒的外壁上设置有棘齿;棘爪,且与上述棘齿相适配;弹性件,且设置于棘爪与手柄本体之间;定位件,用来对套筒进行压紧及防止弹性件的相对位置改变。通过采用上述技术方案,根据实际操作空间大小及具体手术部位,操作人员可方便、快捷地对功能件与手柄的组合状态进行转换。另外,通过棘齿部与棘爪的配合使得功能件

一种棘轮手柄.pdf
本发明公开一种棘轮手柄,包括一棘爪,所述棘爪前部设有可以分别与一棘轮啮合的一第一啮合部和一第二啮合部,所述第一啮合部与所述第二啮合部之间设有一容置槽,所述容置槽内设有一辅助件,所述辅助件内部设有一弧面,所述弧面可与所述棘轮的外部轮廓相吻合;还包括一拨动装置,所述拨动装置可拨动所述棘爪转动,从而控制所述第一啮合部或是所述第二啮合部与所述棘轮啮合。本发明在转动棘爪时,噪音很小,运动更平稳。

一种棘轮手柄.pdf
本发明公开一种棘轮手柄,其包括双向棘轮机构、手柄机构,所述手柄机构套设于所述双向棘轮机构的外侧,且所述手柄可以带动双向调节所述双向棘轮机构。本工具配备了快速旋向保持套,此保持套的外形选择曲面和内凹的造型,宽距离定位,使工具在使用中舒适、平稳。